
最近無垢からφ190、深さ215の穴ぐりの仕事をしました。
あまり工具にコストはかけられないため、特に防振機構のついていない鋼シャンクのボーリングバー
を1本購入し、荒と仕上げの両方で使ったのですが、突き出し長さが6Dで六角形のチップなのでびびるびびる。
今回はそのびびりを解決した方法を記事にしました!




この加工でびびりが発生
加工内容
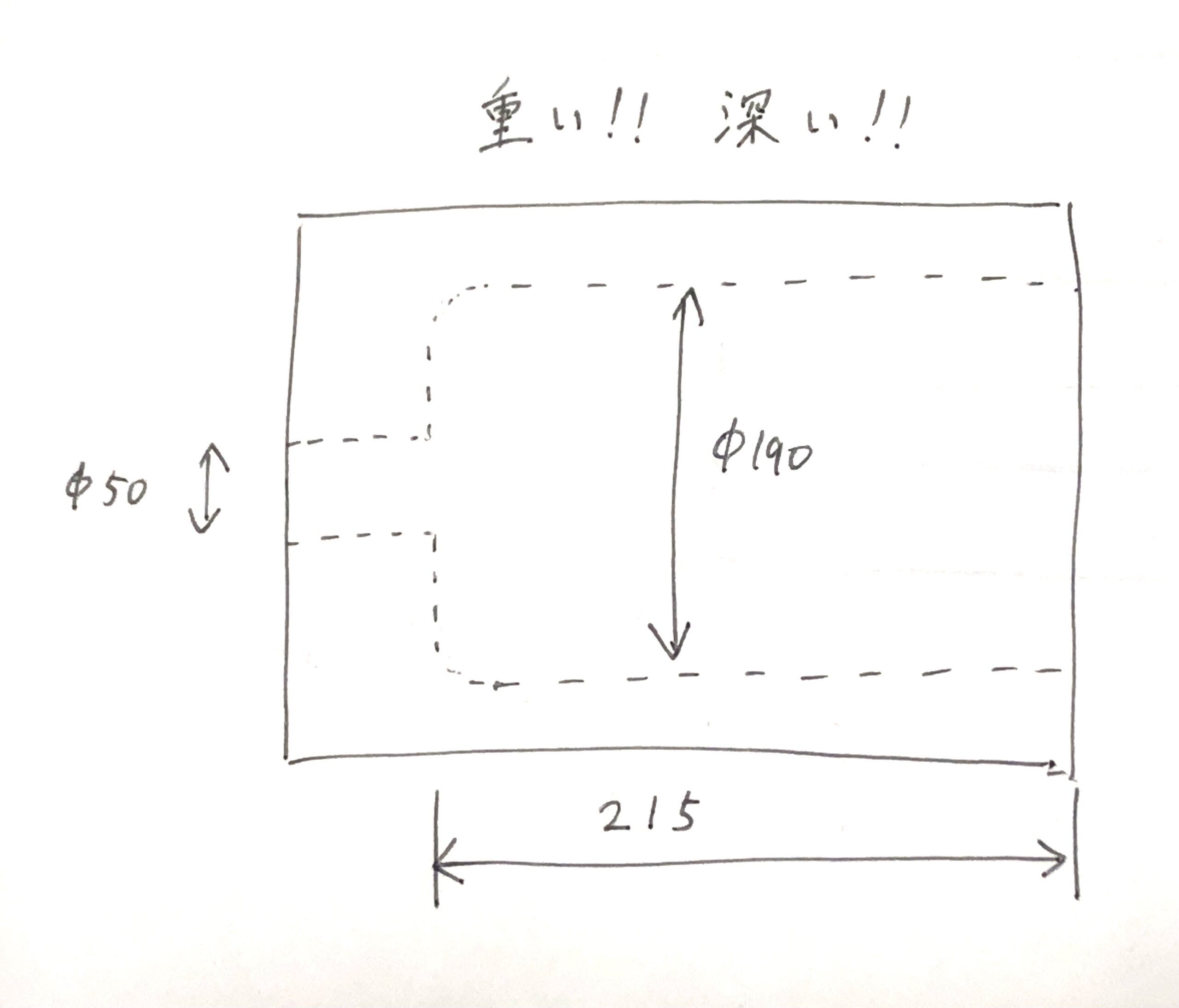
φ250くらいのSS400の無垢からこのような形状の内径を削る仕事でした。
重くて深いのでそこそこ大変でした。
φ190の箇所には公差も入っておらずただ削るだけなのですが・・・
工具
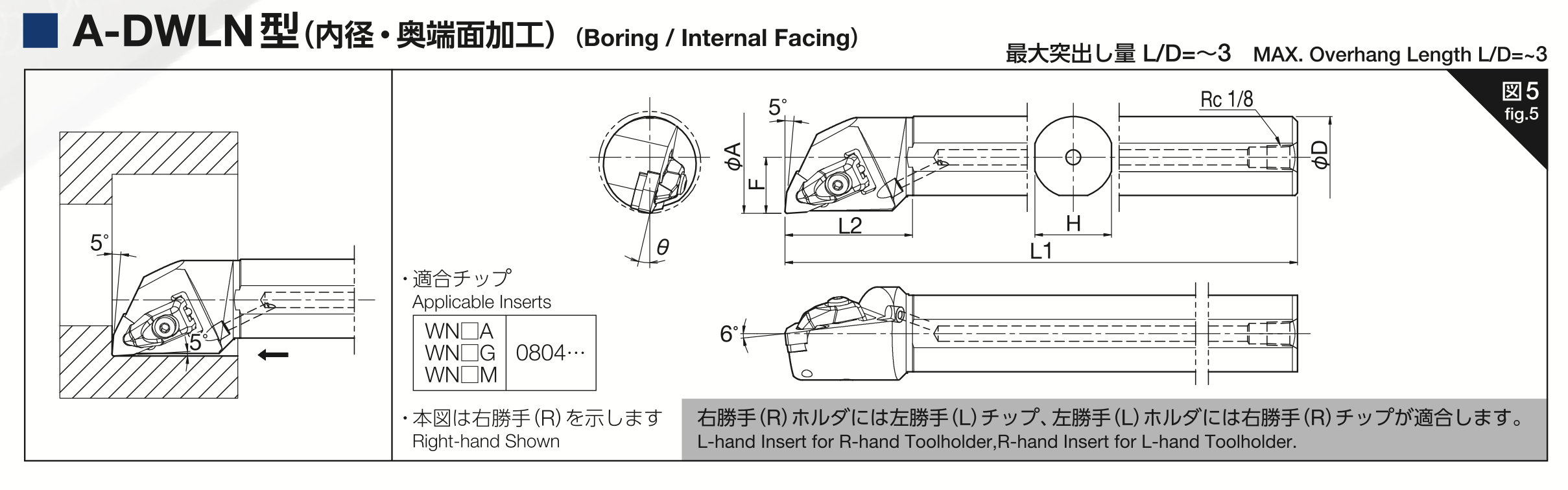
この加工を行うために使った工具がこちらです。
