




ねじ切り加工のポイント
ねじ切りをした際に、ねじ山の先が尖りすぎてわずかな衝撃で潰れてしまった・・・
そんな経験はありませんか?
円筒状の材料に旋盤を使って、さらい刃なしの刃物でねじ切りを行う場合、寸法通り
ねじの寸法通りの材料を削ると、ねじ山の先端がとがりすぎるという問題が発生してしまいます。
例えばM20のねじを切るために、φ20の円筒材料を削りあげたような場合です。
この問題を防ぐためには、
ねじの径よりもわずかに小さめに外径をけずってからねじ切り加工を行うとよいです。
こうすることで、ねじ山の先端がわずかに台形となり、ねじ山の強度を保つことができます。
一方、NC旋盤で使うさらい刃つきのバイトの場合、逆にねじの径よりもわずかに大きめの材料を削るとよいです。
その理由は、さらい刃がねじ山を仕上げてくれるので、仕上げ代があったほうがきれいにねじ山が仕上がるからです。
メートルねじとインチねじのピッチ表記の違い
メートルねじの場合、M10×1.25といった具合にピッチが表記されますね。
メートルねじのピッチ表記と違い、インチねじは、1インチ中に何個山があるかで表記されます。
そのため、大変中途半端な数字になることが多いです。
この理屈が分かれば、インチねじのピッチ表記から、メートルねじのピッチ表記に計算で変換することができますね。
今回総合課題で作成する小型バイスのねじはなぜ三角ねじ?
今回、総合課題で以下のリンクのように小型バイスを作ります。
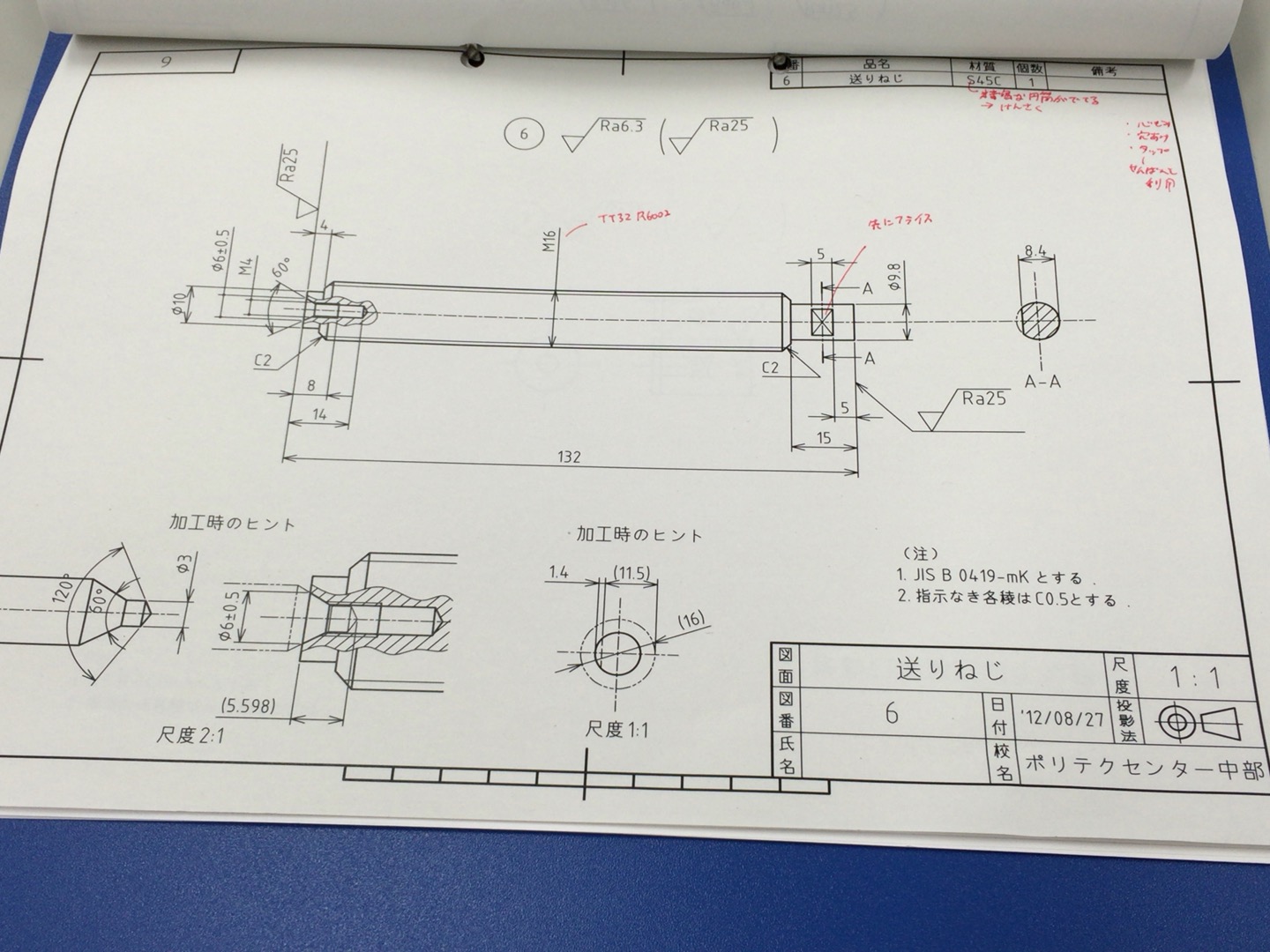
そこで、この画像のようなねじを旋盤でねじ切り加工する必要があります。
このねじは、三角ねじです。
本当は小型バイスには、台形ねじもしくは角ねじの方が向いています。
小型バイスは、ねじに大きな力がかかる構造だからです。

上の画像を見てください。左が角ねじで、右が台形ねじの断面イメージです。
先端が細い三角ねじは、ねじがかみ合う力で変形してしまう可能性があります。
最悪、バイスを締める力にねじが耐えられず、ねじ山がすべて舐めて潰れてしまう可能性もあります。
一方、先端が比較的太く、頑丈な角ねじや台形ねじだと、変形する可能性が低いです。
では、なぜ今回の総合課題では、三角ねじを採用したのか。
それは、角ねじを切るためには溝切れバイトを使うので、ピッチが大きくなり難易度が上がるからです。
いずれは、大きい送りでも汎用旋盤でねじ切りができるようになりたいものです。

コメント