
切削加工におけるねじ切りには様々な工具を使った加工方法があります。
本記事ではその中のねじ切りバイト(旋盤加工) にフォーカスして解説を行いました。
ねじ切り工具についての基本知識だけでなく、おすすめの工具も合わせてご紹介していますので、ぜひ日々の加工のご参考にしてください。
ねじ切りの方法は様々。最適な工具はどれ?
ねじ切りバイトの解説に入る前に、加工したいねじ切りに最適な工具を選べているか、確認しておきましょう。
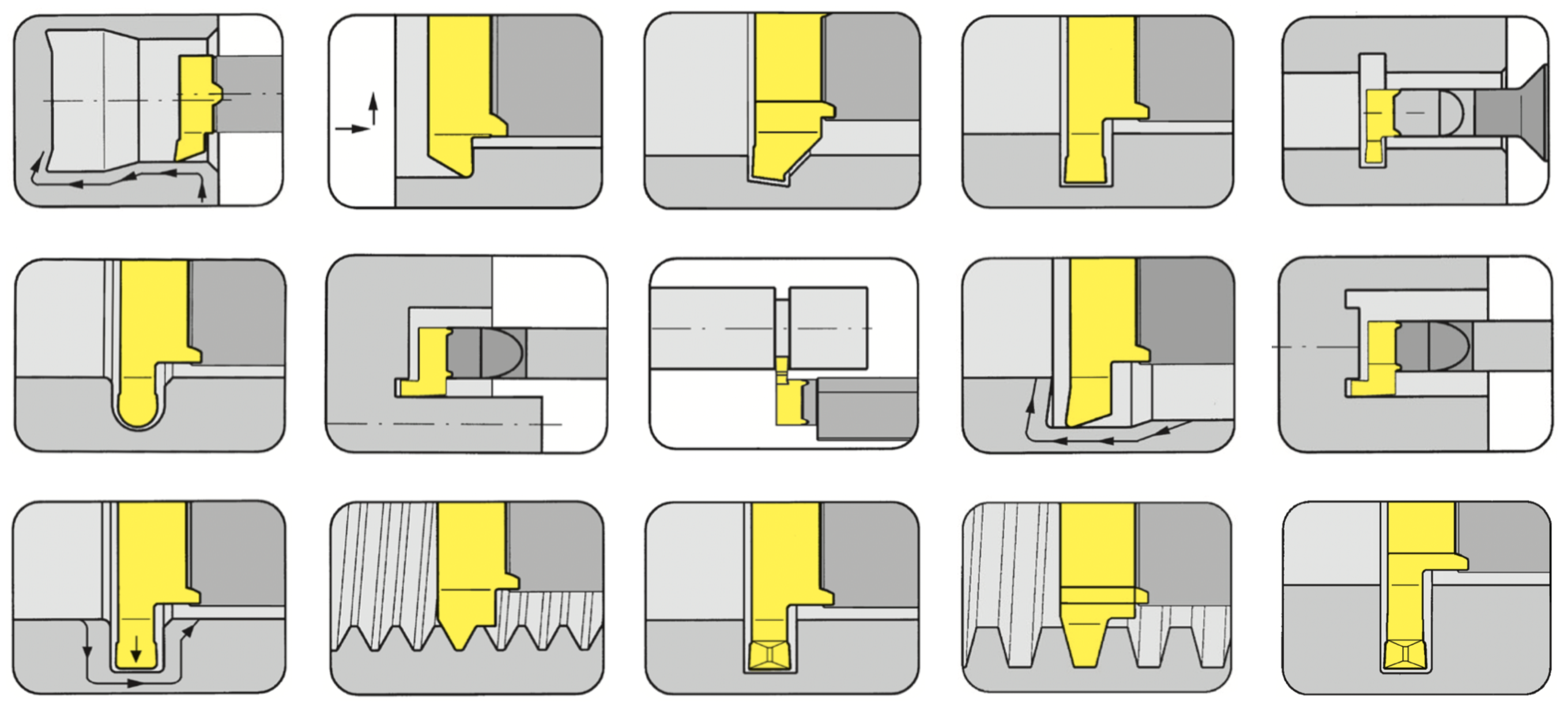
切削によるねじ切り加工には、バイトだけでなく様々な工具を使った方法があり、その時々に応じて最適な方法を選択する必要があります。
以下はその一例です。
おねじ
- ダイス
- ねじ切りバイト
- スレッドワーリングカッター
ダイスなら、規格化されたねじに限りますが、M16くらいまで簡単に加工可能です。一方で、一般的なねじ以外は対応することができません。
一方でねじ切りバイトを使用すれば、多様なピッチ、大きさに対応できます。複数回切り込むことで切削負荷も低減できますし、ねじのガタ具合も自由に調節可能です。
また、ねじ切りカッターを使えば、フライス加工でも外径ねじ切りを行うことが可能です。
設備が整っている場合は、スレッドワーリングも選択肢に入ります。ミーリングのように外径のねじを切る方法です。主軸移動型の旋盤でミーリング機能も必要な加工ですので、あまり一般的ではありませんが、多条ねじも大変速く切ることができる効率的な加工方法です。

めねじ
- タップ
- 内径ねじ切りバイト
- ねじ切りフライス(スレッドミル・ねじ切りカッター)
めねじについては、まず検討するべきはタップでのねじ切りです。
しっかりした剛性のある一般的なマシニングセンタや旋盤で、並目の場合M20くらいまででしたら問題なく立てることができます。 それ以上となると負荷が大きくなりすぎるため難易度が高くなります。
おねじと同様に、タップを立てるには大きすぎる場合や、一般的でないピッチのねじの場合は、バイトを使った旋盤でのねじ切りが適しています。
旋盤に載せられないワークや、旋盤では難しい箇所のねじ切りではねじ切りフライスが活躍します。多様な種類のねじに対応できる上、つながってしまう切粉の処理に悩まされることもありません。その一方で、旋盤加工と比較して段取りや加工の時間はかかりますし、工具の寿命も短いというデメリットがあります。
どの加工にもメリット・デメリットがありますので、状況によって最適な加工方法を選ぶことが大切です。
本記事では、ねじ切りバイトを主に解説していきます。



旋盤でのねじ切りに使う”ねじ切りバイト”
旋盤加工におけるねじ切りバイトは、主に外径ねじ切りバイトと内径ねじ切りバイトの2種類があります。 それぞれについて、工具の特徴とおすすめの工具を解説します!
