

芯出しは、汎用旋盤の4つ爪チャックを使った加工で初めに覚えなければならない基本の作業の一つです。
ですがその割に結構難しい。
今回は職業訓練を経て現場で旋盤を使っている私が、汎用旋盤の芯出しについてお話しします。




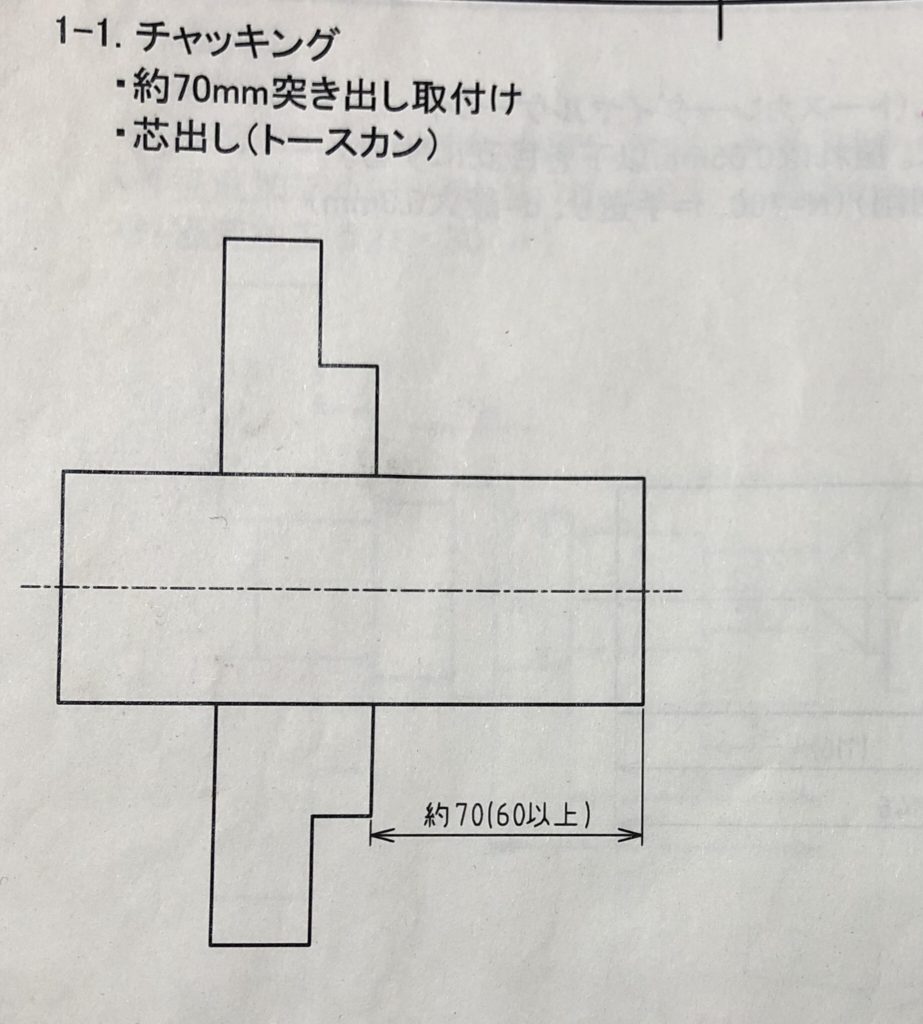
1.黒皮材のトースカン芯出し
芯出しとは、簡単に言うとワークを回転させた際の振れを抑える作業です。
荒加工ではざっくり、仕上げ加工ではしっかり(二点芯出しで振れ0.03mm以内が目安)芯出しを行う必要があります。
まずはざっくりの芯出しの方法をご紹介します。
ワークをチャックの中心付近でつかむ

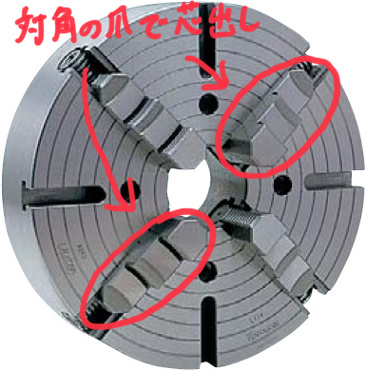
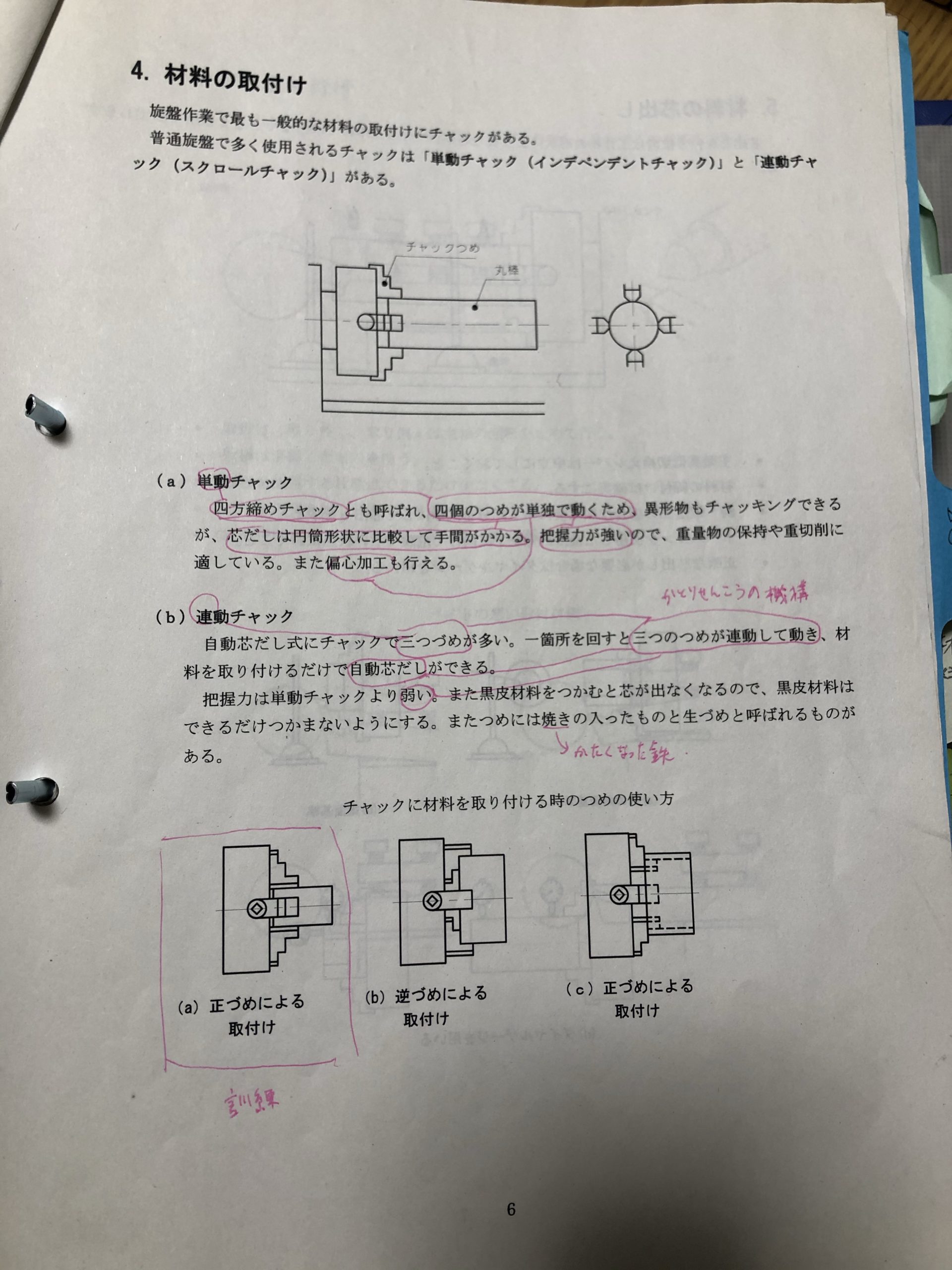
まず、ワークの取り付けです。この際、画像のようにチャックに表示されている線に沿ってワークをとりつけてやると、大体真ん中にとりつけることができます。
またワークを掴む際は、この後チャックを締めたり緩めたりの作業があるため、ゆるめに締め付けておきます。
トースカンを軽く接触させる

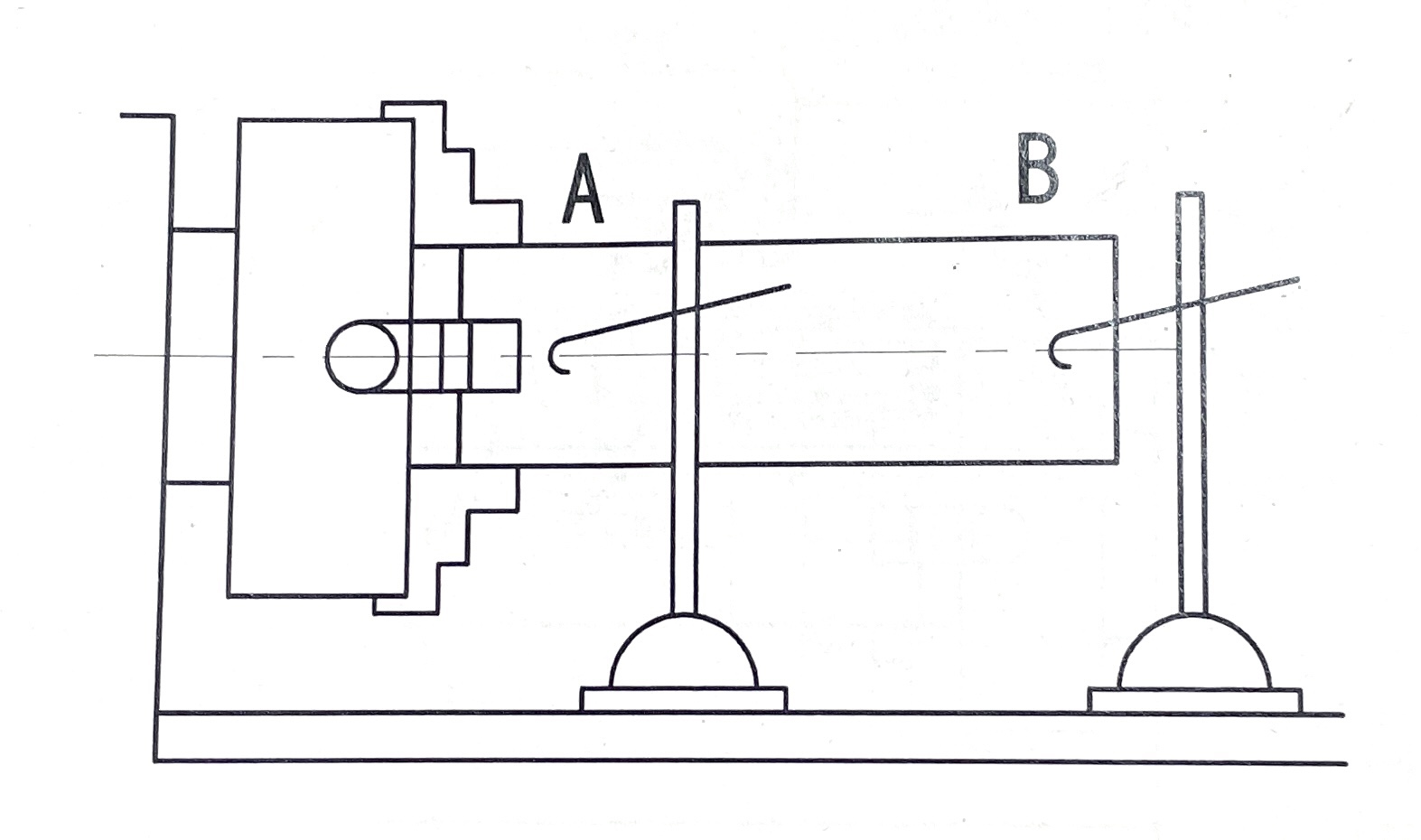
荒の芯出しには、画像のようなトースカンという道具を使って芯の振れ具合を大まかに測定します。
