
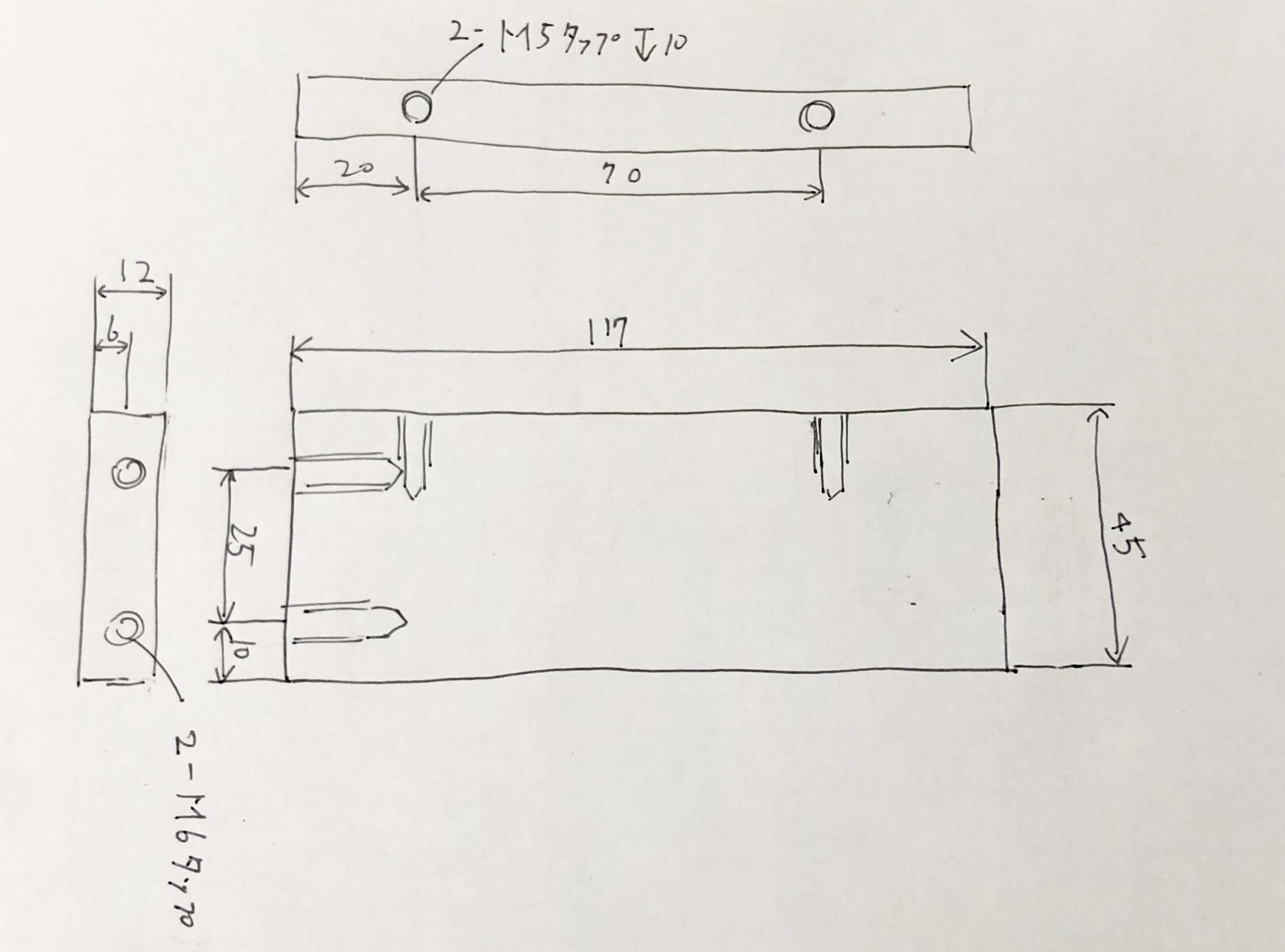
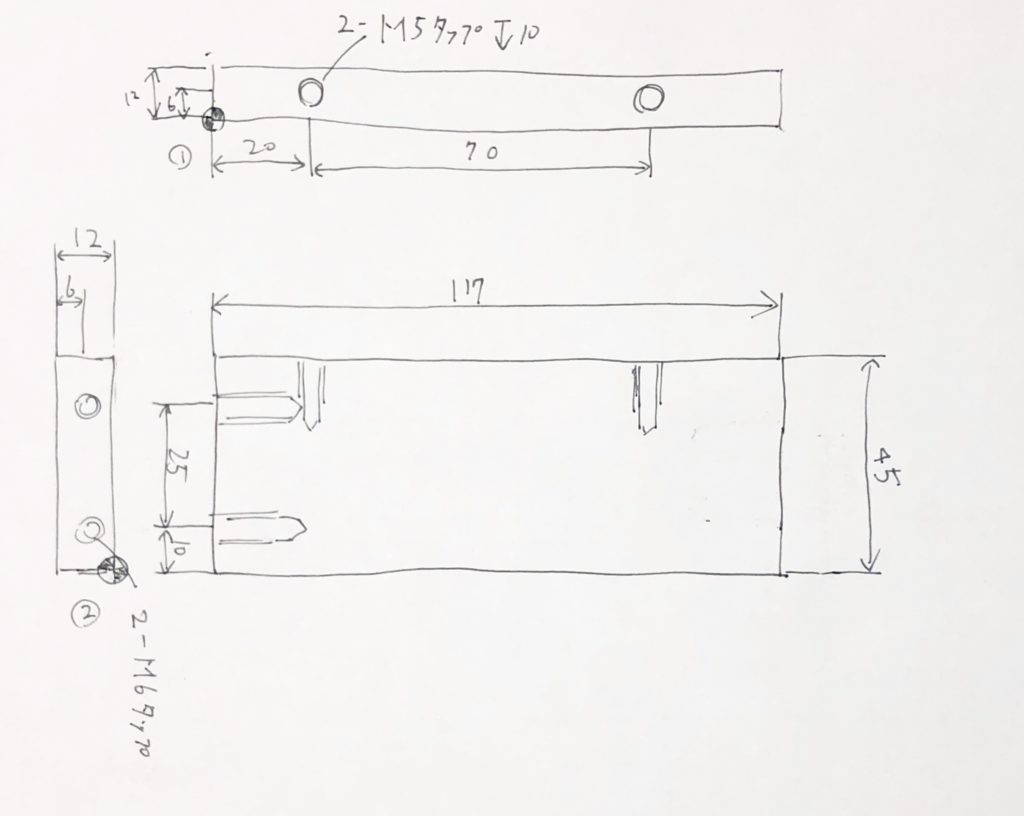
今日はこちらの図面のプログラムを作っていきます。
オークママシニングセンタのプログラムの練習として使ってください!




