
今回は意外と理解していない人も多い、チップを選ぶ際の工具カタログの見方を説明します。
三菱マテリアルを例に説明していきますね。 他メーカーのカタログも似たような感じです。




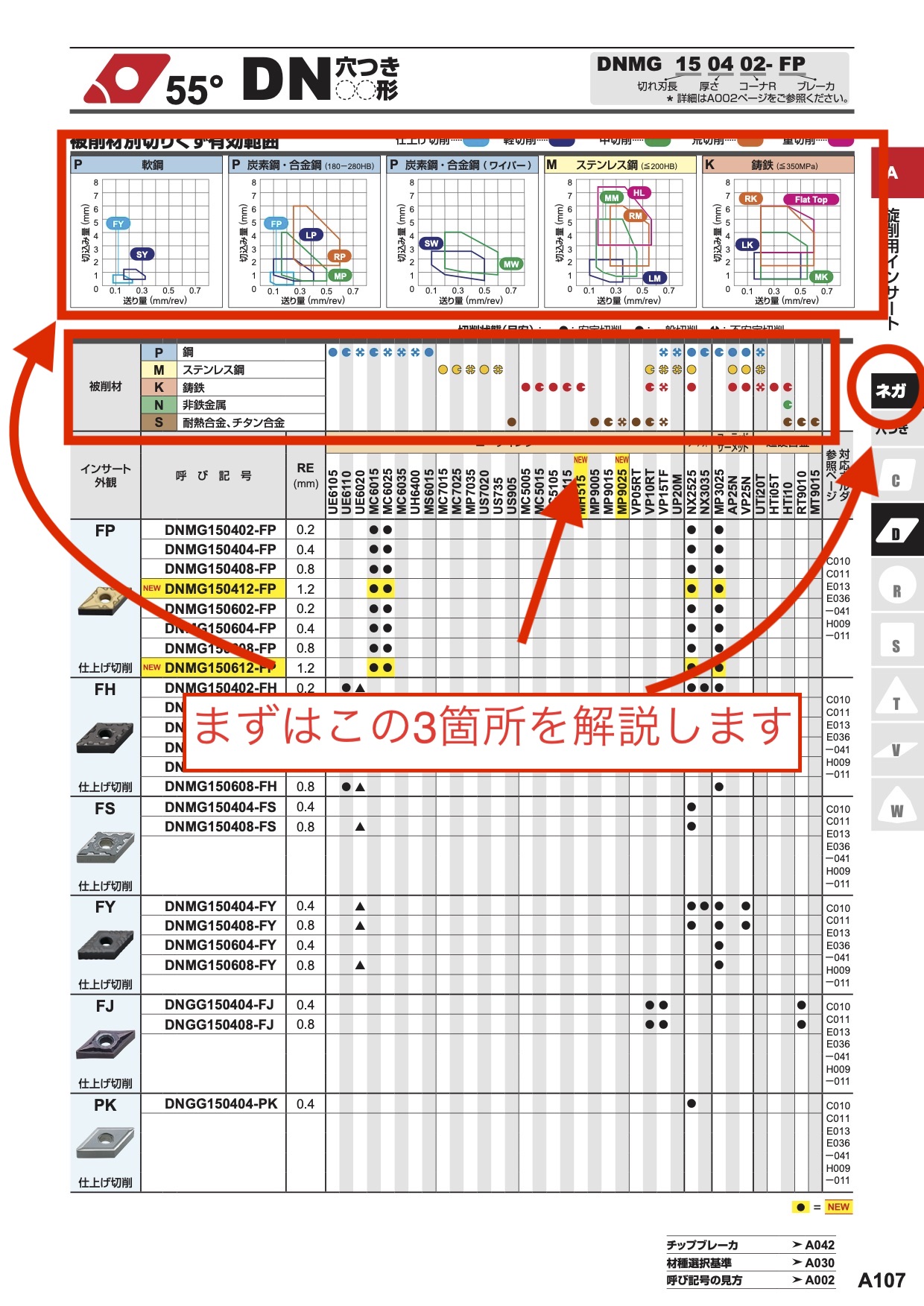
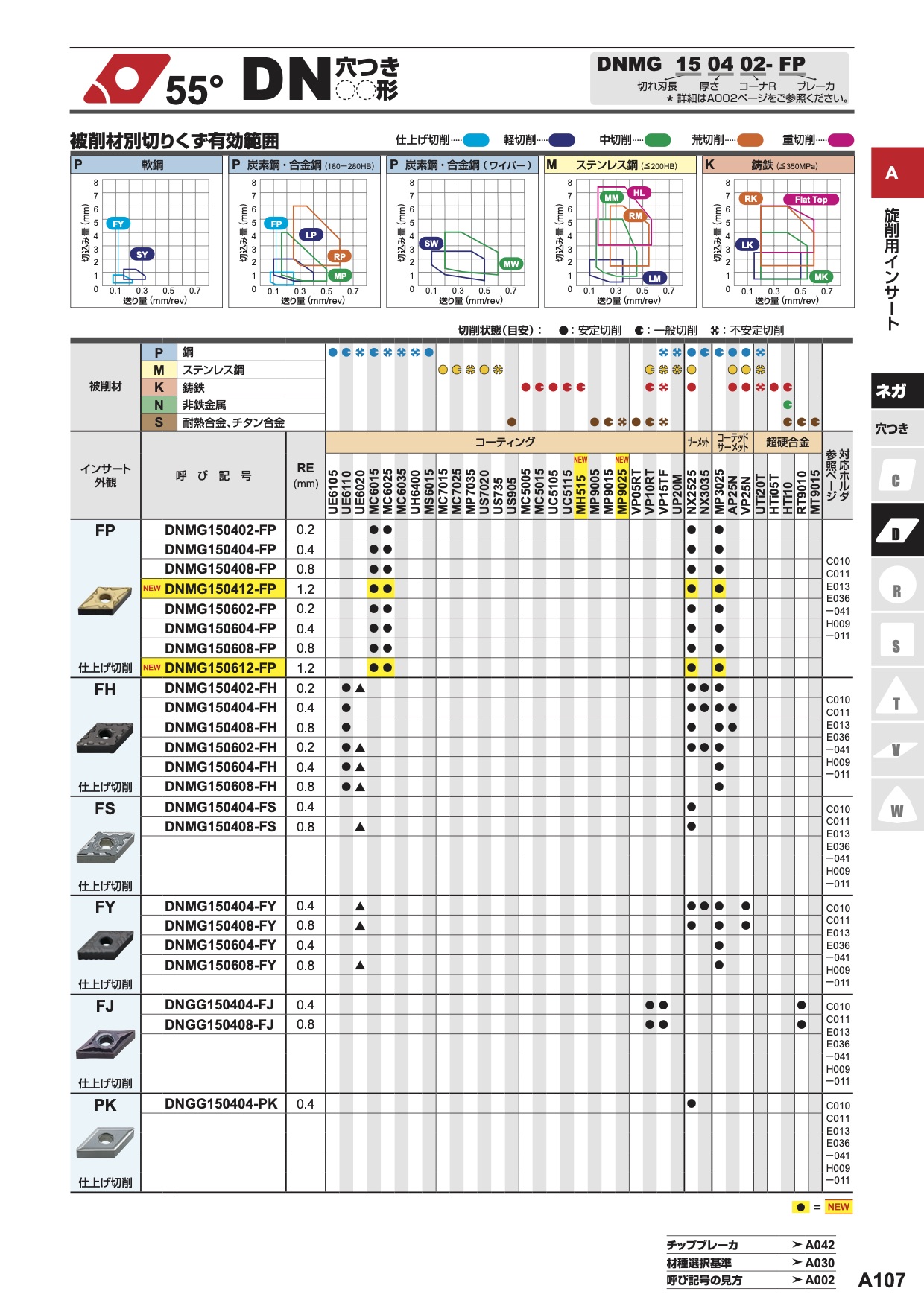
工具カタログの旋削用チップのページはこんな感じ
こちらが三菱マテリアルカタログの旋盤チップのページです
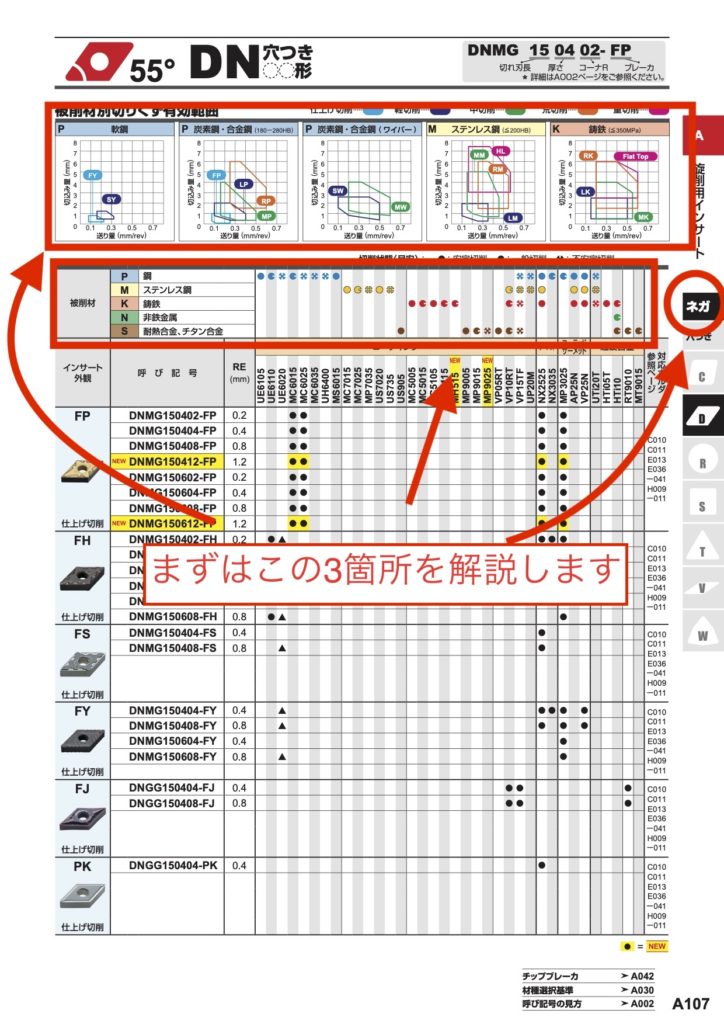
特に理解が必要な3ポイントをまず説明していきます
ネガポジについて
旋盤のチップにはネガティブとポジティブの2種類があります。
カタログでは、チップのページはポジとネガに大別されているため、自分のほしいチップがネガかポジかということがはじめに絞り込むポイントになります。
ネガポジの違いは以下の画像のとおりです。


画像はチップを横から見た図です。