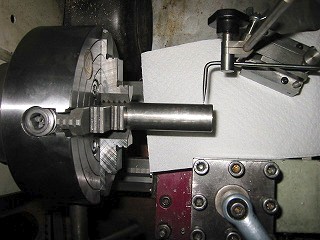
使い方は画像の通り。
トースカンを刃物台か横送り台にセットし、ワークに軽く接触させます。
チャックを回転させ、芯が触れている箇所を把握する
チャックを回転させて、トースカンとワークの隙間を確認し、どの方向に爪を動かせばいいか確認します。
そして次が重要なポイントです。
芯出しを行う際は、四つある爪のうち、向かい合った2つの爪を中心に近づけることを繰り返します。
そのためチャックを回転させるときは、180°ずつ回転させるようにしましょう。
そして、トースカンとワークの間の隙間を目視で確認し、ワークの振れがないように修正していきます。
チャックハンドルを緩める、締めるを繰り返して芯をだす
2つの向かい合った爪が中心に近づくように、緩める、締めるを繰り返します。
繰り返しになりますが、この作業は必ず対角の爪で行うようにしましょう。
そして、トースカンとワークの隙間が目視で概ね一定になってきたら、爪をしっかり締め付けます。
このときも、爪は対角のものを順番に締め付けます。
どこまで振れをなくせばよいかということはワークによりますので一概には言えませんが、0.3~0.5mm以内くらいで出せておけば十分です。感覚的言うと、通常の立ち位置から見て400rpmくらいで回したときに、わずかに振れているなーと感じるくらいでしょうか。
