


「ピーリング材」初めて聞く方は何のことか全くわかりませんよね。
ですが、機械加工でステンレスの丸棒を加工する場合はとても馴染み深い言葉です。
本記事では、「ピーリング材」とは何か、ピーリング材を使った旋盤加工のポイントを、現役加工技術者である私がわかりやすく解説しました!




ピーリング材とは?
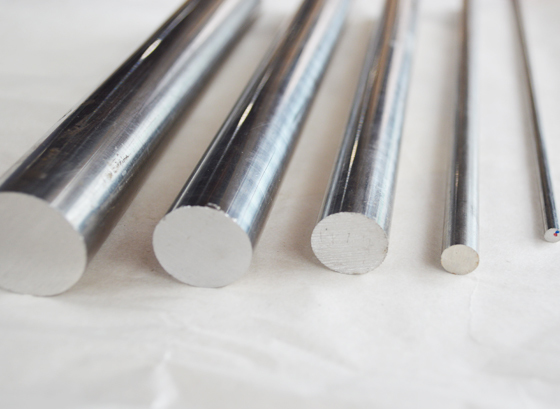
ピーリング材とは、主にステンレスの丸棒材で使われる材料の呼称です。
ピーリングとは、皮むきのピール(peel)からきた言葉で、その名の通りもとのステンレス材を一皮むいた材料のことです。
ピーリング材の寸法
材料径はΦ8~Φ300 長さは4000~6000mm のものが一般的に流通しています。
外径の公差は-0。つまり、プラスめの寸法になっています。例えばφ50のピーリング材でしたら、測ったらφ50.1くらいの寸法になっていることが多いです。
表面は割ときれいですが、0.01mm台では結構いびつな表面になっており、削らずに使えるほどではありません。
ピーリング材が使われるステンレス材種
以下が、ピーリング材として一般に流通しているステンレス材種です。
SUS304
SUS304L
SUS303
SUS316
SUS316L
SUS304N2
SUS321
SUS309S
SUS310S
SUS630
SUS329J4L
SUS329J1
SUS403
SUS420J2
SUS430
このように、数多くのステンレス材種でピーリング材は使われます。
ピーリング材はステンレス棒鋼の中でも最も幅広い鋼種・サイズ対応となっています。
最も一般的に流通しているステンレス棒材ということです。
自動車や建築土木など、ステンレスが使われるあらゆる分野で使われています。
ステンレスのピーリング材ができるまで
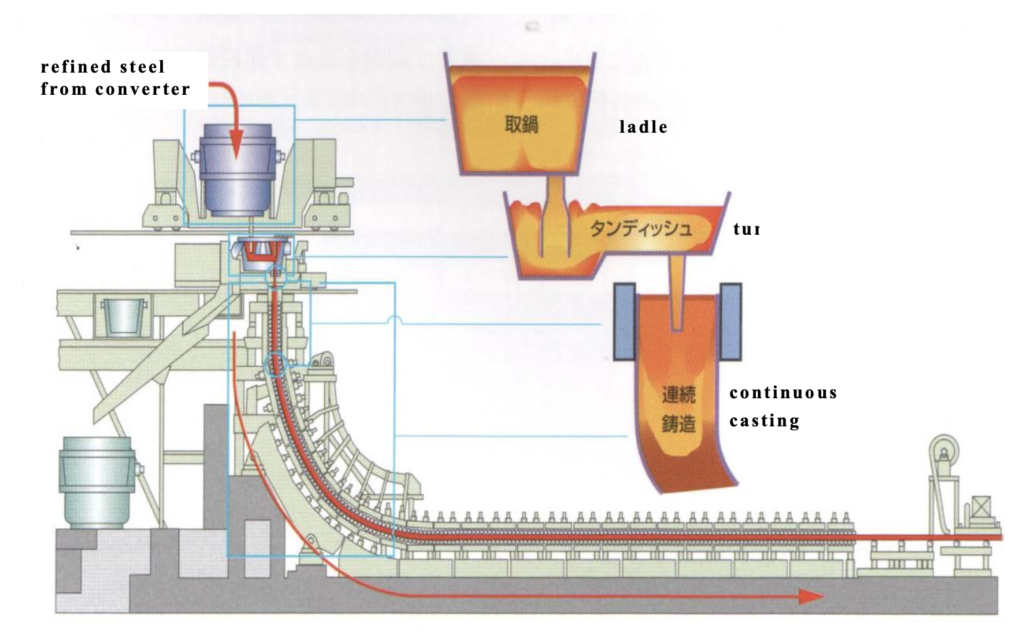
もう少し詳しく話すと、ステンレス材は初めはドロドロに溶けた状態で、そこから「連続鋳造」という工程を経て、大きい板材になります。
その後「熱間圧延」という、高温に熱した状態で棒材に引き伸ばす加工を行います。
その熱間圧延剤には「黒皮」と呼ばれる酸化皮膜があり、見た目や寸法精度が悪い状態です。
そのためその黒皮をピーリング機で削ったのがピーリング材です。
ピーリングによって材料に光沢が生まれ、寸法も安定します。

