


旋盤加工において、一見簡単そうに見えて奥が深い作業の一つが面取り加工です。この作業は、NC旋盤と汎用旋盤で異なる手法があり、それぞれの工具や手順を理解する必要があります。
本記事では、汎用旋盤とNC旋盤における面取りの手法や手順、さらに面取り加工における様々なテクニックについて現役旋盤工の私が詳しく解説しました!
面取りの種類と、使用するバイトについての解説は、こちらの記事をご参照ください!




旋盤での面取りのやり方とその手順
旋盤で面取りをする基本的な方法は、NC旋盤と汎用旋盤で全く異なります。
ここではまず汎用旋盤での面取り方法について解説します。
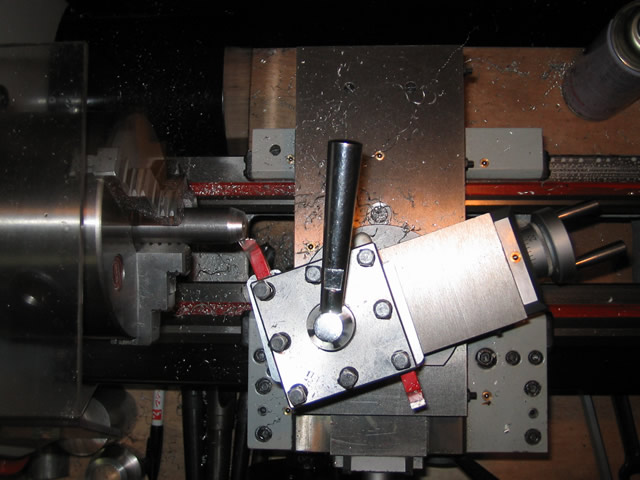
汎用旋盤では、下の画像のようなスローアウェイバイトもしくは手研ぎのロウ付けバイトのような、あらかじめ45度に成形されたバイトを回転させたワークに押し当てることで面取りを行うのが基本です。
具体的には、以下のような手順になります。
- ワークをチャックに取り付け(クランプ)する
- 面取りバイトをセットする
- 主軸を回転させる
- 手送りで面取りバイトを送って面取りを行う
私は、汎用旋盤ではスローアウェイではなく手研ぎの41型ロウ付けバイトのほうを使っています。(下画像参照)
その理由は、左端部分の下側をワークに干渉しないように逃がすように研いでおくことで、内径の面取りにも活用できるためです。
端面荒加工にも使えるため、端面、外径面取り、内径面取りと、1本で3役こなすことができる便利な工具です。
スローアウェイでもこのようなものがあれば良いのですけどね。



小さい面取りは面取りカッターを使う
小さい面取り加工の場合、先ほどご紹介したロウ付けバイトが入りこまないため、内径の面取りを行うことができません。
その場合は面取りカッターを使って面取りを行います。
面取りカッターはドリルチャックに取り付けるのが基本ですが、電動ドリルに取り付けて手で面取りを行う形でもOKです。
面取りカッターは、カウンターシンクと穴開タイプの2種類がありますが、私の勤務先ではカウンターシンクを使っています。穴開タイプのカッターもあるのですが、再研磨していないため全く切れません・・・。
どちらでも面取りを行うことはできますが、迷ったら私が普段使っているカウンターシンクのタイプを使うのがおすすめです。
切れ味が悪くなってきたら再研磨に出すなど、2次バリが出ないように管理を行っておきましょう。


大きい面取りは刃物台を傾けて行う
汎用旋盤で大きい面取りを行う場合は、テーパー加工と同様の要領で刃物台を傾けて加工しましょう。
その際、角度は45度に設定します。
手送りにはなってしまいますが、通常の外径加工と同じように荒加工と仕上げ加工に分けて削っていきましょう。
詳しくは次回の記事②で解説しています!