以上でトースカン芯出しは完了です。
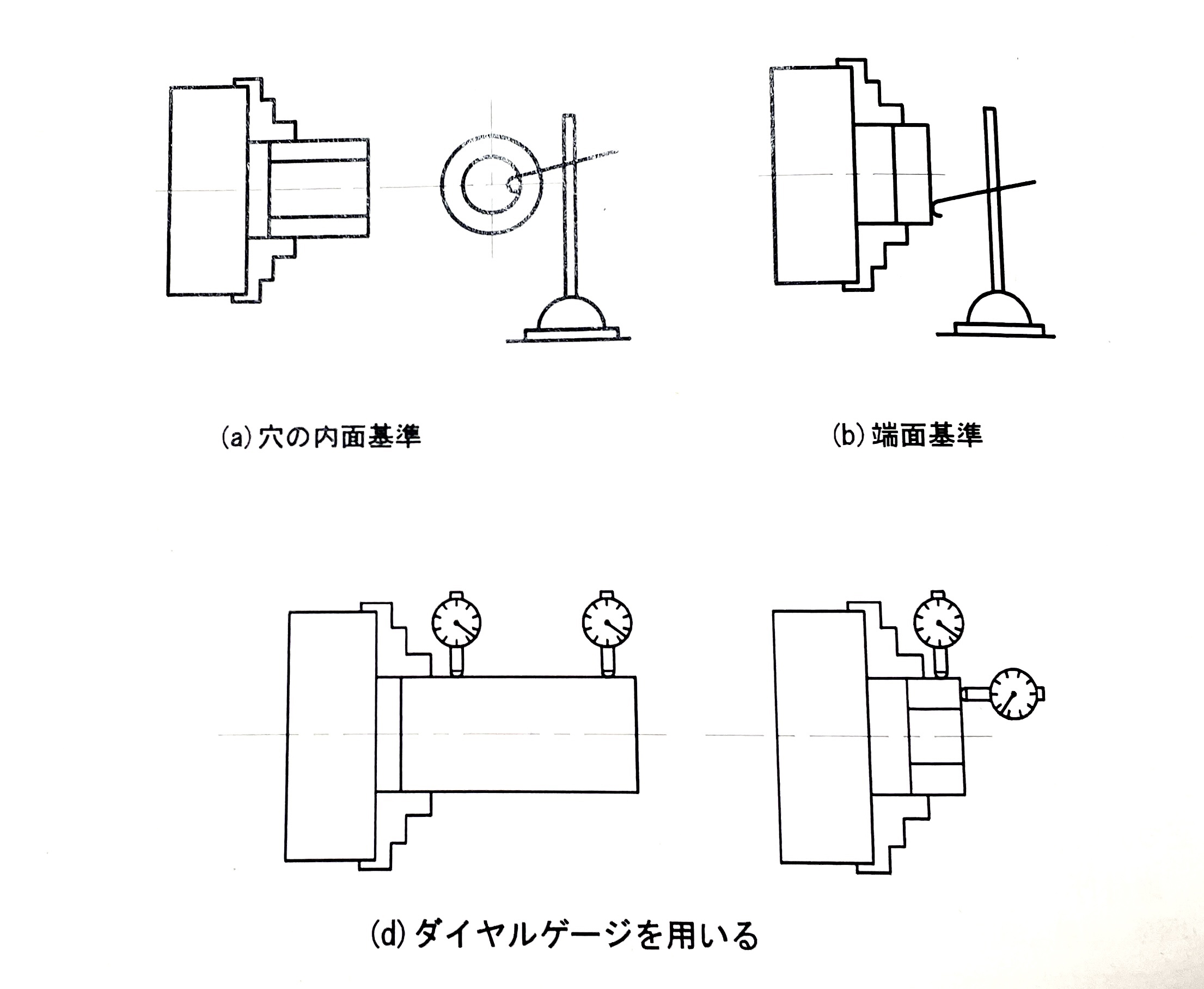
2.ダイヤルゲージでの2点芯出し
黒皮材の場合はトースカン芯出しで完了ですが、すでに仕上がった部分のあるワークを加工する場合はダイヤルゲージを使って2点芯出しを行う必要があります。
これが練習が必要なポイントで、慣れなければ時間がかかってしまいます。
こちら、youtubeで見つけた動画ですが、大変分かりやすく芯出し作業をしています。
仕上げ面を、銅板をかませてチャックにつかむ
まず仕上げ面を掴む場合は、硬爪で直接ワークを掴んでしまうと傷がついてしまうため、銅板をかませます。

普通に爪とワークの間に銅板を噛ませても構いませんが、銅板を爪の先の出っ張っているところに巻きつけてやると、簡単に銅板をかませることができます。
黒皮材と同様にトースカン芯出しを行う
動画ではいきなりダイヤルゲージで芯出しを行っていますが、トースカンなしでダイヤルゲージの振れ幅以内に収めるのは練習が必要なため、慣れないうちはトースカン芯出しを先に行っておきます。
要領は黒皮材の場合と同様です。
ダイヤルゲージを使い、根元側の芯出しをする
2点芯出しでは、ワークのチャックから見て根元側と、先端側の2箇所の芯を出す必要があります。