京セラの鋼シャンクのボーリングバーです。チップは6角形のものを取り付けるタイプです。
防振機構つきのものを購入すればまだびびりは抑えられたかもしれませんが、このような工具はストロークの関係からもほぼ使う機会がないため、できるだけコストを抑えるために通常の鋼シャンクのものを選びました。
勤務先にはオークマの心間500のNC旋盤LB3000しかなく、内径バイトホルダがφ40ですので工具のシャンク径もφ40が最大、突き出し長さが6Dほどになってしまいます。
ですがこの工具の突き出し長さは推奨3Dまで。大幅なオーバーです。
びびってしまうとまずい・・・
こんな状態ではじめ荒加工を行っていたのですが、びびり音がかなりうるさい。近所迷惑です。
勤務先の工場には普通の民家が隣接しており、もちろん騒音に関しては了承を得て仕事をしているのですが、さすがに近所迷惑な音です。
そして荒加工は騒音以外問題ないのですが、仕上げ加工でびびってしまい、表面がかなりきたなくなります。
図面を見るとただの軽量化のための空洞に見えるので表面粗さは必要ないと思うのですが、図面上は2発の指示になっていますので表面を整えないわけにはいきません。
この2つの理由からびびりの対策を迫られました。
びびりを止めた方法
ここからが本題です。
今回は少し応用的な2つのびびり対策を行いました。
工具の剛性を高める治具を製作した
びびりの原因については以前の記事で説明しました。

上の記事で説明したびびりの3要素のうちの一つ、工具太さを大きくしてしまおうという解決方法です。
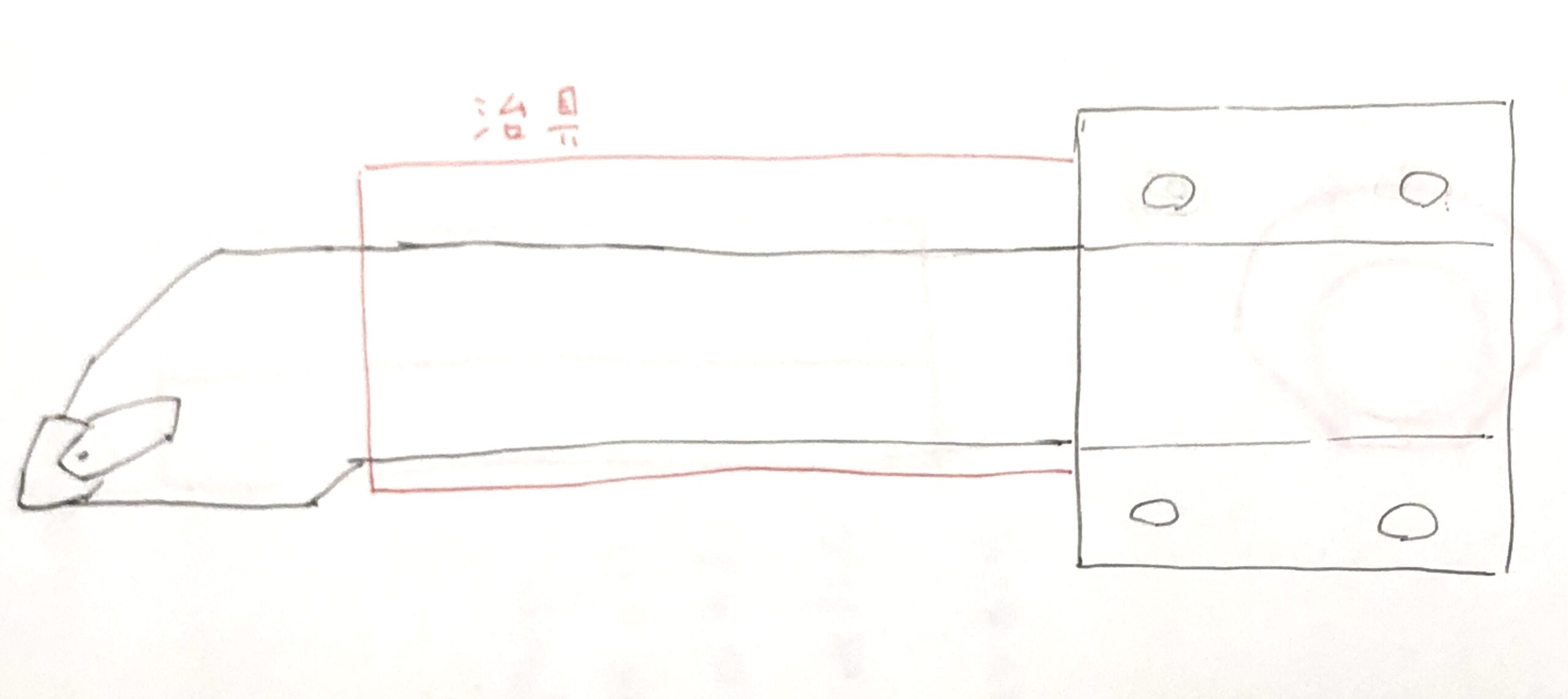
このように、バイトに鋼で作った筒をはめ、剛性を高める方法です。
ですが、普通に筒を作ってはめるだけであれば干渉がでてきますよね。
