


機械技術9月号より、タンガロイの突切りホルダ、「TungFeed-Blade(タングフィード・ブレード)」を紹介します!




まずはこちらの動画をご覧ください!
タンガロイ公式YouTubeの動画です。
どのような工具かひと目で分かる、たった25秒の大変見やすい動画になっています!
大径の突切りでもびびらない!
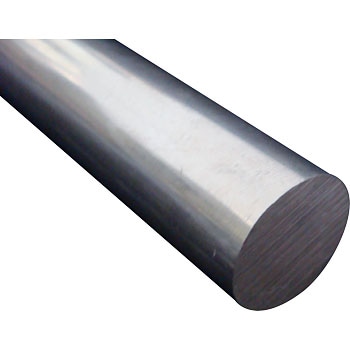
通常、大径の突っ切りや深溝加工には板バイトが多く使われます。
板バイトとは上の画像のようなバイトで、ブレードを取り付ける位置によって刃物の突き出し長さを変えることができるものです。
こういった板バイトは突き出し長さを長くできる反面、剛性が低くびびりやすいという特徴があります。
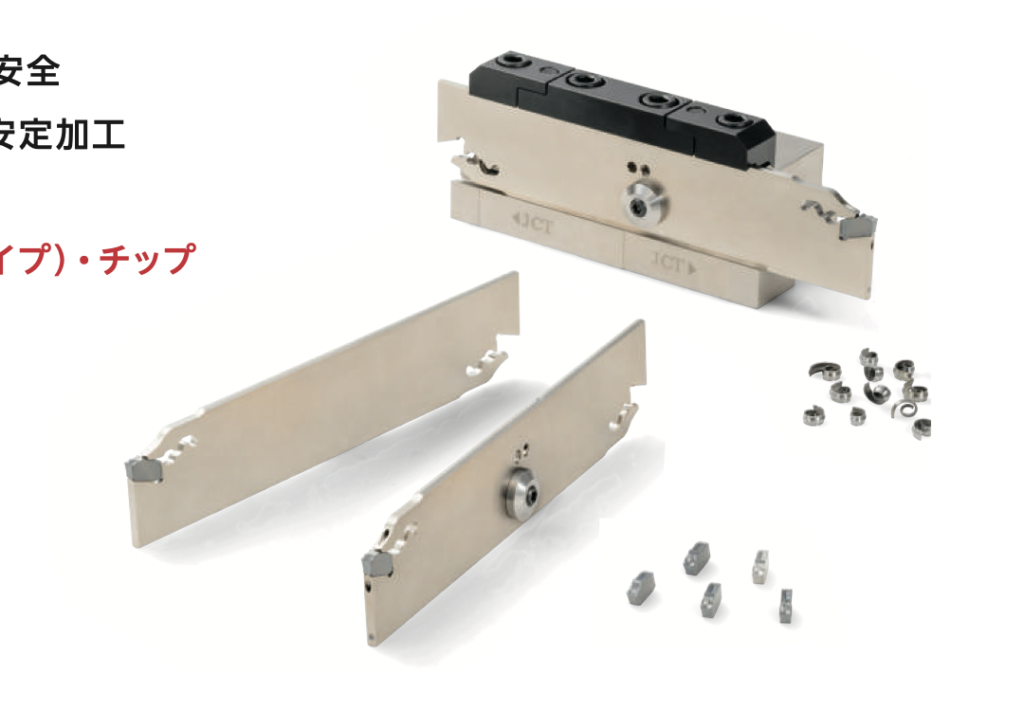
それを解決したのがタングフィード・ブレードです。
こちらの画像を見るとわかるように、ブレードの下に”あご”がついており、それによって剛性が高まっています。
そのためびびりに強く、高送りでの突切りが可能になっています!
加工事例はこちら!
