
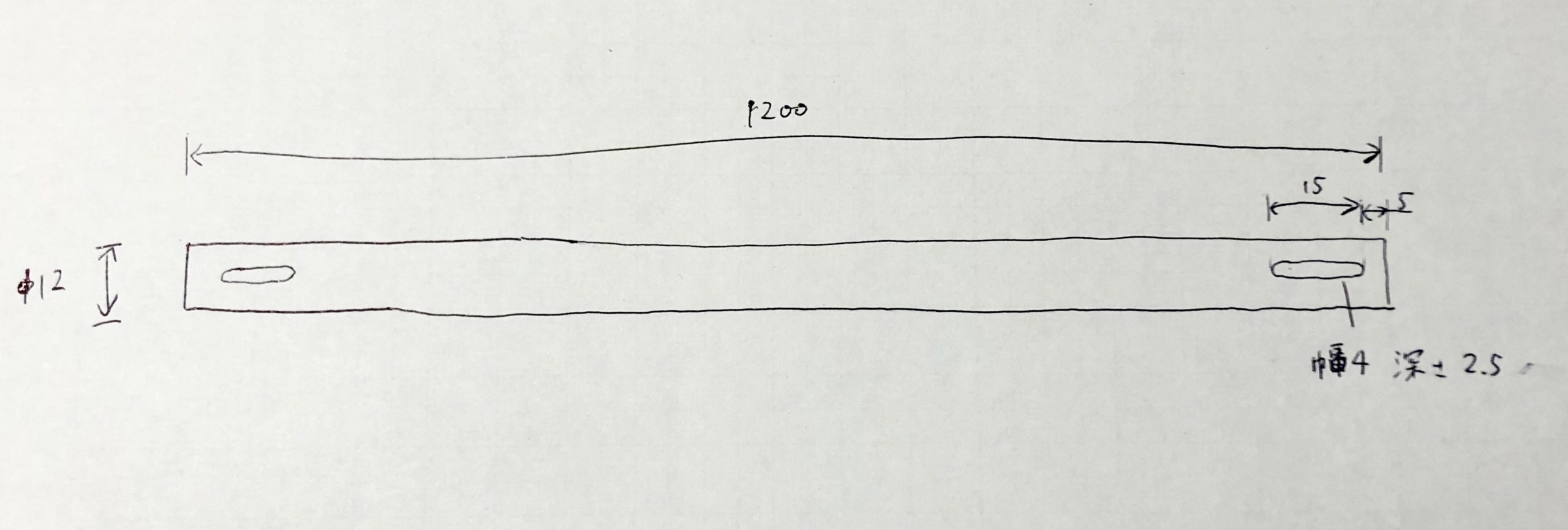




このキー溝、どうやって加工する?
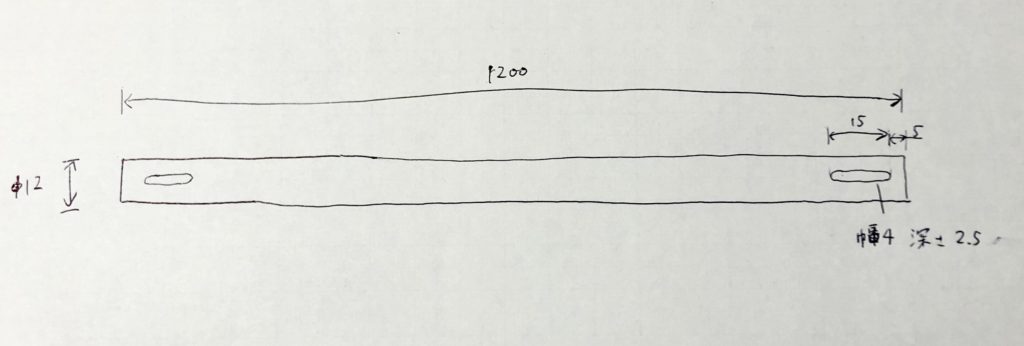
2箇所のキー溝を加工するとき、2箇所ともキー溝の近くをバイスでつかめるなら同心上に加工するのも簡単ですよね。
ですが上の画像のように、キー溝のうちの片方を長〜く突き出さないといけない場合はどうでしょう。
片方のキー溝を加工した後バイスから外して、全く同じ角度でもう一度掴んでからもう片方のキー溝を加工しなければなりません。
本記事ではその方法を解説します。
ブロックゲージとタッチセンサーを使う方法
これから3種類の方法を解説しますが、片方のキー溝を先に切って、バイスから外すところまでは共通です。
まず、先に加工したキー溝にぴったり合うように縦向きにブロックゲージを入れます。
このブロックゲージをタッチセンサーに当てることで、ブロックゲージがぴったり真上に向くようにつかんでやります。
例えば幅4のブロックゲージを入れると、中心から2mmずらしたところにタッチセンサーの端をもってくればよいですよね。 φ10のタッチセンサーの場合半径5ですから、Y=7のところにタッチセンサーを持っていき、そこにキー溝に入れたブロックゲージを当てれば、真上に向くことになります。
これが一番簡単な方法だと思います。
ブロックゲージとピック(てこ式ダイヤルゲージ)を使う方法

上のタッチセンサーの方法を使いたくても、機械のストロークが足りなくてタッチセンサーが後少しのところで届かない・・・
そんなときに活用してほしいのがピックゲージ(てこ式ダイヤルゲージ)を使った方法です。
ダイヤルゲージでしたら、画像のように腕が伸びるので、多少ならタッチセンサーより遠くまで届きます。
ブロックゲージを入れるところまでは先程の方法と同様で、その後ダイヤルゲージでブロックゲージを上下になぞり、垂直になるように角度を調節し、つかんでやればOKです。
角度計を使った方法

ダイヤルゲージも届かない・・・そんなときは、角度計を使います。
画像のようなデジタル角度計が勤務先にもあり、今回はこれをつかって角度を合わせました。
この角度計、下部がマグネットになっているため、そこにキー材をくっつけてキー溝の上に乗せてやります。
そして0.0°になったところでクランプするという具合です。
この方法だと、今回のようにワークが長い場合、角度計を保持しながらバイスを操作することができませんよね。
それが原因でやりにくい場合はシャコ万を使います。

シャコ万でワークと角度計を固定してやりましょう。
そうすれば、角度計を保持しなくてもよくなり、バイスの操作に集中できますね。
たわみが出る場合はジャッキで支える
角度を合わせるのにおいて、ワークの突き出しが長すぎるとたわんでしまい、正確な角度がでない恐れがあります。
それを防止するために、ワークの下にジャッキを置き、たわみ防止をしてやるとより正確に角度を出すことができます。

コメント