旋盤 面取り 回転数
旋盤で面取りを行うにあたって設定する回転数は、ワークによって様々です。
というのも、旋盤加工では加工径やワークの材質によって切削速度が異なるためです。(切削速度については下記記事参照)
は?現役旋盤工が解説!-160x90.jpg)
上記記事で解説している切削速度はNC旋盤での切削条件になっているため、面取りのみで考えるとクーラントを使えない汎用旋盤では鋼材で100m/min程度が良いです。計算するのは面倒かと思いますので、Φ60程度まででしたら回転数は500rpm程度、ステンレスでしたら400rpm程度で問題ありません。
NC旋盤における面取り
NC旋盤においての面取りについて解説します。
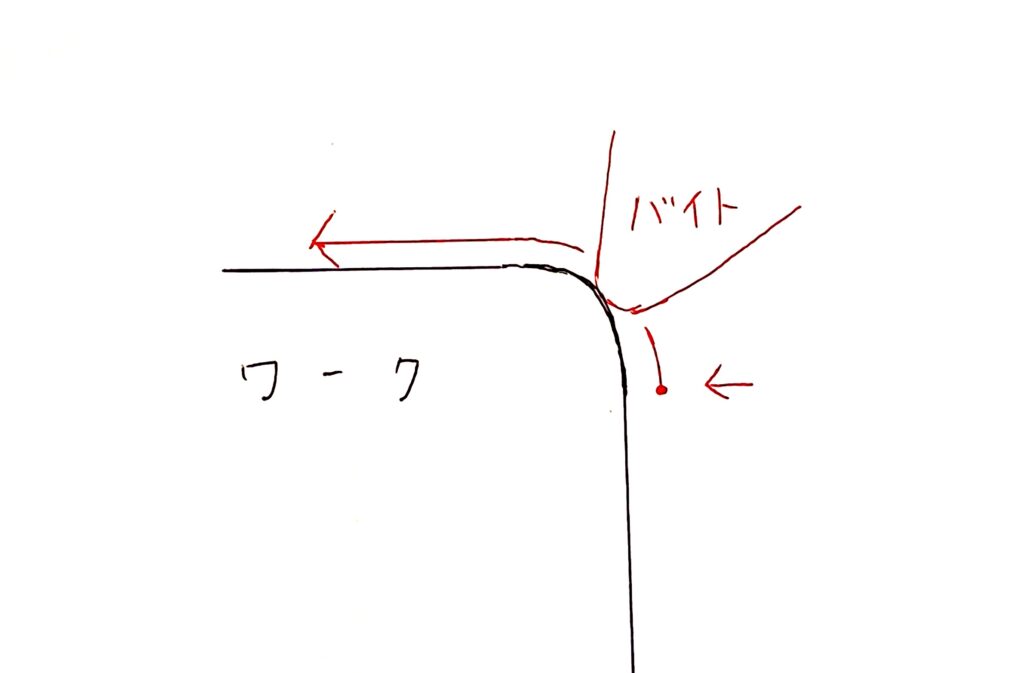
汎用旋盤とは削り方が異なり、下図の通り主に内径バイトや外径バイトで斜めに動かしながら削る形になります。
図は外径ですが、内径も同様に内径バイトで面取りを行いながら内径加工を行います。
NC旋盤での面取りの手順
NC旋盤の面取りの手順は、基本的に外形加工や内径加工と同様です。
- プログラミング
- チャックの爪、工具、ワークの取り付け
- 原点設定
- 内外径加工と同時に面取り加工
通常の内外形加工に含まれた加工のため、面取りのために追加で工具を取り付ける必要もありません。
ですが、小径の面取りの場合は面取りカッターを使うこともあります。
NC旋盤での面取りにおける計算方法
NC旋盤の面取りでは、直接座標を入力してプログラミングを行います。
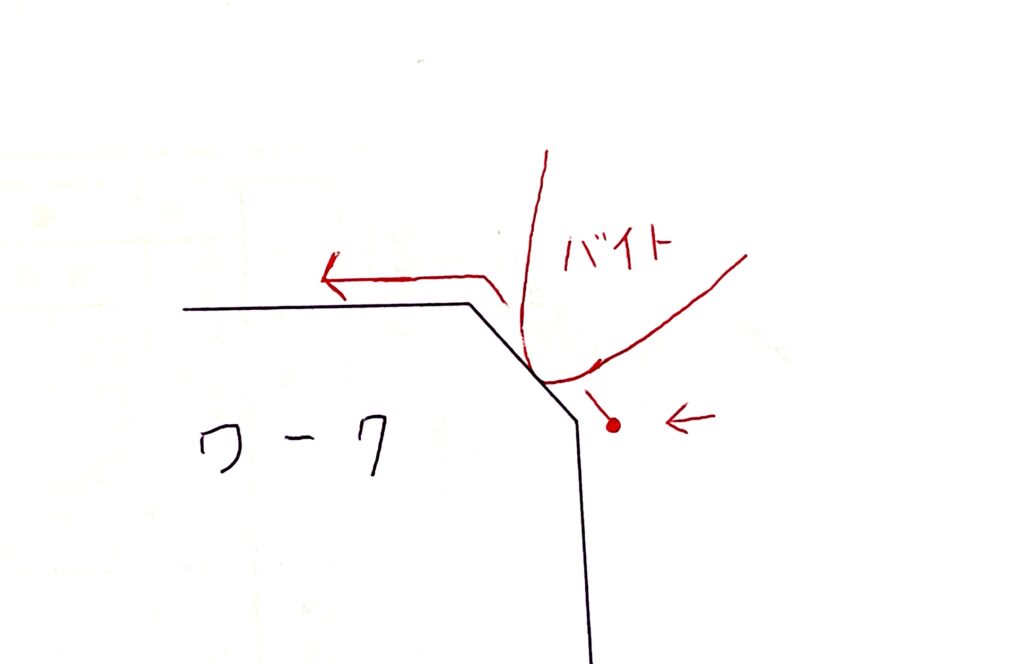
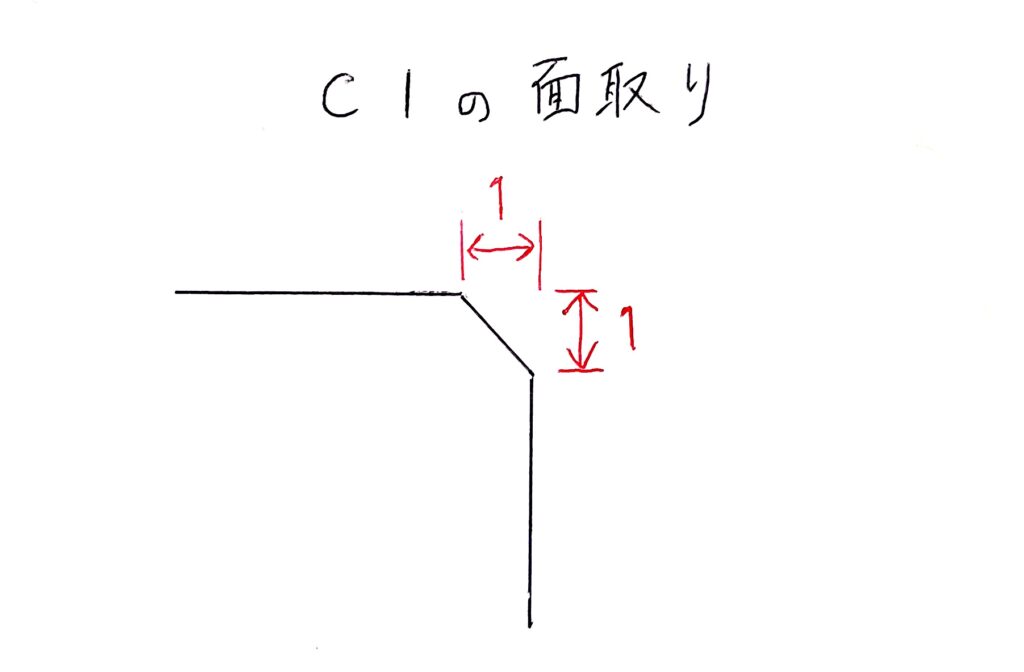
C面の座標は簡単で、面取り部は45度の直角二等辺三角形ですので、各辺の長さは1:1:√2です。
下図のように、C1であればX方向に1(直径値で2)、Z方向に1の寸法ですので、簡単に座標を計算できますね。
面取りのプログラム
NC旋盤のプログラミングにおいて、面取りは通常の内外径加工のテーパーと同じように行います。45度のテーパーとし、上記のように、例えばC1でしたら径方向に直径値で2mm、長手方向に1mm動かす形でバイトを動かします。
対話式のプログラミングでしたら手打ちより大分楽になります。私はオークマの”らくらく対話アドバンス”を使っていますが、「面取り」という項目を選択して面取りの大きさを入力するだけでその座標が入力され、簡単にプログラム形状を作成できます。アプローチも自動で適切な値を設定してくれますので大変楽です。