ネガのチップは図のように逃げ角が0°になっており、両面使うことができて経済的です。
ポジのチップは逃げ角がついており、切削時の逃げを大きくとることができる代わりにチップの片面しか使うことができません。
特に小径の内径バイトは逃げ角が必要なので、ポジのチップが多いです。ネガを使うと二番があたってしまうからですね。
外径バイトは逃げ角は特に必要ありませんので、経済的なネガが主に使われます。
被削材の表示について
材種の表示
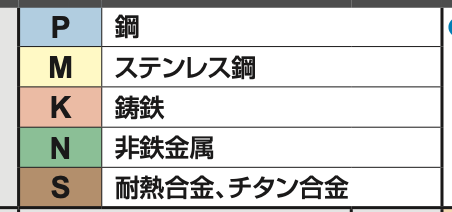
まずは記号と材種について。これはわかりやすく書いてあるので問題ないと思います。
鋼を削りたかったら鋼の行を見れば良いです。
問題は次の項目です・・・
加工状態の表示
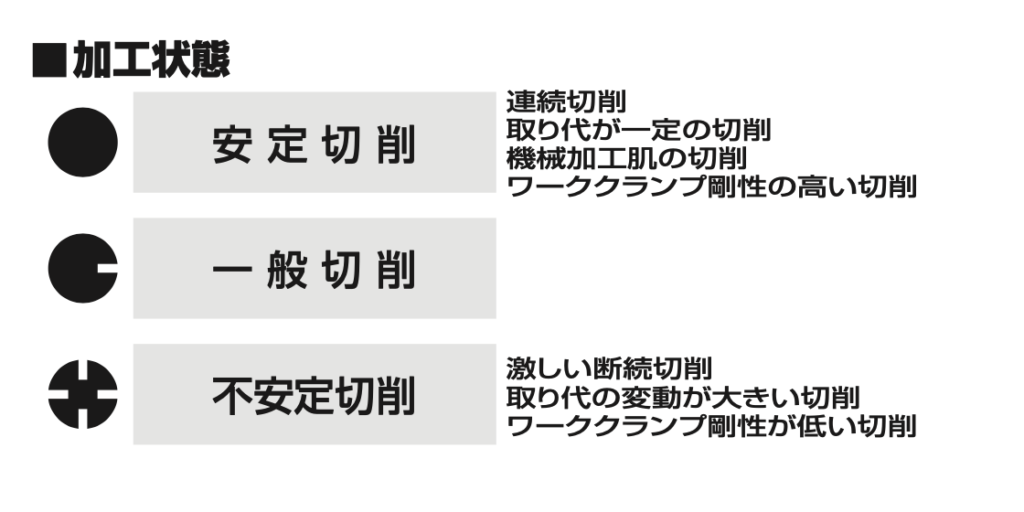
加工状態の表示はぱっと見では少しわかりにくいので、きちんと理解しておく必要があります。
上の3種類のマークのことです。