なのでマシニングで筒に3面をとってあります。
そしてバイトと治具をボルトで縫い付けてあります。
このように筒の面をとっておくことで、仕上げの際もワークに干渉することなく削ることができます。
治具の作り方
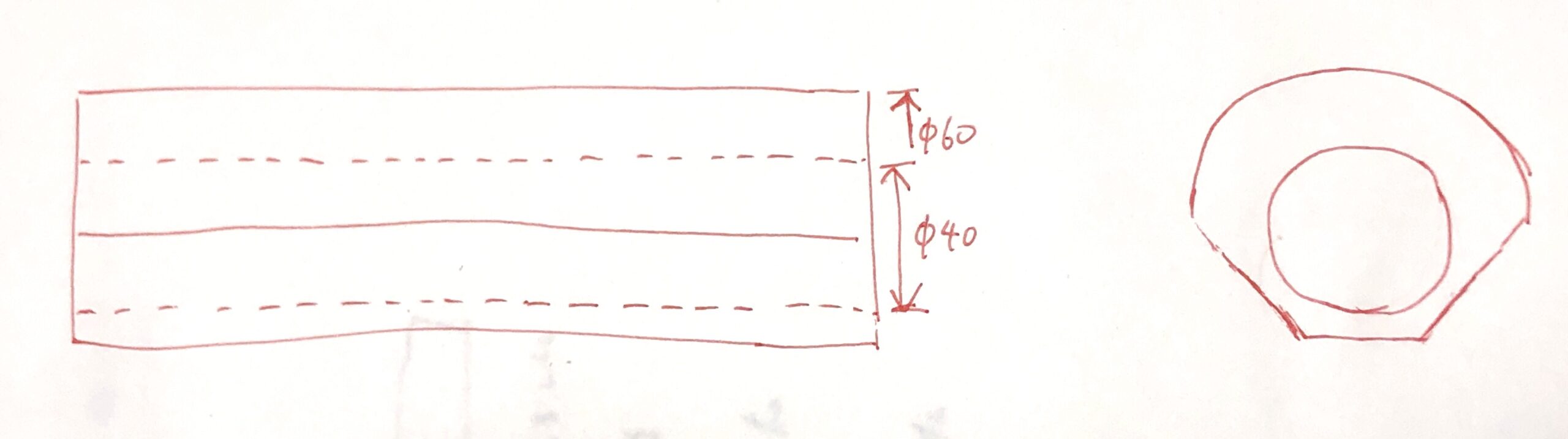
まずは外径φ60、内径φ40H7の筒を旋盤で製作します。
次にマシニング(フライス)で、ワークの干渉を避けられる分だけ、作った筒の面をとってやります。
最後に位置決めのために内径バイトにタップを、治具にザグリを加工して完成です。
治具の外形や面引き分の寸法は削りたいワークの内径によって変わってきますので注意してください。
加工したい内径が大きくなればなるほど剛性の高い治具を作れるため効果があります。
今回はφ40シャンクに対してφ190という大径だったため、効果はかなり大きかったです。