S45C、φ50断続切削
1つ目の加工事例はS45Cの六角ボルトの突切り加工です。
φ50と比較的大径であり、なおかつ断続切削なので板バイトではびびって安定しにくい加工です。
板バイトでは安定させるためには送りを落とさざるをえませんでしたが、タングフィードブレードであれば送りを0.15mm/revまで上げられます。
SUS304の中実丸棒φ50の突切り
SUS304の突切り加工はびびりやすく、また刃物もやられやすいため割と不安定な加工ですよね。
φ50となるとなおさらです。
なんと3mm幅のタングフィードブレードで、切削速度70m/min、送り0.3mm/revで安定して加工することが可能です。
ブレードは3コーナーで経済的
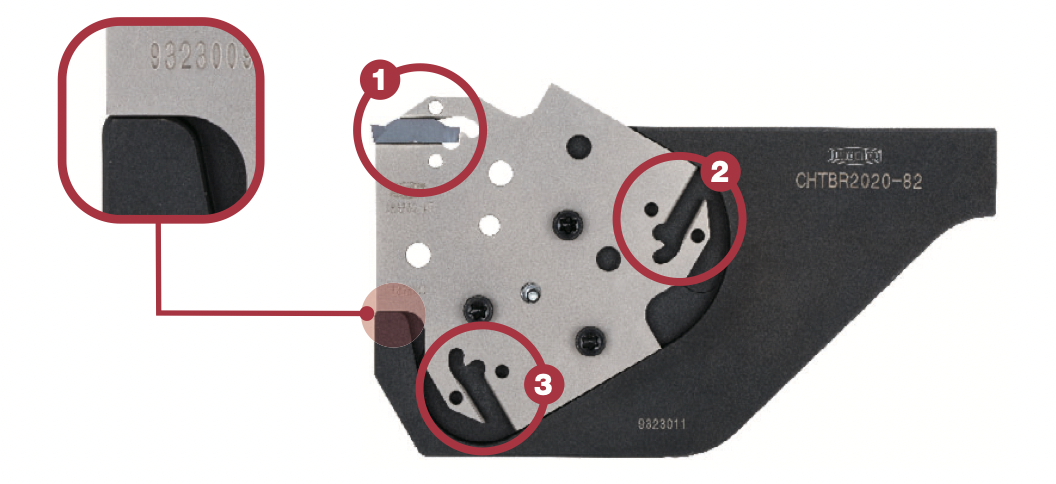
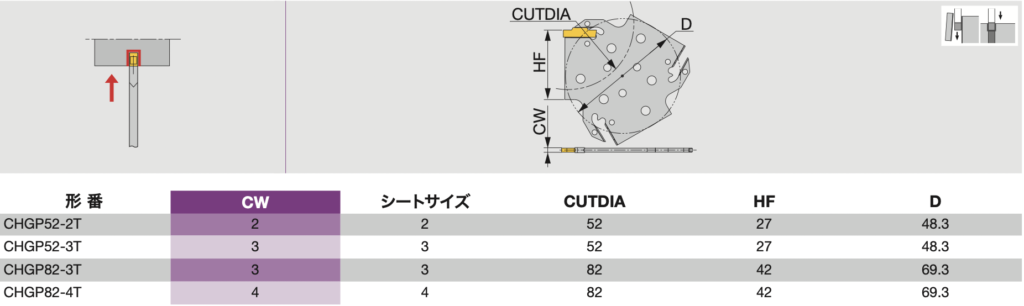
タングフィードブレードには、画像のようにインサートポケットが3つついています。
万が一チップが割れてインサートポケットがだめになっても、3回まではブレードが持つということです。
また、インサートポケットがすべて壊れてしまってもブレードだけ買い直せば良いだけなので経済的です。
一体型の突切りホルダより安心して使うことができますね。
インサートは1コーナーと2コーナーを選べる
タングフィードブレードのインサートは1コーナーと2コーナーの2種類があり、どちらも選択できるようになっています。
コーナー数が多いほうが経済的だから当然選ぶのは2コーナー!・・・と考えてしまいがちですがそうとも限りません。
突切り加工や深溝入れ加工で注意するべき点の一つとして、2コーナーのインサートを使うと安定性が低くなることが挙げられます。
その理由は、コーナーが2つあると使っていない側のコーナーの側面がこすれてしまうから。
インサートのサイズより浅い溝であれば2コーナーインサートでも特に気にすることなく加工できますが、そもそもタングフィードブレードは深溝でこそ本領を発揮するホルダなので、深溝を想定した方が良いでしょう。
そうなると2コーナーのインサートではわざわざグラインダーで反対側コーナーの側面を削ってから使わなければならなくなるため、実質1コーナーと変わらないばかりかグラインダーで削る余計な手間がかかってしまいます。
そのことを考えるとグラインダーで削る手間がかからない1コーナーインサートの方がタングフィードブレードにはおすすめできます!
