
手研ぎバイトには明確な条件表もなく、どのくらいに切削速度で削れるかわかりませんよね。
掴み方や、研ぎ方にもよるのでいつもこの通りとはいきませんが、削ることができる大体の条件を知っておくと何かと便利です。
S45Cのような炭素鋼を削る場合とします。
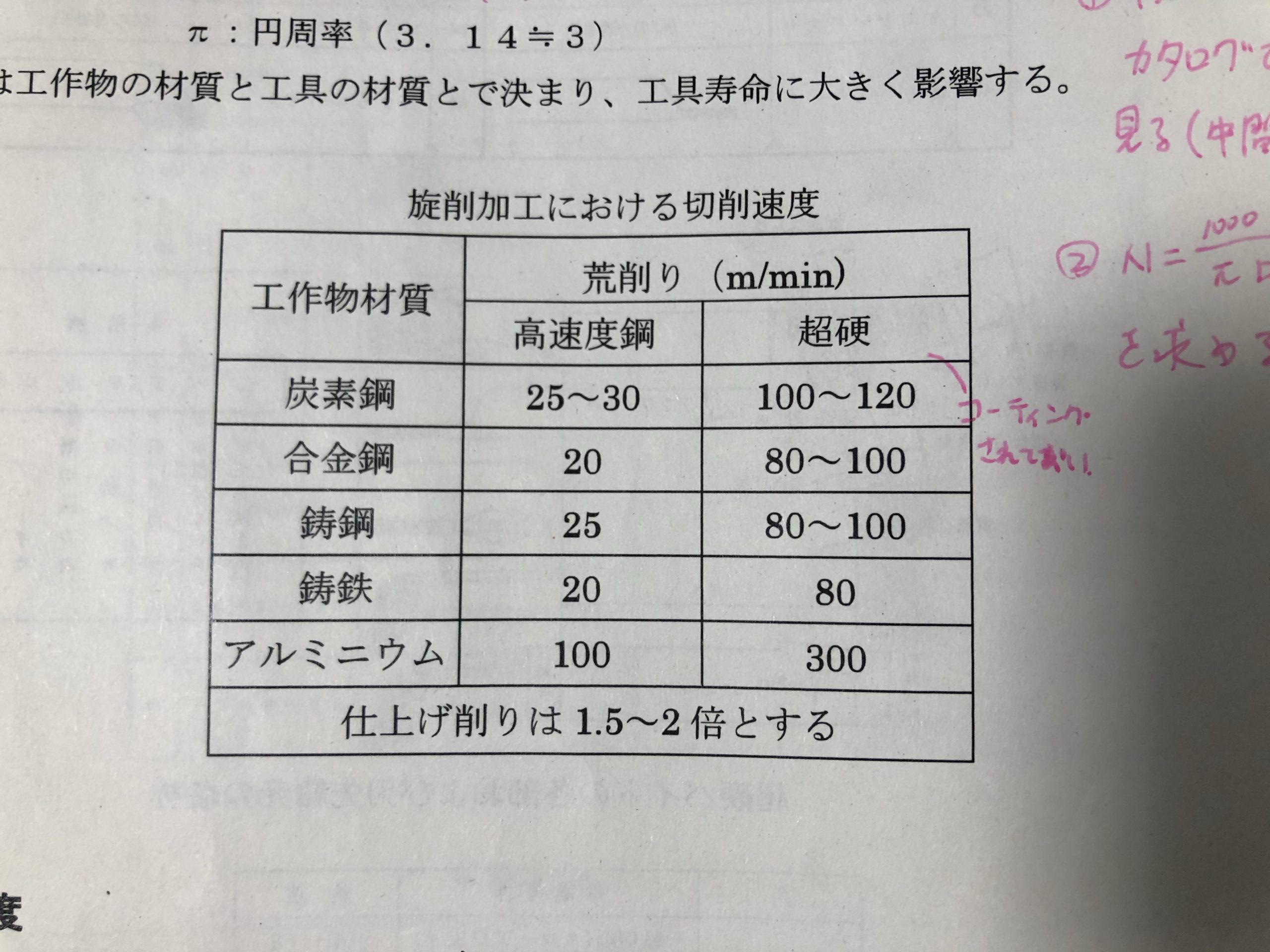
この表の高速度鋼がハイスのことです。




荒加工の場合の切削速度
超硬
100〜120m/min
切削速度でいうとわかりにくいですが、大体φ35で900回転です。
ハイス
25〜30m/min
大体φ35で250回転です。
旋盤をやっている方なら分かると思いますが、時間がかかりすぎてこんな回転数でやっていられないですよね。
超硬の偉大さがよくわかりますね。
なお、仕上げ加工の場合は、超硬、ハイスともこの1.5〜2倍の切削速度で大丈夫です。