また、今回使用した内径バイトはシャンク径φ40に対して最小加工径φ50と、シャンクから刃先までの隙間が比較的大きいバイトだったので、太めの治具を作ることができました。
特に今回のような荒加工用のボーリングバーで効果を発揮しやすい治具です。
荒加工・仕上げ加工の両方で使用可能
この治具、はじめから径が大きい仕上げでは使えても、小さい径から徐々に繰り広げていく荒加工では使えないように見えますよね。
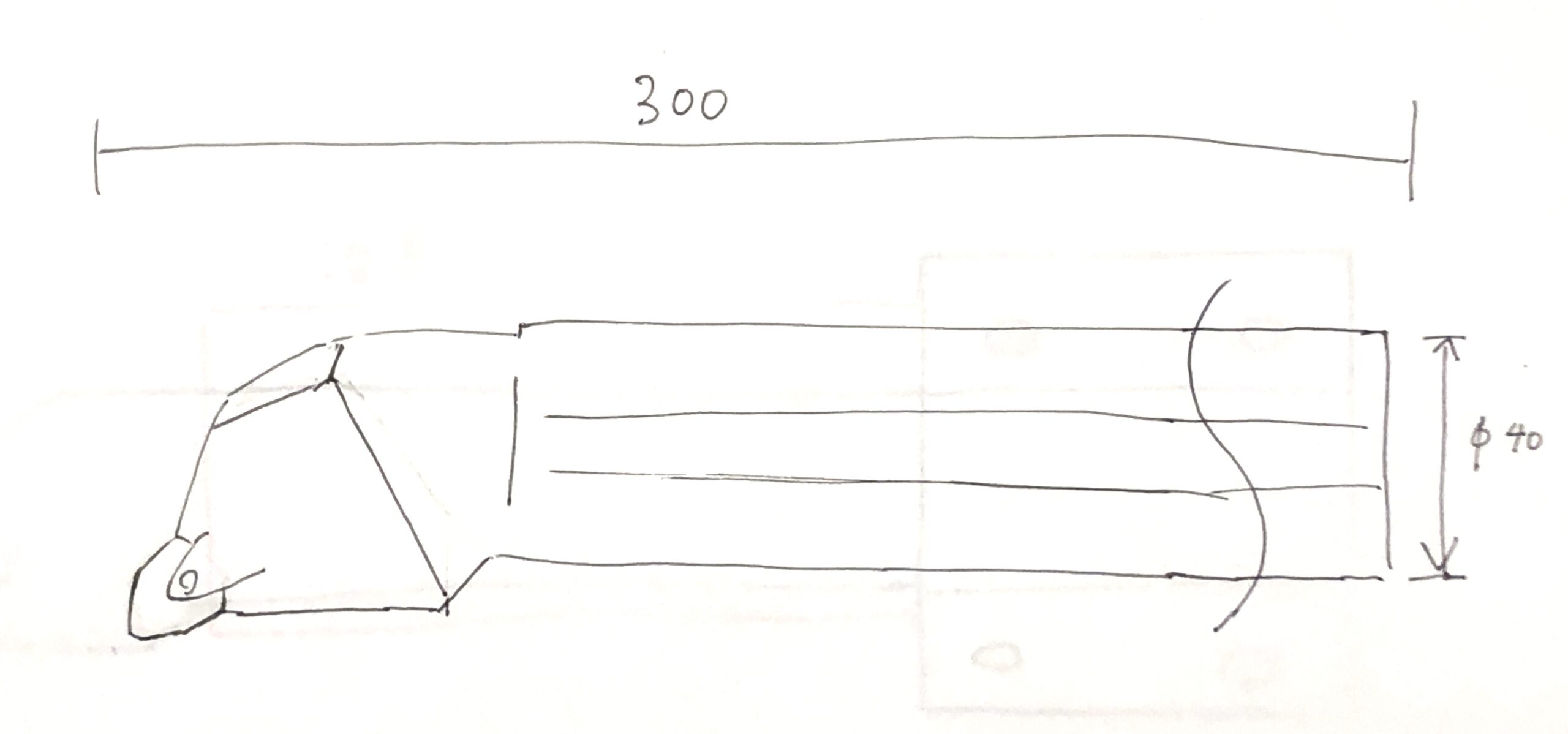
ですが、治具が届いていないボーリングバーの先端部分のみを使えば荒加工も可能です。
先端部分のみといっても、刃先から治具までの長さ(刃先からφ40シャンクまでの長さ)は50mmありますので、これだけの長さがあれば十分効率的に荒加工が可能です。
この方法で荒加工のびびりはかなり抑えることができました。