外径ねじ切り用
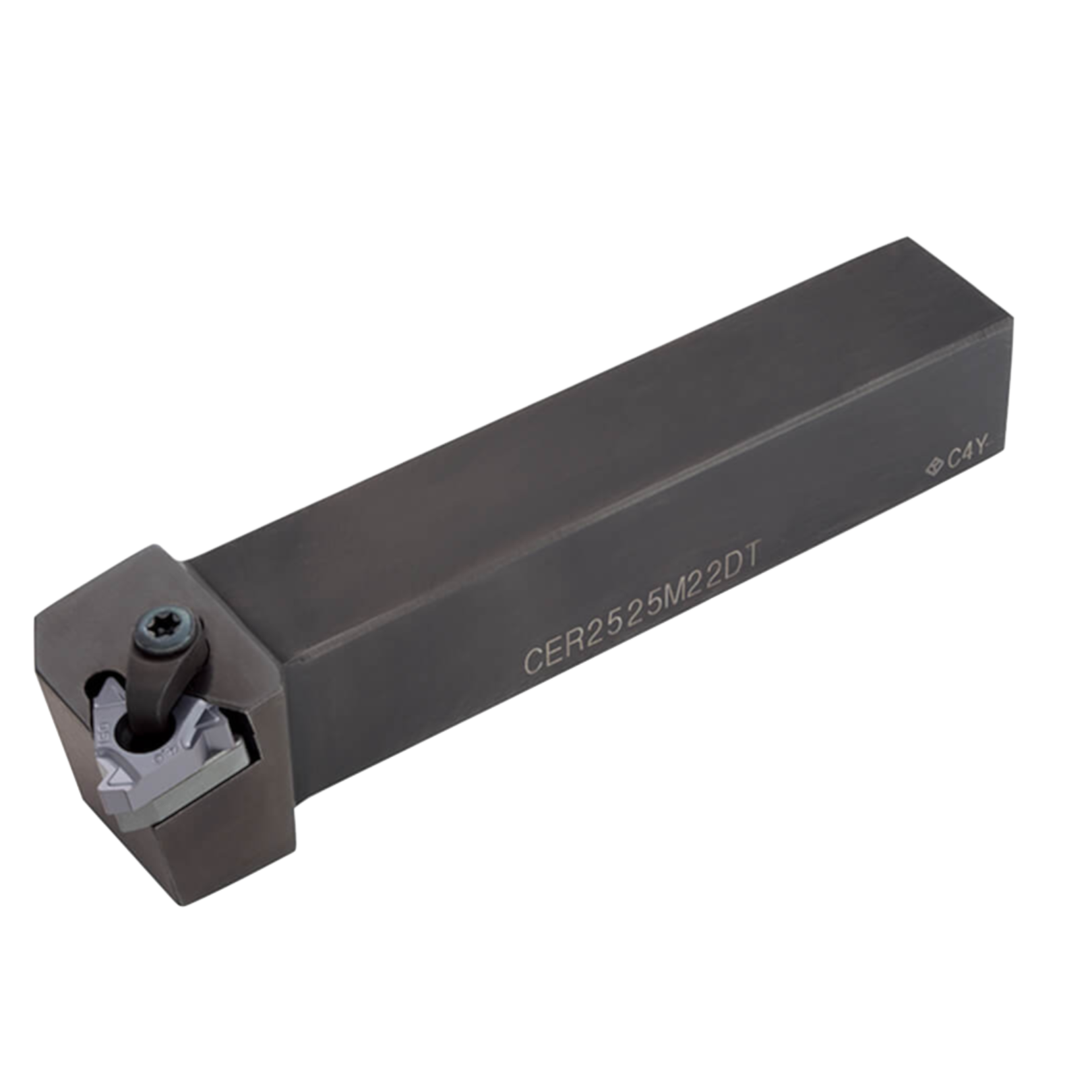
外径ねじ切り用ホルダ
こちらが、NC旋盤や汎用旋盤で 使われる一般的な形状のねじ切りバイトです。(下画像)
旋盤加工を行っている方は、このような形状のバイトをお持ちの方がほとんどかと思います。
基本的に3コーナーのインサートを活用でき、基本的な工具ラインアップですので経済的にねじ切り加工ができます。
規格化されていますので、どのメーカーのバイトを使用しても構いません。
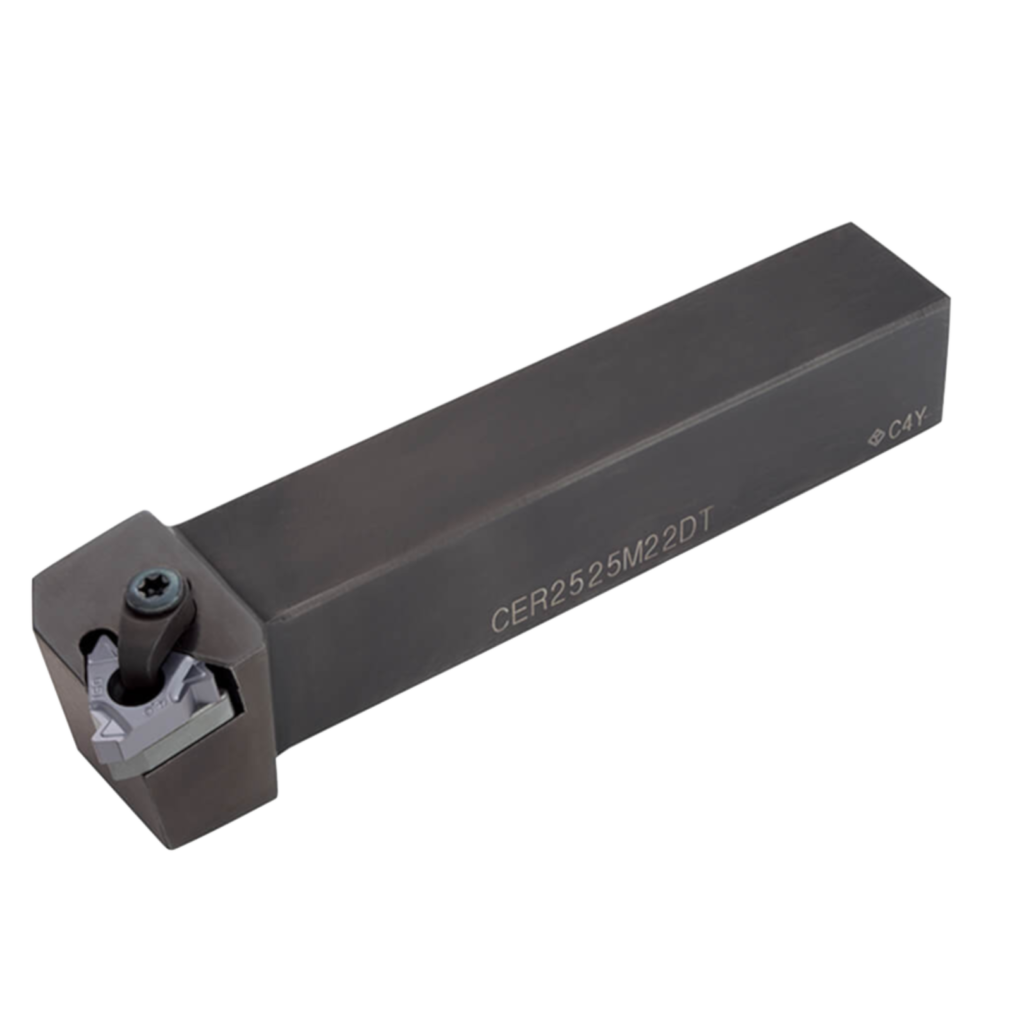
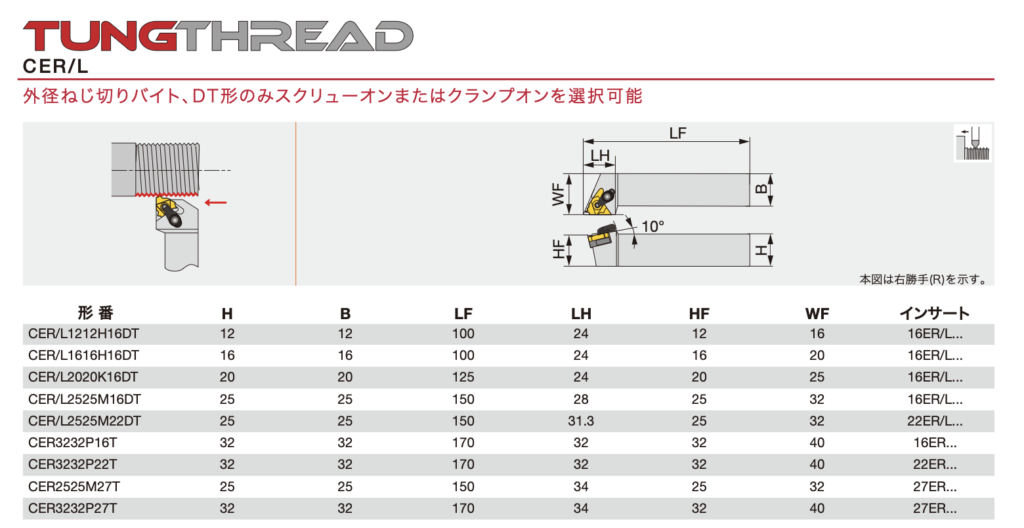
参考までに、タンガロイ社のバイトを掲載しておきます。
最も一般的な25角のバイトでしたら、CER/L2525M16DTをまずは選択することになるはずです。このホルダ一本で、ピッチ0.5~3まで幅広いねじ切りに対応できます。
