


オークマNC旋盤では、手打ちより、対話(らくらく対話アドバンス)を使ったほうが圧倒的おすすめです。
上の図面のプログラムでしたら、5分程度で作れてしまいます。
今回はその理由を説明していきます。




対話の方が打ち込む文字の数が少ないため速い
対話では、G0やG1などのGコードや、クーラントONOFFのM8,M9などのMコードはすべて自動で入力してくれます。
それだけ打ち込む文字数が少なくなるということです。
それだけで純粋に速くなります。
切削条件を自動で決めてくれる
対話では、キリでの穴あけ、外径、内径加工等の回転数や送りも自動で入力してくれます。
手打ちだと、切削速度や送りを自分で入力しなければなりませんよね。
もちろん自動で入力された切削条件を自分で変更することも可能です。
らくらく対話アドバンスでは、材質を始めに設定するのですが、材質ごとに切削条件を保存しているため、外径荒のように加工の種類を決めるだけで切削条件を自動入力してくれます。
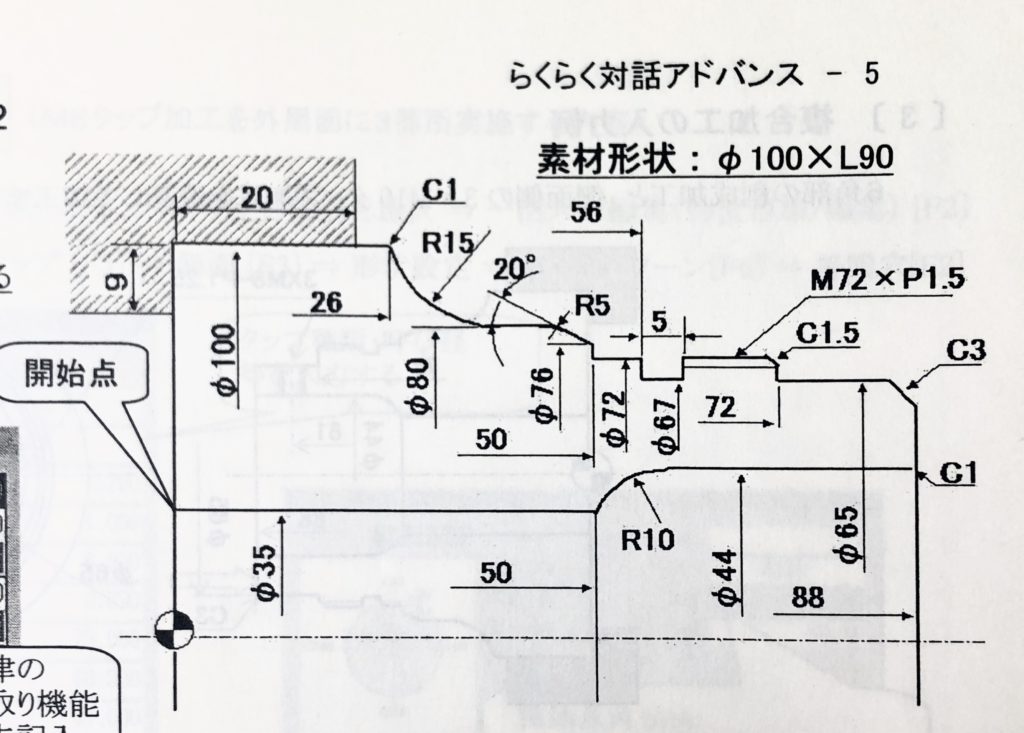
Rが分かっている円弧や角度が分かっているテーパーの始点終点を計算してくれる
例えばテーパーで、Z0から始まって、角度20°でX50,Z-2までという指示が図面に出ているとします。
この指示だと始点のX座標がわかりませんよね。普段なら、関数電卓を叩いて計算したり、CADを使って座標を出したりという作業が必要になると思います。