安定切削と書かれている丸のマークが一番良いチップ・・・などと勘違いしやすいです。
安定切削や不安定切削と書いていますが、連続切削と断続切削のことです。
安定切削は連続切削のことで、普通の丸棒を削る状態です。
対して不安定切削は、強断続切削のことで、たとえば生爪を成形するときのような断続切削のこと。
一般切削はその中間で、1つの横穴が空いた丸棒など、弱断続切削をイメージしてください。
最も汎用性が高いのは不安定切削のチップ
なので、一番汎用性の高い万能選手のマークは、安定切削のマークではなく、不安定切削のマークなんです。
不安定切削用のチップでも当然安定切削は可能ですからね。
なら安定切削用のチップを選ぶメリットは?
ここで当然出てくる疑問が、「不安定切削用のチップが万能選手なら、安定切削用のチップを選ぶメリットなんてあるの?」ということ。
もちろん、安定切削用のチップにもメリットがあります。
それは、不安定切削用のものよりも材質が硬いため、切削速度を上げられ、摩耗も少ないことです。
下の図を見てください。
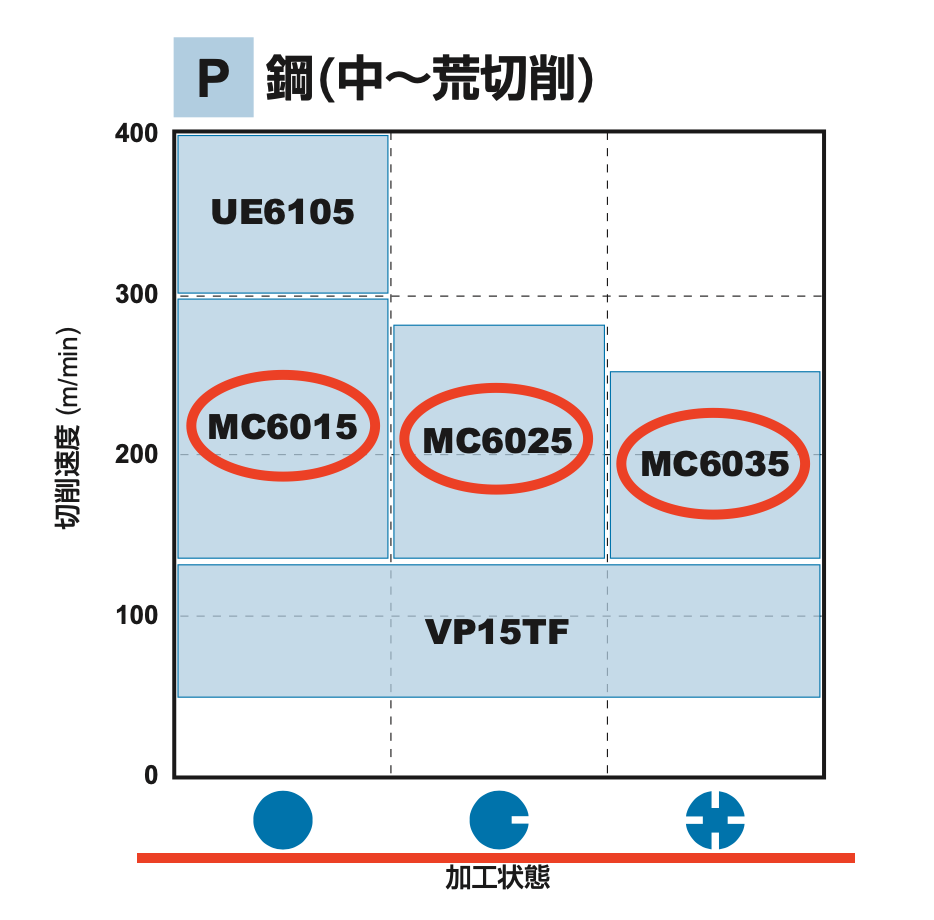
この図は、鋼荒加工用のチップ材種が対応する切削速度を表しています。
例えば型番MC6015の材質でできたチップなら、約120~300m/minの範囲の切削速度で加工できるということを表しています。
この図で赤丸で囲ったMC6015,MC6025,MC6035に着目してみてください。これらは下のマークにあるようにそれぞれ安定切削用、一般切削用、不安定切削用のチップ材種です。
安定切削用から不安定切削用のチップになるにしたがって、加工可能な切削速度が小さくなっていっていますよね。
つまり安定切削用の方が切削速度を上げられるということ!
安定切削用のチップは硬く、不安定切削用のチップはやわらかい
このような差が生まれてくる理由が、チップの硬さです。
基本的に安定切削用のチップは硬く、不安定切削用のチップはやわらかい特性を持っています。