通常であればこちらのバイトを使えば良いのですが、本記事ではもう少し踏み込んでねじ切りバイトをご紹介します。
おすすめの外径ねじ切りバイト
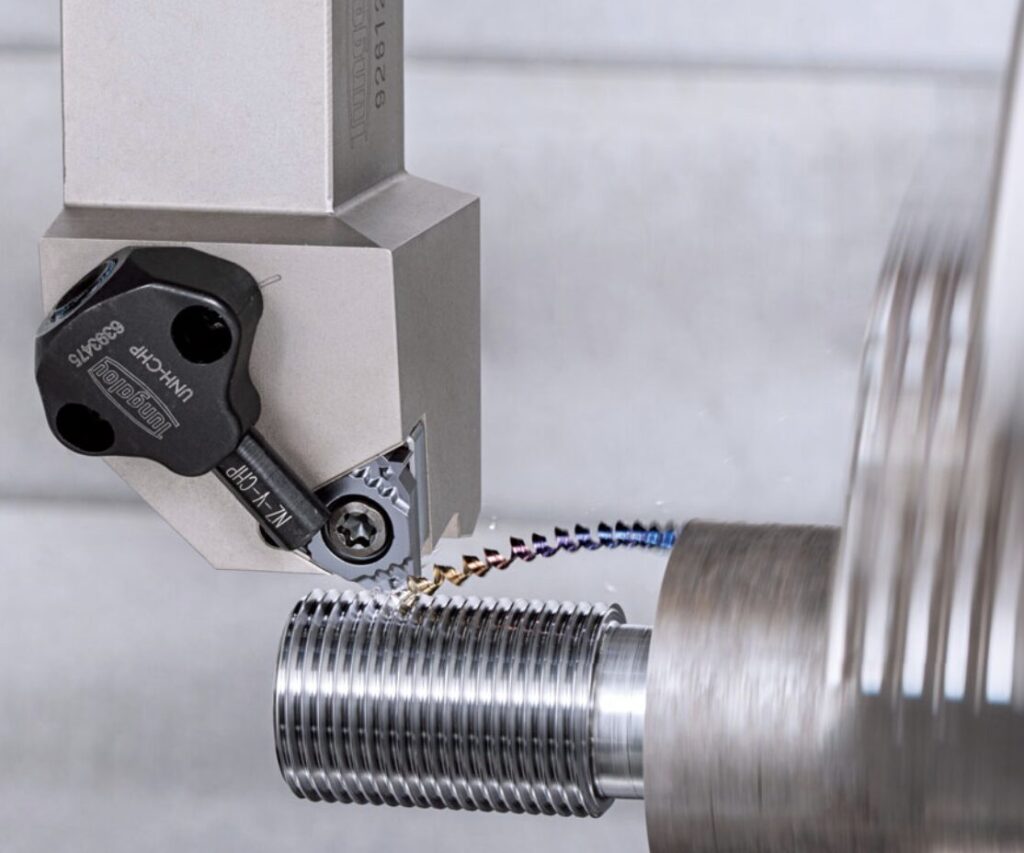
私がおすすめするのは、ねじ切りだけでなく、多様な種類の加工に対応したホルダを使用してねじ切りを行うことです。
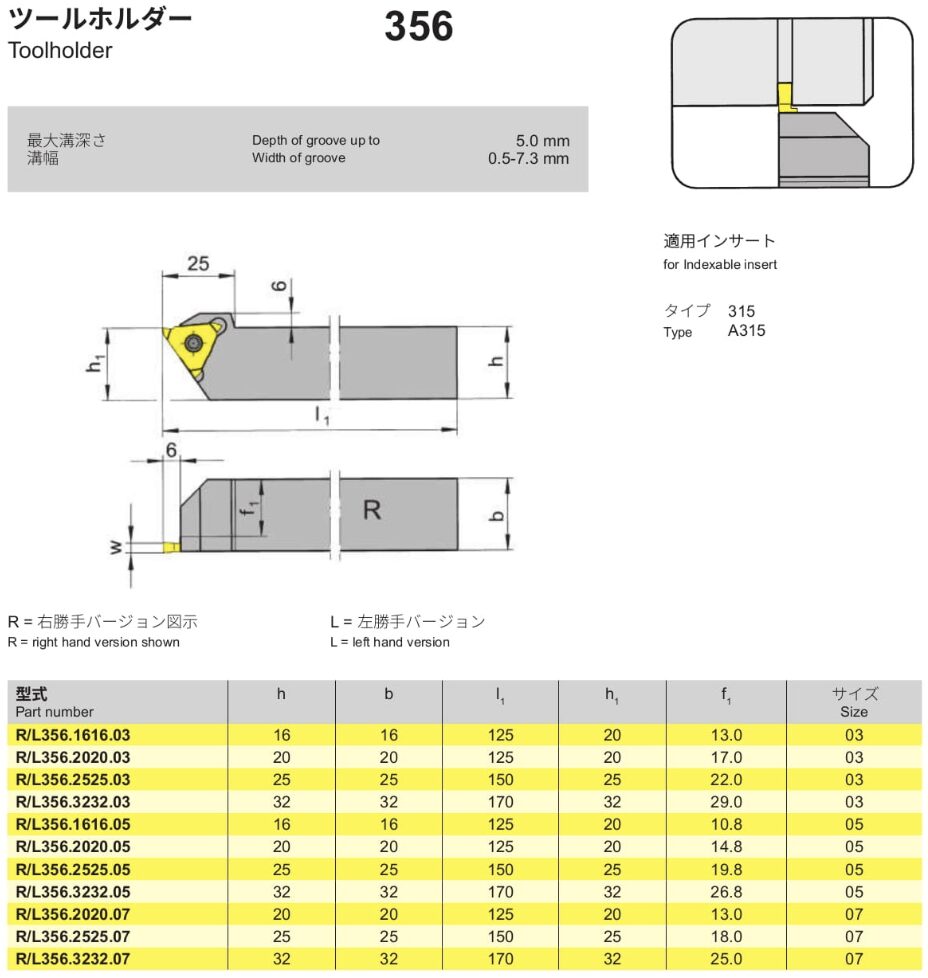
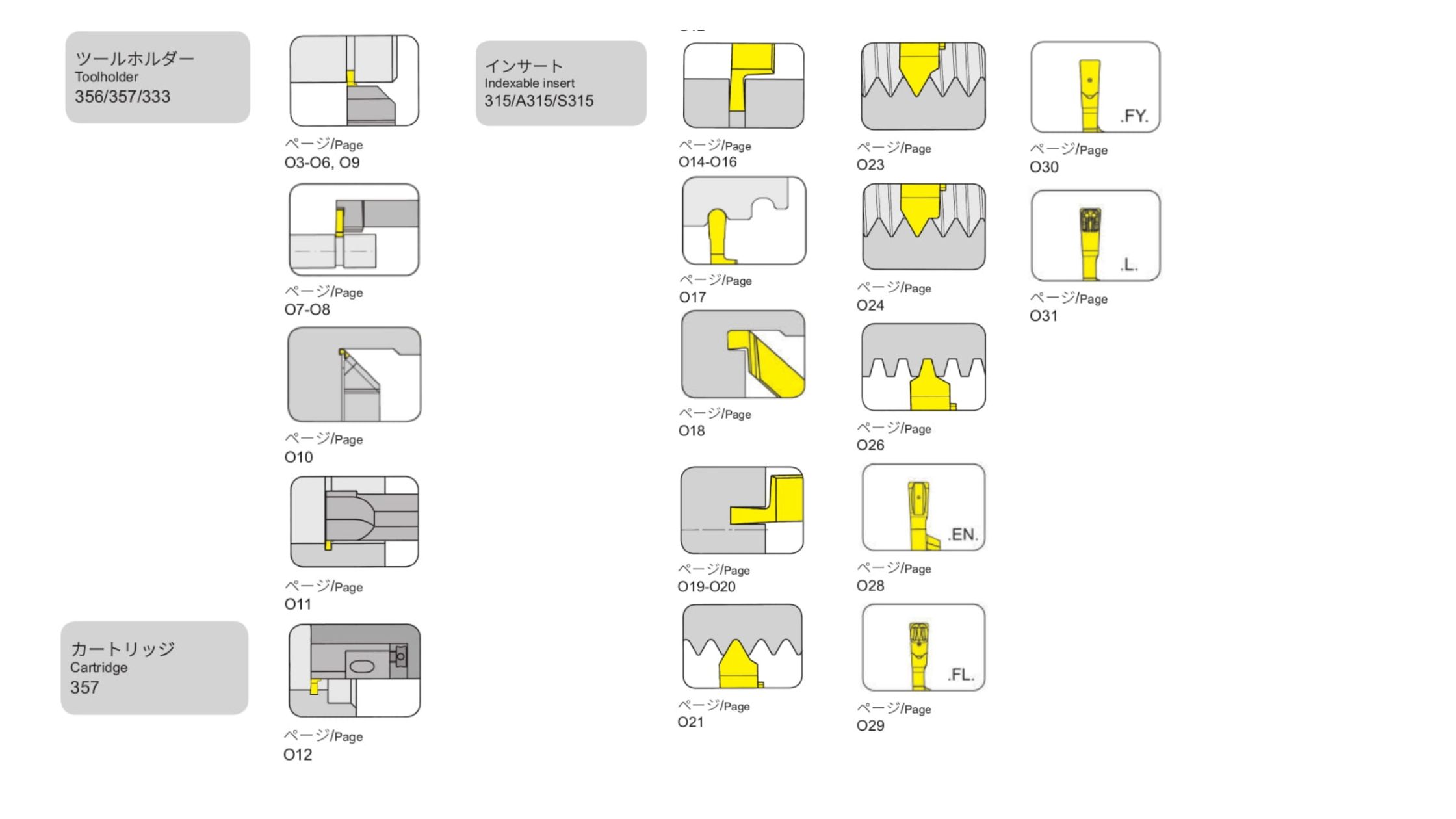
HORN社 システム315
特におすすめしたいのは、HORN社のバイト、システム315です。
“HORN”を聞き慣れない方もいらっしゃるかと思いますが、溝入れに特化した、世界的に有名なドイツの工具メーカーです。
工具品質と剛性が高く、ラインアップが大変充実しているため、自信を持っておすすめできます。
こちらのバイトは、3コーナーのチップを取り付けて使用する溝入れバイトでありながら、ねじ切り用インサートもラインアップされています。
これによってホルダを取り替えずとも、ねじ切りと溝入れの段取り替えが簡単に行えます。
NC旋盤で少量多品種加工行っていると、工具の必要数が多い加工では工具の取付け取り外しにかなりの時間がかかります。特にねじ切りと溝入れはびびりやすい加工のため、ホルダ交換の際は最適な突き出し長さの設定に気を遣います。
そんな中で溝入れとねじ切りの段取り替えがチップ交換だけで行えるのは、積み重なれば大きな時間短縮になります。
最も一般的な25角の外径用ホルダであれば、R/L356.2525.05を選ぶのがおすすめです。

おすすめのチップはこれ!
このホルダを使うのであれば、チップは最低でもねじ切り用を1種類、溝入れ用を1種類の合計2種類を用意し、汎用的に活用できるようにしておきましょう。
それぞれについておすすめのチップをご紹介します!