面取り加工のコツ
面取り加工では、手順通り行ってもトラブルが発生することがあります。特に経験が浅いうちは一度でうまくいかない場合もあるかと思います。
面取り加工のコツについて、私の経験を交えながら解説していきます。
2次バリの回避
汎用旋盤・NC旋盤にかかわらず、面取り加工で最もよく起こるのが二次バリの発生です。
2次バリとは、元々あったバリ(1次バリ)を面取りで除去したことにより、面取りの端部にでてしまう2次的なバリのことです。

汎用旋盤での2次バリの対策
汎用旋盤で2次バリが発生してしまう原因は、主に刃物の切れ味の悪さです。
スローアウェイでしたらチップを交換し、手研ぎバイトであれば研ぎ直しを行いましょう。
それでも2次バリが発生するようでしたら、切削条件が悪い可能性もあります。特に回転数に対して送りが遅すぎると、刃先がワークに食いつかず、C面を切削せずに押しつぶすように加工することになってしまいます。そのためある程度の速度で送ることで2次バリが出にくくなります。
汎用旋盤で1個だけの面取りで2次バリが発生してしまった場合、刃物を交換したり研ぎ直すのも良い選択肢ですが、時間がなければペーパーとスコッチを使って、2次バリを除去しましょう。削る量が少ないためすぐに2次バリを取ることができます。
NC旋盤での2次バリの対策
NC旋盤での2次バリ対策は非常に簡単です。上画像のようなところに2次バリは出がちですが、仕上げ加工時に、面取りの終了部から長手方向に余計に0.1mm削り進むことで2次バリを除去することができます。
面取りの最後にR0.1のプログラムを入れてもOKです。どちらでも良いですが、前者のほうがプログラムは簡単ですので私はいつも長手を入れるパターンでプログラムを組んでいます。
大きい面取りを行う際の注意点
C15以上のような大きい面取りを加工する際、NC旋盤では通常通り行えば全く問題ありませんが、汎用旋盤で加工する場合はひと工夫する必要があります。その加工幅に一度にC面取りバイトを切り込んでしまうと、刃物やワークに負荷がかかりすぎてびびりや工具欠損の原因になってしまうことがあります。
そういった場合は荒加工を何度かに分けて、例えば3mmずつ切り込むことで負荷を減らしながら削ることができます。
そして荒加工が終わったら同じ面取りバイトで、刃物台ハンドルと横送りハンドル(X軸)を同時に動かして薄くさらえるように仕上げれば、負荷が大きすぎてびびることも少なくなるでしょう。