まずは、根元側の芯を完璧に出します。(振れ幅0.02mm以内が目安)
ワークの根本側にダイヤルゲージをあて、トースカン芯出しと同様に対角同士の爪を緩める、締めるを繰り返してワークを真ん中にもっていきます。
ダイヤルゲージのメモリを見る際に、どちらを緩めどちらを締めればいいかわからなくなった場合は、ダイヤルゲージを試しに指で押してみてください。
圧がかかった場合に針が時計回りに振れるのが分かると思います。
これがわかれば中心がどちらの方向かわかりますね。
緩める際は軽〜〜〜く緩める
また、緩める、締めるの動作をしている際にポイントがあります。それは本当に軽〜〜〜くゆるめること。
手のひらで、トントンチャックハンドルを叩き、ダイヤルゲージの針がわずかだけ動く程度に緩めます。
上記の作業を繰り返して、芯を出してください。
ハンマーでたたき、先端側の芯出しをする
根元側の芯出しが完了したら、次は先端側の芯出しです。
ダイヤルゲージをワークの先端にあててください。
根本では完璧に芯が出ていても、先端は芯がでていないのが分かると思います。
そのため、先端をプラスチックハンマーでたたき、先端の芯を出してやりましょう。
このとき、チャックは締めたり緩めたりをせず、ハンマーのみで出すようにしてください。
再び根元側の芯出しをする
先端側の芯出しが終わったら、再び根元側にダイヤルゲージを当ててみてください。