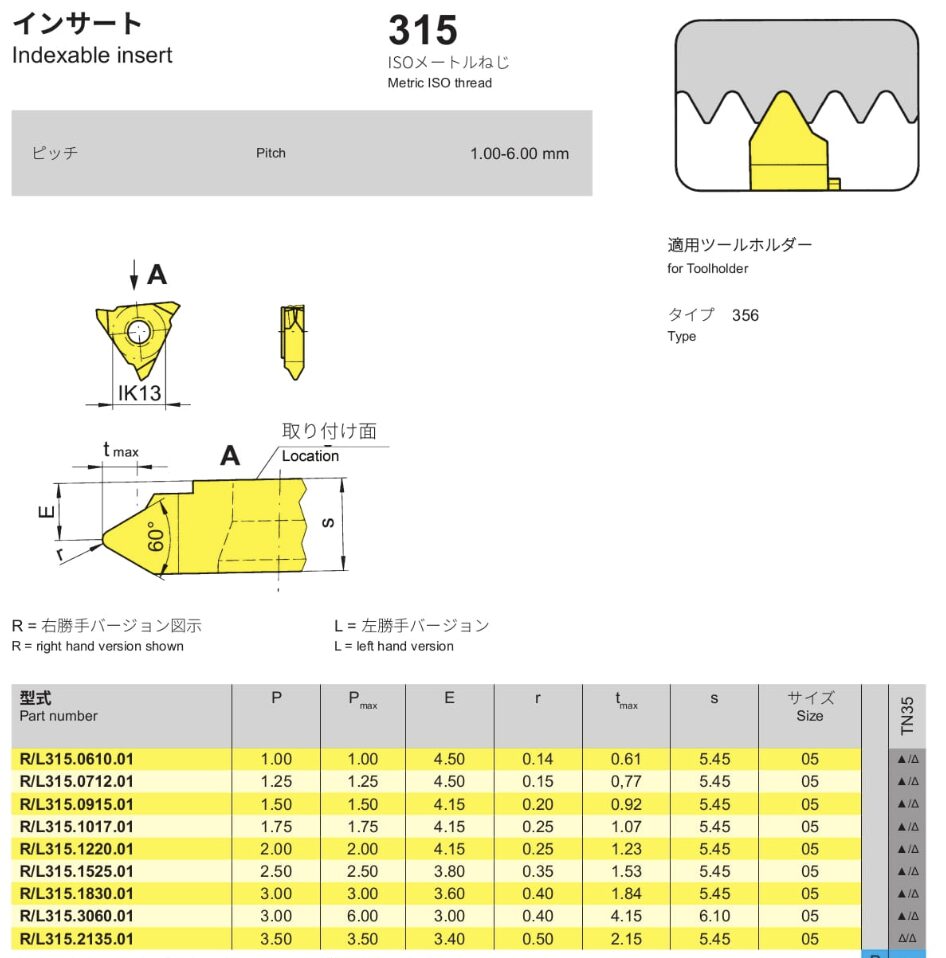
ねじ切りはさらい刃なしのピッチ2用がおすすめ
私がねじ切りのチップを選ぶのであれば、さらい刃なしのピッチ2を選びます。
さらい刃がないチップの方が汎用性が高く、ピッチ2用にすることで、ノーズRが0.25とちょうど良い大きさになるからです。
このノーズRなら、M5から切ることができます。上限も、並目でM16まで切ることができますので汎用的に使えます。
予算が許せば、M3,M4用にピッチ1のもの、ピッチ2を超えるねじを切るためにピッチ3.5のチップも購入し、以下の3種を揃えられれば完璧です。
- さらい刃なしピッチ2
- さらい刃なしピッチ1
- さらい刃なしピッチ3.5
もちろん普段加工する製品によって選定基準は変わってきますので、ご自身に合ったチップを選んでみてください。
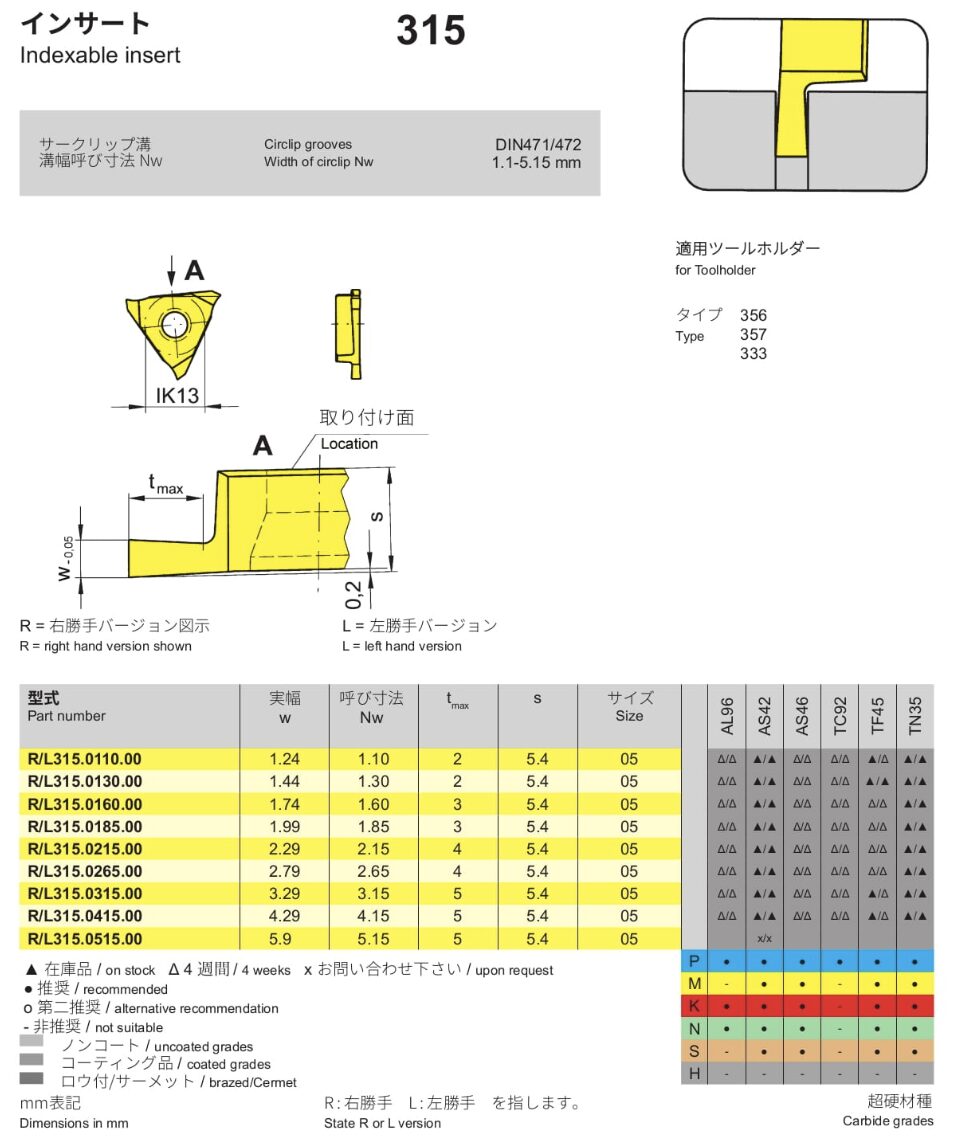
合わせて使用する溝入れ用チップ
続いて溝入れ用チップをご紹介します。
HORNは溝入れに特化したメーカーなので、溝入れ用のチップは十分すぎるほどのラインアップが揃っています。
今回ご紹介したホルダで使うなら、スナップリング溝に使える幅1.24のチップがおすすめです。
私自身も、使用するNC旋盤には同じ幅のものを常に装着するようにしています。少量多品種を加工する現場で働いていますが、それでもなお使用頻度の高い溝幅です。
6コーナー式のシステムS64T
同様に、HORN社ならではの6コーナー式のバイト「システムS64T」にもねじ切り用チップが新しくラインアップされました。
6コーナー式で大変経済的ですのでぜひとも推したいところだったのですが、ねじ切りとの観点でだけ考えると適応するチップのピッチが小さく(2以下)、最小溝幅が大きすぎるため(最小2.5mm幅)、汎用性の高いシステム315の方を優先的にご紹介しました。
つまり、ピッチ2以下、溝幅2.5以上がほとんどという方はこちらの方がおすすめになります。