それでも難しい場合は、テーパー加工と同様に刃物台を傾けて面取りを行いましょう。このやり方であれば、NC旋盤と同じ加工方法のため、C30などかなり大きい面取りにも難なく対応できます。
極小の面取り(糸面取り)
極小の面取り、いわゆる糸面取りについて解説します。
図面に「指示なき各稜は糸面取りとする」と指示があることも多いです。
糸面取りは、基本的にC0.2で加工すればOKです。
極小の面取りは、NC旋盤では簡単に行うことができます。外径バイトをC面に沿って動かすだけなので、特にバリの発生なく糸面取りができるはずです。
一方で、汎用旋盤で面取りバイトを使うと、切り込みが小さすぎて刃が食いつく前に加工が終了してしまうため、ワークと刃物が擦れながら押し付けられているだけになってしまい、バリが立ちやすいです。
その場合はペーパーやスコッチで手作業でバリを除去するのがおすすめです。危険を伴う作業ですので、巻き込まれないように必ず軍手を外し、最新の注意を払って行うようにしましょう。
複数個の加工などで非効率になってしまう場合は、しっかり切れ味よく刃物を研ぐことで解決できます。
面取りの手順と加工のコツまとめ
最後にここまでの内容をまとめておきます。
- 面取り加工は旋盤加工で重要であり、汎用旋盤とNC旋盤で異なる方法がある。
- 汎用旋盤では、スローアウェイバイトや手研ぎのロウ付けバイトを使って面取りを行う。手順は以下の通り:
- ワークをチャックに取り付ける。
- 面取りバイトをセットする。
- 主軸を回転させて、手送りで面取りを行う。
- NC旋盤では、内径バイトや外径バイトを使って斜めに動かしながら面取りを行う。
- NC旋盤での面取り手順は、通常の内外径加工と同様
- 小さい面取りは面取りカッターを使い、カウンターシンクタイプがおすすめ。
- 大きい面取りは刃物台を傾けて行う。
- 面取りのプログラムは座標を直接入力し、45度のテーパーを設定する。
- 面取り加工のコツとして、2次バリの回避が重要。切れ味の悪さや切削条件が二次バリの原因となり得る。
- 大きい面取りを行う際は、荒加工を分けて行ったり、刃物台を傾けることで負荷を減らす。
- 極小の面取り(糸面取り)では、NC旋盤では簡単に行えるが、汎用旋盤では切り込みが小さすぎてバリが立ちやすいため、手作業で除去する必要がある。
今回は詳しく触れなかった、R面取りや30度のテーパー面取りもよく行う面取りです。そういった少し変わった面取りについてはこちらの記事で解説しています!
本記事と合わせて、ぜひ面取り加工の参考にしてください!

コメント