しかし、対話を使うと上の情報さえ入力すれば、始点のX座標を計算してくれます。
始点が分かっており、終点が分かっていない場合も同様です。
プログラムの編集が速い
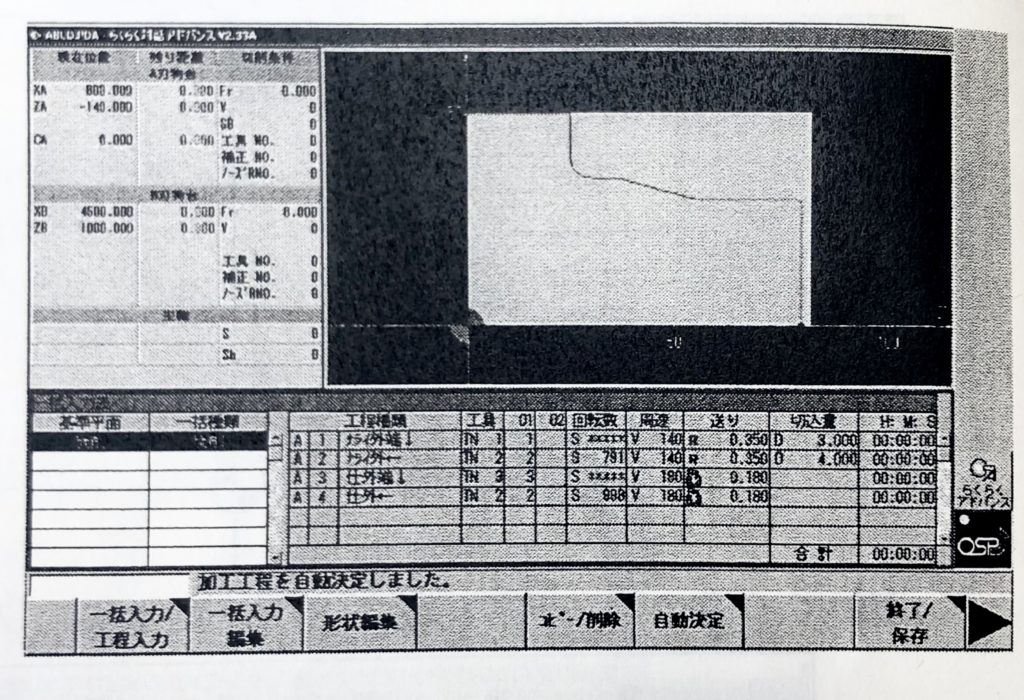
手打ちでは、例えば外径仕上げの回転数をいじりたい場合、カーソルを下に移動させ、工具のT番号を見つけ、その中でSの指示を見つけて、そこにカーソルを持っていって入力して初めて編集できます。
対話だと、4工程のプログラムだと、メイン画面ではたったの4行です。4つの工程の中から外径仕上げにカーソルを持っていき、画像では回転数998になっている部分を変更するだけです。
回転数の場所を探す手間がだいぶ少ないですよね。
同じように、プログラムの間に別のプログラムを入れたり、一つの工程をまるまる削除する場合も対話のほうが速いです。
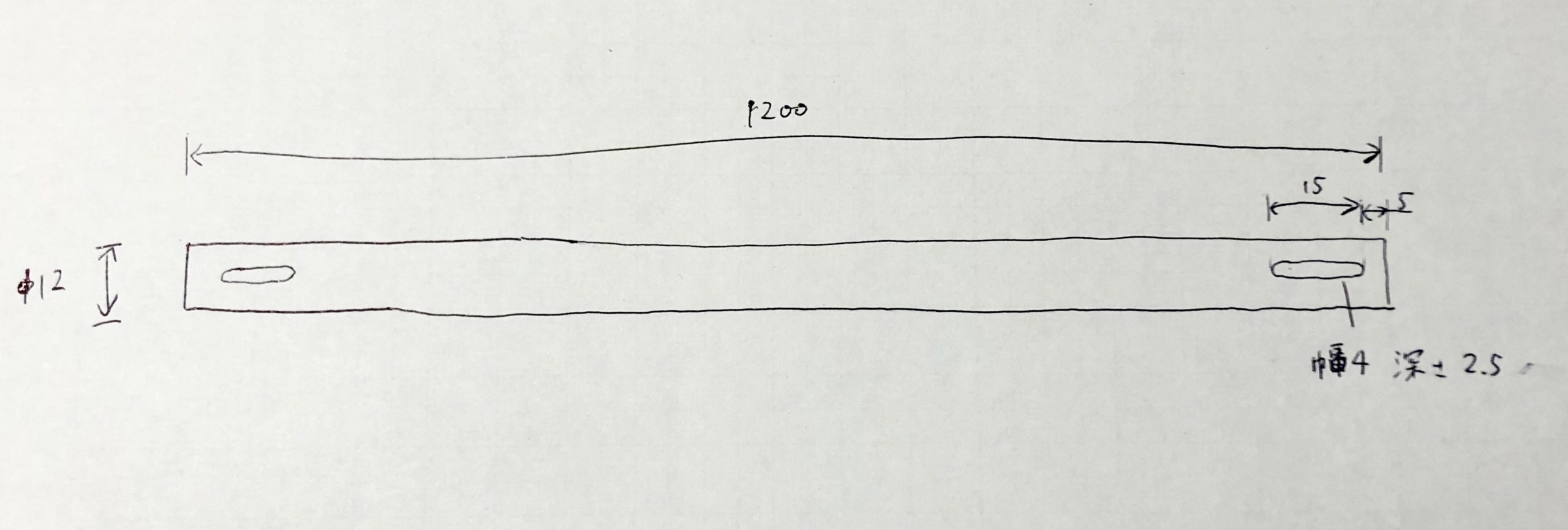
手打ちのプログラムも挿入できる
うちは手打ちでしかできない操作をつかっているんだ!というあなた。
対話でも、手打ちのプログラムを挿入することができます。
私は芯押しのプログラムや、M0でプログラムを止めたい時、スロッターでキー溝を掘る際などに手打ちのプログラムを対話に挿入して使います。
対話に手打ちのエッセンスを加えることで、プログラム作成のスピードを上げながら、幅広い種類の加工ができます。
切削経路の画像を見ながらプログラミングできる