また、ねじ切りチップ非対応のホルダも含めた場合でしたら、幅0.385mmから幅広い溝幅に対応していますので、溝入れだけの用途ではどなたにも大変おすすめです。
内径ねじ切り用
内径ねじ切りバイトは、最も一般的なのは3コーナーチップのものです。
内径ねじ切りバイトの選定にあたっての注意点は、びびりを防ぐために、ねじの径に合わせて太いものを用意する必要がでてくるという点です。
そのため、私も普段4本くらいのバイトを使い分けながら内径ねじ切り加工を行っています。
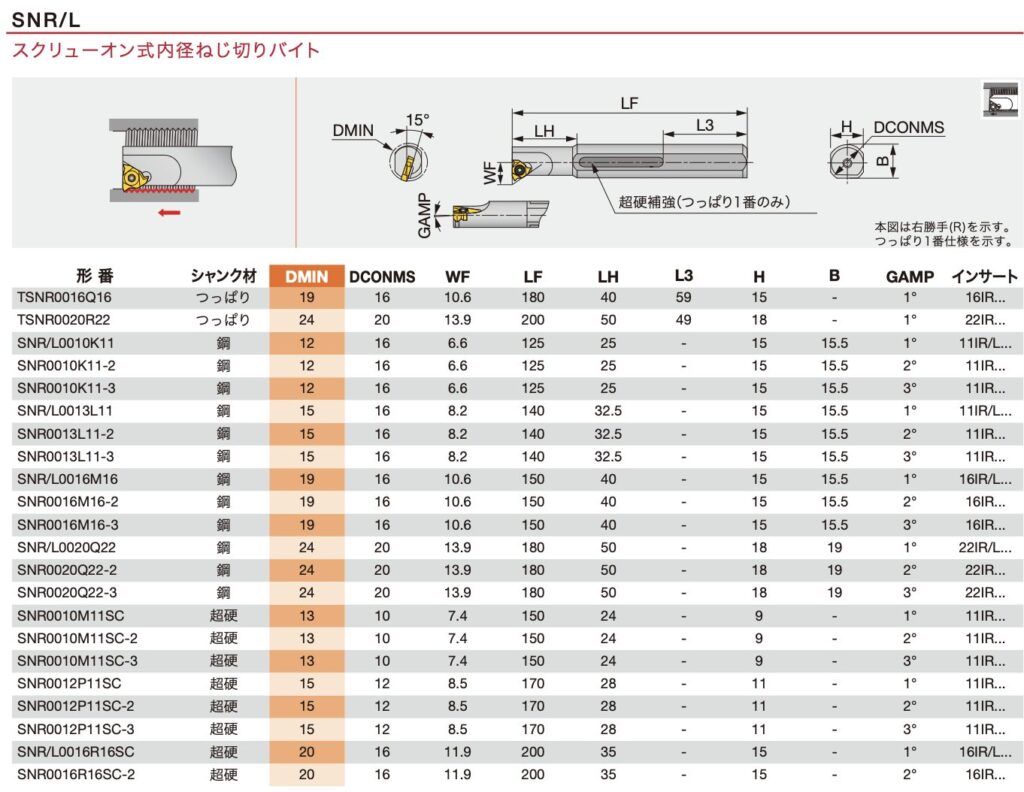
一般的なねじ切りバイトの一例として、参考までにタンガロイ社のSNRシリーズを掲載しておきます。
このシリーズの中で、私が一本だけ選ぶなら”SNR0016M16-2″です。最小加工径φ19は剛性と加工可能径のバランスがよく、一本目としておすすめです。
内径ねじ切りバイトは、普段行う加工によって選ぶべきバイトが大きく変わってきますので、ご自身に合ったものを選んでみましょう。
リード角に注意!
内径ねじ切りバイトの選定にあたっては、適正なリード角のバイトを選ぶ必要があります。
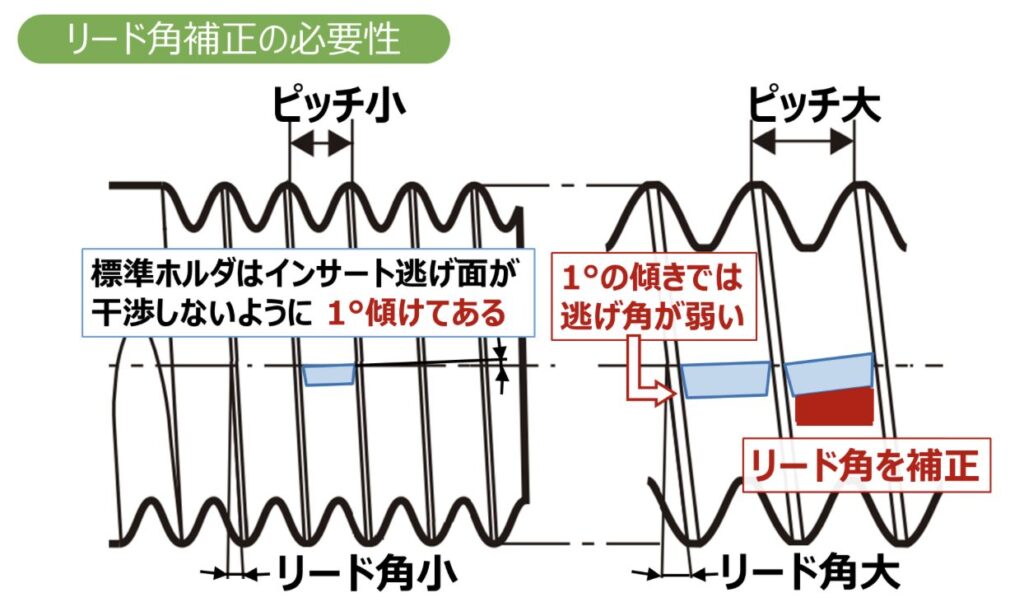
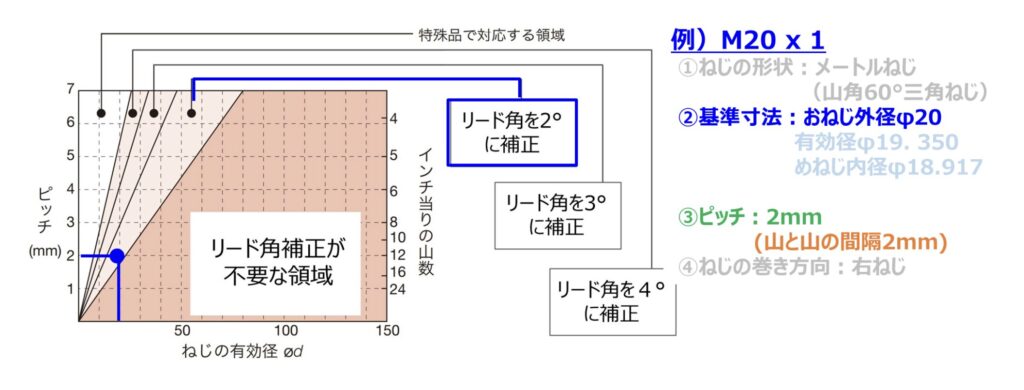
リード角とは、簡単に言うとチップが向く方向を決める角度のことです。(下図参照)
ねじは、同じ径であればピッチが大きくなるほどリード角が大きくなり、同じピッチであれば径が小さくなるほど同様にリード角が大きくなります。
これが大きくズレていると、ねじを切るときに進む方向と、チップが向く方向が違う状態になってしまいますので、チップ側面がねじに干渉してしまいます。
干渉を防ぐために、下の図に沿ってリード角を補正しなければなりません。リード角は、私が普段加工するワークでは1°より2°の方が適しているため、上でおすすめしたバイトでは2°のものを掲載しています。
切るねじの径が大方決まっている場合は、下図を参考にしながらご自身の加工に適したリード角を選んでみてください。