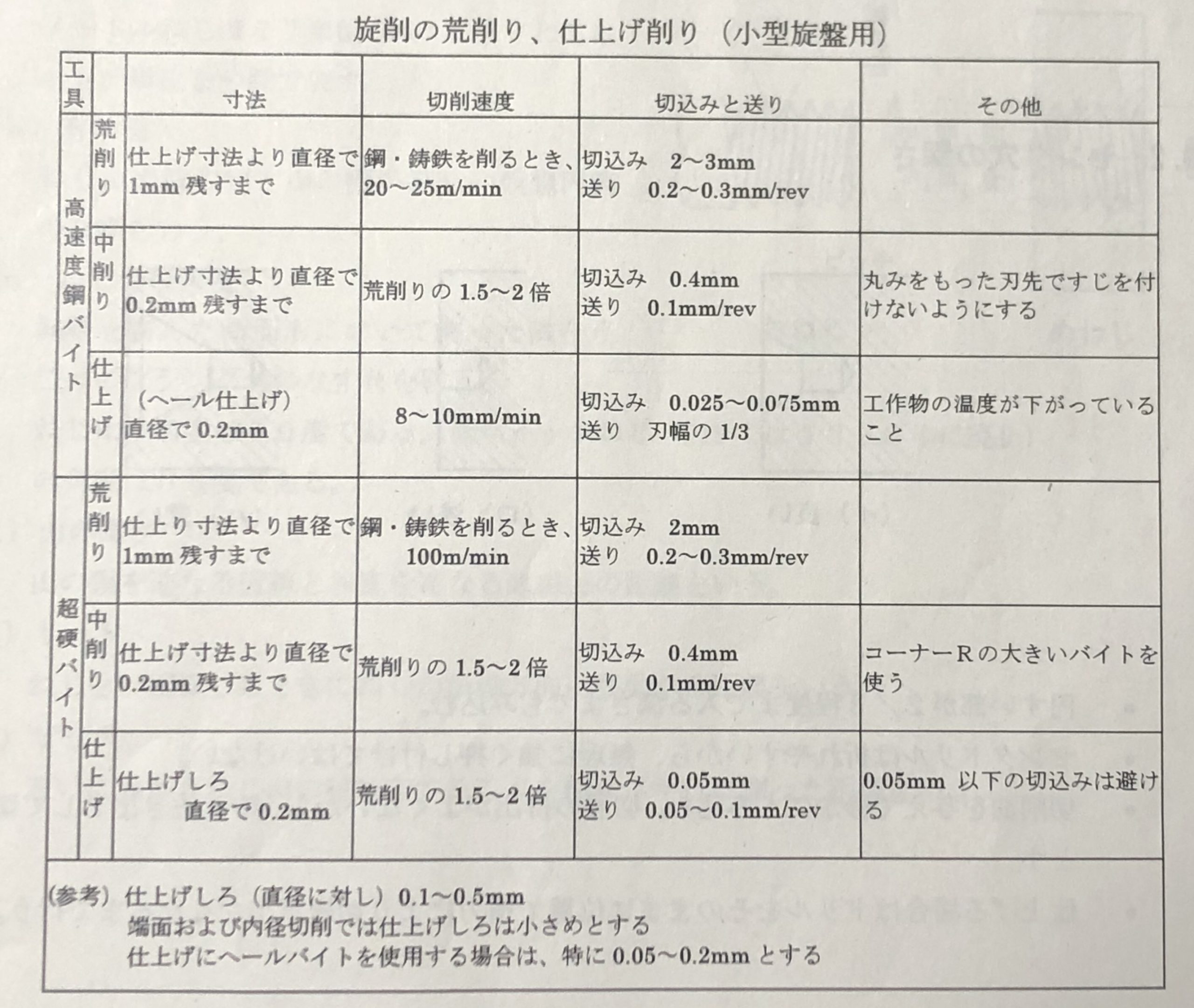
荒加工の切り込みと送り
超硬
切り込み2mm
送り0.2〜0.3mm/rev
ハイス
切り込み2〜3mm
送り0.2〜0.3mm/rev
荒加工の切り込みと送りは、超硬とハイスでそれほど差はありません。
ハイスの方が切り込みを大きくできるのは、ハイスの方が超硬より欠損に強いということが理由です。
仕上げの場合はどちらも切り込み0.2〜0.5mm、送り0.1mm/revで問題ないでしょう
ハイスにも良さがある
これだけ見ると、すべて超硬を使って加工すれば良いように感じますが、ハイスにもメリットがあります。
そのメリットは
・超硬より値段が安い
・超硬より欠損に強い
ということです。
特に欠損に強いという点は、深めの端面溝の加工など、不安定な加工を行う場合に便利です。
場合によって超硬だけでなく、ハイスも織り交ぜて加工できれば良いですね。


コメント