せっかく先程芯をだしたのに、ハンマーで先端を叩いたことで芯が狂っていますね。
再びこれを直していきます。
このときのポイントは、なるべく爪を緩めずに、締めるだけで芯出しをすることです。
やむを得ず緩める場合は、本当の極限まで軽く緩めるようにしてください。ほんの少しでも緩めすぎてしまうと、今までの芯出しは意味がなくなり、またはじめからやり直さなければなりません。
先端、根本の芯出しを交互に繰り返す
根元側の芯が再び出たらまた先端側にダイヤルゲージをあて、ハンマーで芯出しをします。
そしてまた根元側の芯出し・・・といふうに交互に行っていきます。
根元側の芯出しの際に爪を緩めずに行うことができていれば、3往復もすれば芯が出ているはずです。
最後に芯が出る方向にしっかりチャックを締めて、芯出し完了です。
芯出しはひたすら練習あるのみ
経験が長くなれば、こんなこともできるようになります↓
芯だし作業は調子が良ければ一撃ででます(笑)
— パッションひろ (@JR6gieHWflFEcDp) October 25, 2020
極真空手みたいでしょ#旋盤#芯だし#機械加工 pic.twitter.com/IxjMP16gt0
芯出しは理屈を覚えたからといって速くなるようなものではありません。
やり方を覚えたら何度も何度も練習し、その反復で速くできるようになっていきます。
熟練工は一日にして成らず、です。

コメント