ちなみに外径ねじ切りバイトでもリード角は関わってきますが、外径用のものはベースを交換すればよいため、バイト購入時には内径ねじ切りバイトの方がリード角の選定は重要な事項になります。
それでも干渉してしまうねじを加工する必要がある場合は、チップの干渉する部分をグラインダーで削り落としてしまえば干渉を避けられる場合があります。ぜひ試してみてください。
おすすめの内径ねじ切りバイト
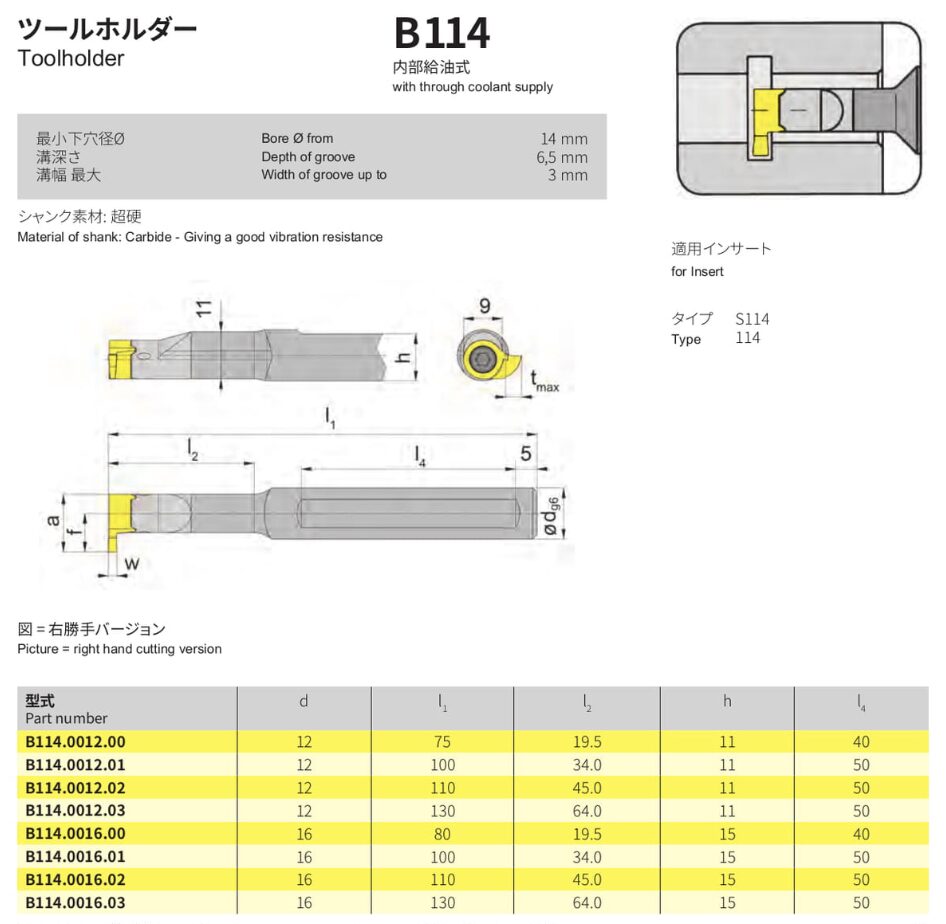
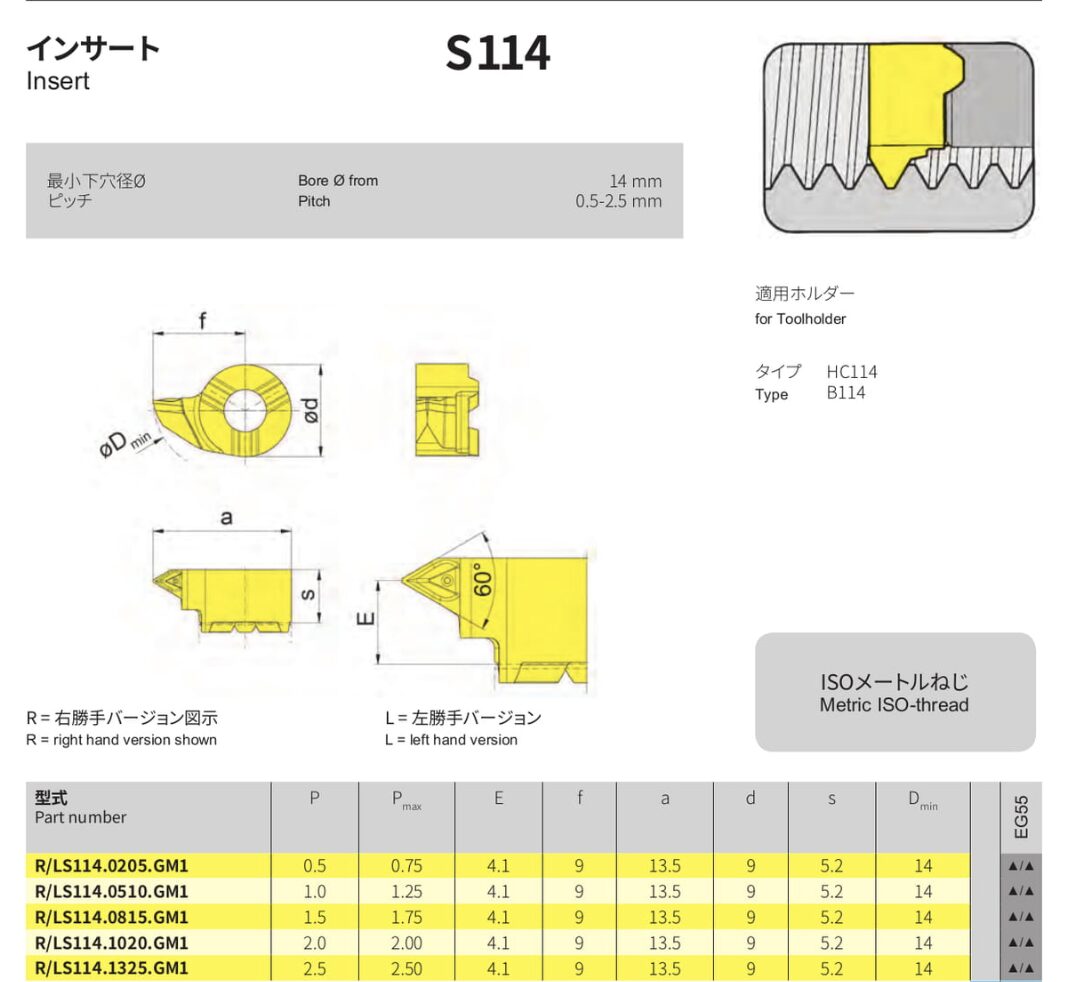
HORN社 ミニ システム114
通常の内径ねじ切りバイト以外で、特におすすめしたいバイトは、HORN社のミニ・シリーズです。
ミニ・シリーズは、1本のホルダで以下のような多様な加工を行うことができ、非常に汎用性の高い工具です。
特筆すべきなのがその剛性の高さです。
内径のねじ切り加工と溝入れ加工は、旋盤加工の中でも特にびびりやすい加工ですが、ミニ・シリーズは普通鋼程度の材質であれば約6L/Dの長さでもびびらずに基本的な加工を行うことができます。
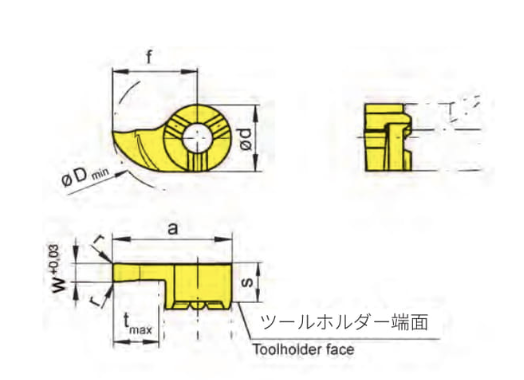
ミニ・シリーズには多くのラインアップがありますが、中でもおすすめなのがシステム114です。このバイトには、ねじ切りはもちろんですが、溝幅1.5mmの細さで深さ6.5mmまで対応した深溝チップがラインアップされています。そして約φ12と、太さが丁度良いです。小径の深溝では工具がネックになることが多いため、一つ持っておくと、必要になった場面で役に立つはずです。
小径の深溝とねじ切りは、バイトを自作しようと思うと本当に大変です。是非こちらのバイトを活用してみてください。
具体的なホルダ型番でいうと、“B114.0012.02″もしくは”B114.0012.03”がおすすめです。
普段の加工のびびりやすさや必要な突き出し長さを考慮して、適した方を選択すると良いでしょう。
また、上述の通り、ミニシリーズにはシステム114の他にも様々な種類があります。このモデルで径が合わない場合、同じシリーズの他のモデルを確認してみることをおすすめします。