さらにチップを削る工夫をした
治具を作ることによって荒加工の騒音は止まったのですが、仕上げ加工のびびりは完全にはおさまりきりませんでした。
六角形のチップで切削抵抗が大きいので当然ですよね。
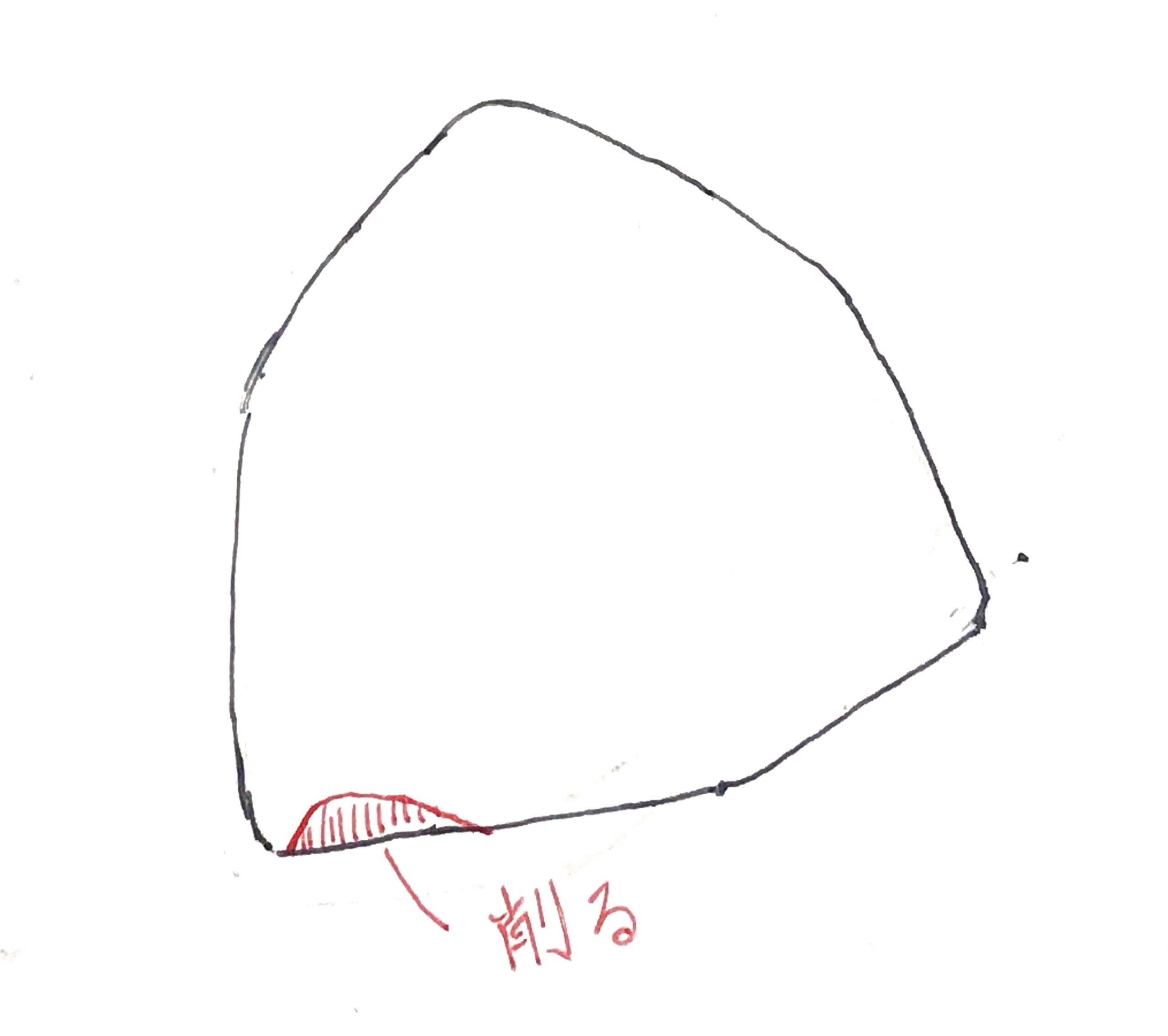
この場合はチップがワークに当たる面積を減らし、びびりの3要素の一つである切削抵抗を減らすのが手っ取り早いです。
そのために今回は上画像のように、ノーズR0.4サーメットチップの先端を一部をグラインダーで削り、接地面積を少なくする工夫をしました。
そして切粉によるキズを防止するために送りは奥から手前へ。
これでしっかり光る切削速度と、びびらせないことを両立させることができました。
このように、工具一本で荒・仕上げを加工する際にびびりを止められる良い方法かと思いますので、ぜひ試してみてください!

コメント