硬いチップは速い切削速度にも耐えて摩耗にも強いですが、チップが欠けやすいため断続切削には向かず、安定切削用になります。
逆に柔らかいチップは摩耗しやすい代わりに、欠けにくいため断続切削が得意というわけです。
ブレーカーの図の見方
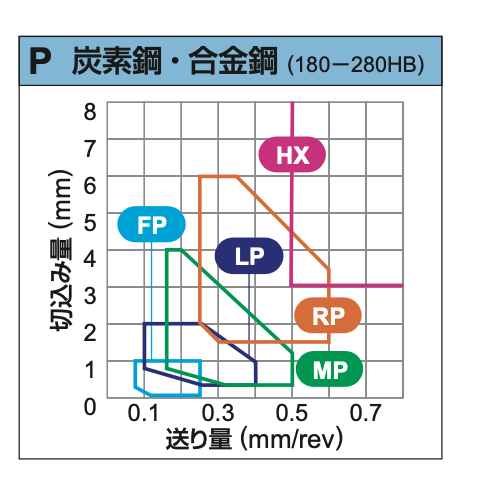
この図はブレーカーの性能を表しています。
ブレーカーとは、チップの表面についた凸凹のことです。
これがあることによって、切り屑がつながらずに分断されます。
ブレーカーは、その形状によって切り屑を分断できる送りと切り込み量が異なります。
この図は、それぞれのブレーカーがどの送り速度と切り込み量で切り屑を分断できるかひと目で分かるようになっています。
例えばFPブレーカーの場合、送り量約0.08~0.25mm/revで、切り込み量約0.05〜1mmの範囲で鉄を削ったときに切り粉が分断できることを示しています。
この図を活用し、自分が使いたい送りと切込みの範囲に合うブレーカーを選択しましょう!