ねじ切り用チップはピッチ2.5まで対応
同モデルのねじ切り用チップは、ピッチ2.5まで対応し、0.5刻みでラインアップされています。
この細さでピッチ2.5を切ることは滅多にないかと思いますが、それだけ幅広く対応できることには安心できますね。
1コーナーチップのため通常の内径ねじ切りバイトよりコストがかかりますので、普段使いというよりかは細い内径加工のみに使用するのがおすすめです。
そのため、チップ選定の際は、必要な加工に合わせたサイズのねじ切りチップを選択するようにしましょう。
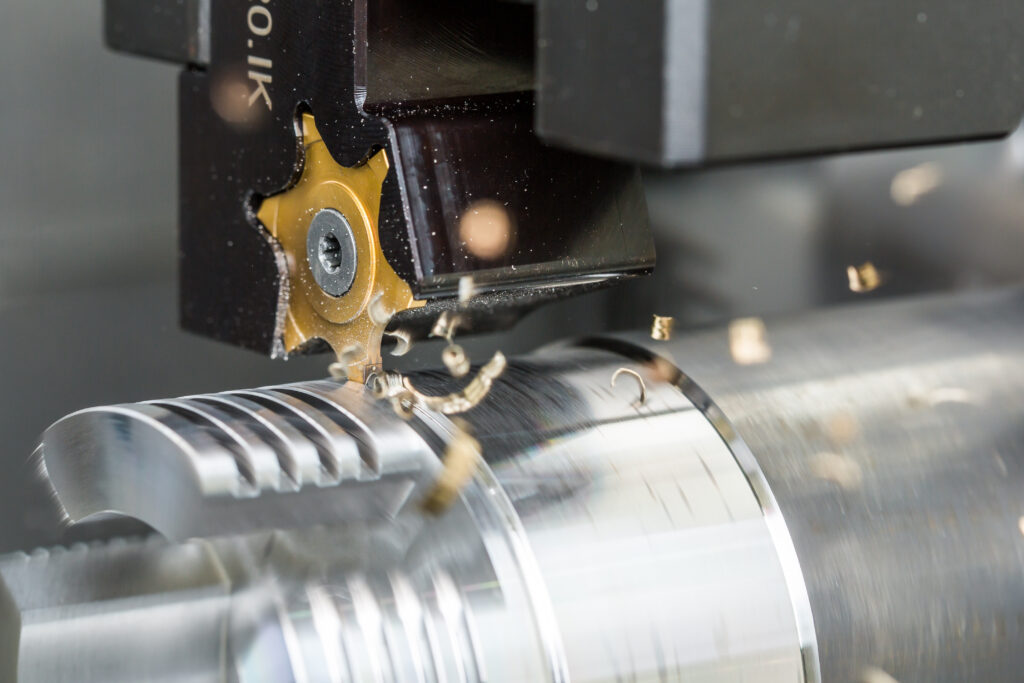
切粉が切れる、ブレーカーつきねじ切り用チップもラインアップ!
ミニ・シリーズのねじ切り用チップの特徴として、ブレーカーつきのものがラインアップされていることが挙げられます。
下に比較動画を掲載していますが、ブレーカーにより顕著に切粉の巻き込みが少なくなるため、特に数ものを加工する場合はブレーカーつきのものを選択するのがおすすめです。

ねじ切りカッター、スレッドワーリング工具
HORN社のバイトをご紹介しましたので、合わせてねじ切りカッターとスレッドワーリングもご紹介しておきます。
HORN社のねじ切りカッターは、先述のミニ・シリーズと同様の高剛性でびびりに強い構造になっており、深いねじでもびびりなく安定して加工することができます。
また、下画像のとおり、スレッドワーリングカッターもラインアップされています。
カタログのリンクを掲載しておきますので、興味のある方はぜひご活用ください。




HORN工具は工具選定の電話相談も可能
海外メーカーというとサポート面が不安なイメージもありますが、
HORN社は下記の電話窓口より、国内の工具メーカーと同様に電話で技術相談を受け付けています!
こちらの電話番号(IZUSHI 刈谷テクニカルセンター)で電話相談が可能です。
→HORN工具に関する技術相談窓口(IZUSHI 刈谷テクニカルセンター)TEL:0566-62-8075