手打ちでのプログラミングは、プログラミング中は英数字のみしか表示されていませんよね。
そのためプログラムを組み終わってからシミュレーション画像を確認し、組んだ形状に問題がないか確認する流れになります。
その点対話では、形状を入力すると画面にその形状が表示されるため、入力ミス等でおかしな形状になっていたらその都度気づいて修正を加えることができます。
C面の大きさなども画像を見ながら丁度いい大きさに都度調整できますしね。
また、画像を見ながら形状を決めることで座標計算が必要なくなる局面もあります。
例えば研磨前のテーパー部のみの取り代をとった加工など、厳密な角度指定が必要ない場合は研磨後の形状を先に入力し、その画像を見ながら角度を良い具合に調整して決める・・・というようなことも可能です。
この点は対話でプログラミングする大きなメリットだと思います。
繰り返し機能が使える
例えば、内径バイトを上から下へ端面方向に送り、内径端面にできた膨らみを0.1mmずつ10回、1mmとりたいとき。
対話であれば繰り返し機能を使い、簡単にプログラムを作れます。
内径仕上げのプログラムをつくり、Zを−0.1ずつずらして10回繰り返すように指示してやればそれで終わりです。
このような、固定サイクルが用意されていない加工の場合、手打ちだと座標を10回分全て入力しなければならない場合があります。
意外と対話でも、こういった特殊なプログラムの作成も簡単な場合があるんです。

コメント