色にも意味がある
蛇足ですが、グラフ上の色にも意味があります。
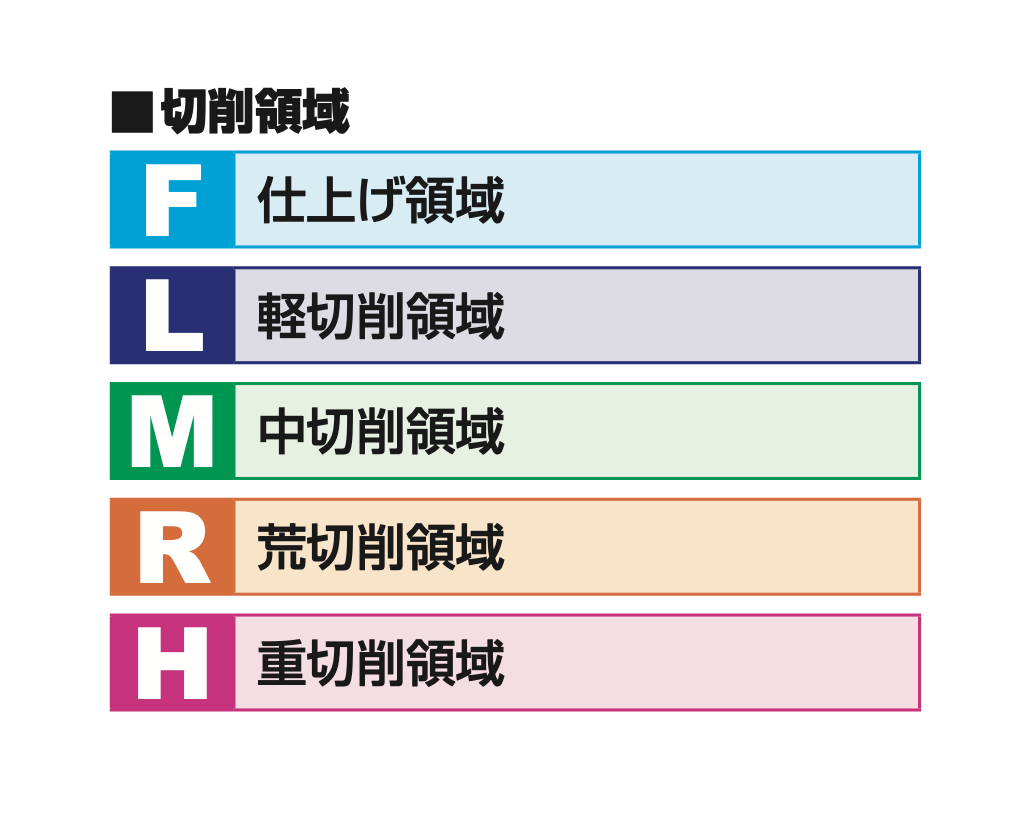
仕上げ用ブレーカーが水色、荒切削用がオレンジ・・・といったふうに色分けされています。
ここまで理解できたら、チップを選ぶだけ
チップの型番については別記事で説明します。
好きな材種のチップを選び、販売しているものは⚫がついているので、その中から選びます。
▲のマークのものは、製造はしていますが後々製造が終わるチップなので、基本は選ばない方が良いです。
チップを選ぶときはメーカーに電話するのが一番
カタログの見方を色々と書きましたが、なんだかんだでメーカーに電話して目的に合ったチップを選んでもらうのが一番早くで確実です。
大抵はカタログの裏表紙や最後のページに工具メーカーのフリーダイヤルが載っていますので、確認のためだけでも電話してみるのがおすすめです。

コメント