ピーリングの様子
ステンレスのピーリングは、ピーリング機によって行われます。
YouTubeでピーリングの様子が公開されている動画を見つけました。
ピーリング後は光沢が強く、きれいな表面になっているのが分かりますね。
旋盤加工でのポイント
ピーリング材は基本的に外径を一皮削る必要がある
旋盤加工においては、ピーリング材の表面では仕上げ面として不十分です。
その理由は2つあります。
- ピーリング材の外径にダイヤルゲージをあてて回転させると0.01mm台でいびつなゆがんだ円になっているため
- 外径表面も外観部品に使えるほどのきれいさはなく、流通過程でキズがついていることも多いため
そのためピーリングの外径は基本的に旋盤で削り落としてしまいます。
ピーリング材は寸法がプラス公差なので、マイナス-0.1mmを狙えば表面を問題なく削ることができます。
(外観や精度が必要ない場合は、ピーリング面のままで完成品とすることもあります。)
ピーリング材からフランジ形状品を加工する場合は注意!
ピーリング材は、基本的に材料屋さんから買い付ける形になります。
材料屋さんによって切られた材料は必ずしもまっすぐ切れているわけではなく、斜めに切れた状態で届くことも多いです。
シャフト形状のワークであれば問題ありませんが、フランジ形状の場合、材料が斜めに切れていると、NC旋盤の三つ爪チャックでつかんでも芯が出ません。
外径の取り代がしっかりついている黒皮材であれば問題ありませんが、ピーリング材は基本的に0.1mmほどしか取り代がないため、外径を問題なく削れるように工夫して加工する必要があります。
では、具体的にどうするのでしょうか?
芯出しを行う
斜めに切れたピーリング材のフランジ形状のもの(例えばφ100×25などの円盤状のもの)は、三つ爪チャックで掴んだ場合芯が出ず、外径を仕上げることができません。
そのため、ハンマーでたたいで芯を出すことで問題なく加工することができます。
芯出しの方法は下記の記事を参考にしてください。
汎用旋盤の三つ爪スクロールチャックも同様の方法で芯出しを行うことができます。4つ爪チャックの場合は芯出しは毎回必要な作業のため、通常通り芯を出せば問題ありません。
NC旋盤の三つ爪油圧チャックの場合、薄い材料ではハンマーで叩いても傾かず、芯を出すのが難しくなってしまうため注意しましょう。

材料径を大きめに注文しておく
ステンレス材は鋼材よりも高価です。そのためできるだけ材料径は小さくしたいため、仕上がり径がφ100でしたらφ100(実寸法φ100.1〜100.3くらい)のピーリング材を注文するのが基本になります。
ですが、芯出しの手間を考えると、大きめの材料を注文しておいて芯出しの必要なく外径を削れるようにしておくのも一つの手です。
仕上がり径が例えばφ100であってもφ105を注文しておくことで、芯を出さなくてもφ100まで削れます。
材料端面を捨て削りしてから加工する
芯が出ないのは斜めに切れていることが原因ですので、汎用旋盤で深く掴んで端面を捨て削りし、切断面を真っ直ぐな面に直してから加工を開始することで、芯出しの手間が省けます。
個数によって、芯出しをするか捨て削りするか、臨機応変に考えられるとベストです。
ピーリング材はステンレスの基本の材料
本記事ではピーリング材について解説しました。
ピーリング材は ステンレス丸棒の材料の中で最も一般的なものですので、機械加工の現場では目にする機会も多いです。
こちらの記事で簡単に材料の種類を解説しています。
材料の特質ごとに加工の方法も変わりますので、それぞれに応じた加工を行うことで、効率的に作業を行うことができるようになります!



コメント
自分と似たような境遇でしたので、
とても共感しました!
嬉しいです(^^
今後もキカイネットをよろしくおねがいします。