使用工具
T1 センタドリル
T10 4.3キリ
T13 5キリ
T15 M5タップ
T21 M6タップ
材料
SS400 6F材
加工順序
どちらから穴をあけても構いませんが、穴曲がりのリスクがあるためM5の方から加工していきます。
プログラム
実際のプログラムはこちらの通りです。 本記事で解説している項目については赤字で示しています。
1工程目
①から原点をとってプログラムを組みます。
バイスの上側は常に原点を機械に覚えさせているので、上側を原点にとりたいです。なので画像は反対向きになってしまっています。 座標は図面画像をひっくり返して考えてみてください。
N1(芯もみ)
G15H2
T1M6
G90G0X0Y0T10
G56H1Z100
S2000M3
M8
NCYL G81Z-1.5R2F60
CALL O1
M9
G0Z100M5
N2(4.3キリ穴あけ)
T10M6
G90G0X0Y0T15
G56H10Z100
S1200M3
M8
NCYL G73Z-15R2Q1F100
CALL O1
M9
G0Z100M5
N3(M5タップ)
T15M6
G90G0X0Y0T1
G56H15Z100
S200M3
M8
NCYL G84Z-10R2P0.5F160
CALL O1
M9
G0Z100M5
Y155
M2
O1
X-20Y-6
X−90
RTS
2工程目
N1(芯もみ)
G15H2
T1M6
G90G0X0Y0T13
G56H1Z100
S2000M3
M8
NCYL G81Z-1.5R2F60
CALL O1
M9
G0Z100M5
N2(5キリ穴あけ)
T13M6
G90G0X0Y0T21
G56H13Z100
S1200M3
M8
NCYL G73Z-17R2Q1F100
CALL O1
M9
G0Z100M5
N3(M6タップ)
T21M6
G90G0X0Y0T1
G56H21Z100
S200M3
M8
NCYL G84Z-12R2P0.5F200
CALL O1
M9
G0Z100M5
Y155
M2
O1
X-10Y-6
X−35
RTS
ポイント
基本的には以下の2記事でプログラムについては解説しています。
なので、今回は新しく出てきた固定サイクルだけ追加で解説します。


G73 高速深穴あけサイクル
基本的にはキリ穴を開ける場合この固定サイクルを使います。
Qに指定した長さごとにステップを行い、自動で切粉を切りながら穴あけをしてくれます。
司令方法は・・・
NCYL G73Z○○R○Q○F○○
です。
○に入るのは、Zが穴終点のZ座標、Rが復帰点(Rが2であれば、Z2から穴あけを開始します。)、Qがステップの幅(Qが1であれば、1mmごとに切粉を切るステップが入ります)、Fが送り速度です。
G84 タッピングサイクル
タップを立てるときに使う固定サイクルです。
正転で入り、指定の深さまで行ったら逆転で戻ります。
司令方法は
NCYL G84Z○○R○P○F○○
Z、R、Fについては先程説明したG73と同じです。
Pはドウェルで、Zで指定した座標まで行ったらPで指定した秒数だけZ軸の動きが止まります。
上の実例のプログラムだとP0.5としているので、奥で0.5秒だけ止まるということになります。
回転はしているので、止まった時間分だけタッパーが引き伸ばされるかたちでタップが奥に入っていきます。


コメント