ラインナップ
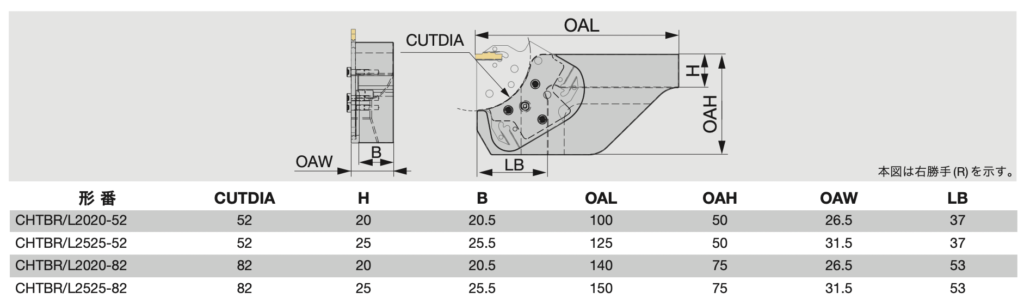
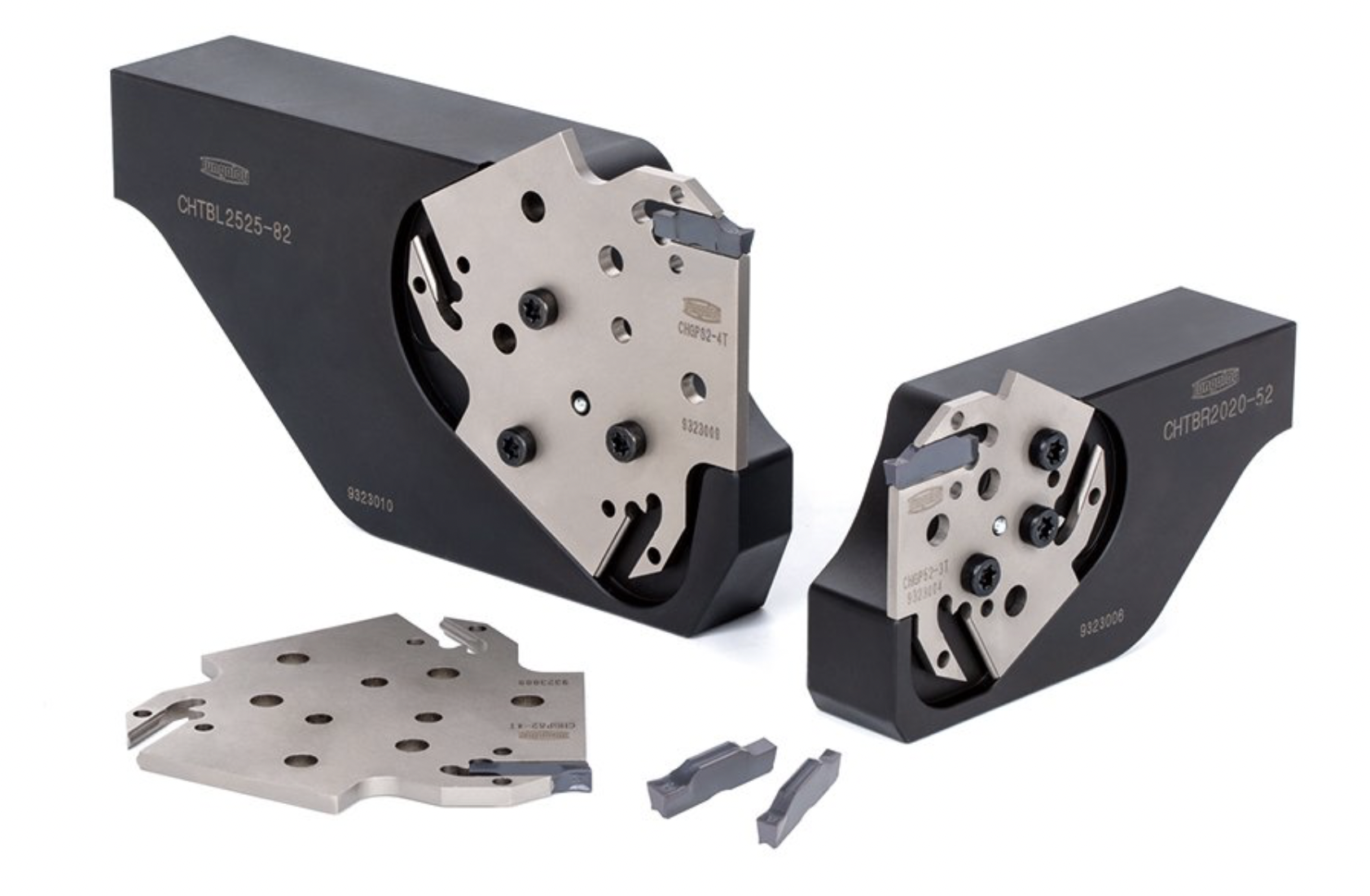
ラインナップはこちらになっています。
ホルダはφ52用とφ82用の2種類が準備されています。
タングフィードブレードの欠点
一見、剛性の高い万能の突っ切りホルダに見えますが、通常の板バイトにはないデメリットもあります。
ワーク径が大きくなるほど加工可能溝深さが浅くなる
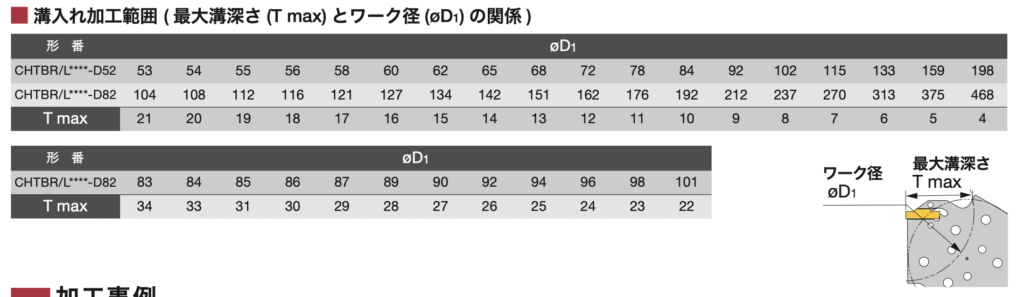
1つ目の欠点は突き出し長さが長くなればなるほど加工可能深さが浅くなる点です。
通常の板バイトの場合は突き出し長さイコール加工可能溝深さですが、タングフィードブレードではワーク径が大きくなるとワークがホルダのアゴに干渉してしまうため、加工できる溝深さが浅くなってしまいます。
具体的なワーク径と溝深さの関係は上表のとおりです。
干渉に注意が必要
タングフィードブレードは、通常のバイトよりも大きいバイトなので、他の工具と同じように加工しているとワークなどに干渉してしまう可能性があります。
上方向(下方向)が出っ張っているのみですので通常のNC旋盤で特殊な使い方をしなければ干渉することはほぼないかと思いますが、出っ張っていることを意識して注意しながら段取りを組む必要があります。
総評:突切りの条件を上げたい場合におすすめの刃物
本記事では機械技術9月号よりタングフィードブレードを紹介しました!
長さの調整ができる板バイトと剛性の高い溝入れバイトのいいとこ取りをしたようなバイトで、私も欲しくなりました!
多少の注意点はありますが、突切り加工の条件を上げたい方はかなり有用なバイトだと思います。
機械技術9月号は旋盤がメインテーマです。面白い雑誌ですのでぜひ手にとってみてください(^^

コメント