
ライター:SAKAHOMO
研削盤において、砥石を交換した際に行うバランス調整。
ワークを研削したときの面品位を向上させるために欠かせない作業です。
本記事では、バランス調整とはなにかというところから、その手順、作業時のコツや注意点まで網羅的に解説しました!




バランス調整とは?
バランス調整は砥石を交換した際に行います。
砥石をフランジといわれる取り付け部品に取り付け、砥石軸に搭載し回転させた際の振動を測定し、その振動を極力小さくする作業です。
バランス調整は、砥石軸と砥石の回転中心のズレを直す作業
砥石軸は研削盤メーカーの組付け技術により、回転中心が砥石軸の中心になるよう調整されています。
しかしながら、砥石は焼きものであるためどうしても製造過程で砥粒の偏り等が発生し、回転中心が砥石の中心からズレてしまいます。
では、回転源の砥石軸の回転中心と、そこに取り付け研削に使用する砥石の回転中心にずれが生じた場合、どのような問題が発生するのでしょうか。
動画のように回転中に2つの回転中心が存在してしまうと、回転中心のずれにより、予期せぬ振動が発生してしまいます。
この振動は非常に小さなものですが研削に関してはとても大きな影響を与えてしまいます。
特に面品位においてはびびりの発生源になってしまうことが多いので、回転中心が複数ある状態は絶対に避けなければなりません。
この回転軸の回転中心と砥石の回転中心との差で生じる振動を極力小さくする作業がバランス調整です。バランス調整は研削作業のスタートともいえる重要な作業です。バランス調整には静バランスと動バランスの2種類が存在します。
静バランス調整
静バランス調整は読んで字のごとく静的状態でのバランス調整です。
静的状態とは砥石を砥石軸に装着し高速回転させた動きのある状態ではなく、砥石単体の状態で静止した状態のことです。
この説明を読んだ方はお分かりになったかもしれませんが、これはあくまで砥石のバランス調整となりますので、この静バランス調整を行えば研削が上手くいくものではありません。目安のようなものです。
この静バランス調整は、ほぼ人の手で行うものですので準備も含めて大変手間がかかる作業です。
静バランス調整の方法
バランス台の準備・レベル調整
まずはバランス台を用意します。


このバランス台を定盤上にセットし、レベル調整を行います。このバランス台が大きく傾いていると正確な静バランス調整が出来ないので注意してください。
バランス台によっては水準器が内蔵されているものもありますが、無い場合は水準器を用意して前後左右を絶対水平にて0近辺に調整します。
多くのバランス台は3点調整が出来るようになってますので簡単に調整できると思います。
砥石をバランス台に設置、軽い部分に印をつける
砥石をフランジに取り付け専用軸にセットしバランス台にセットします。
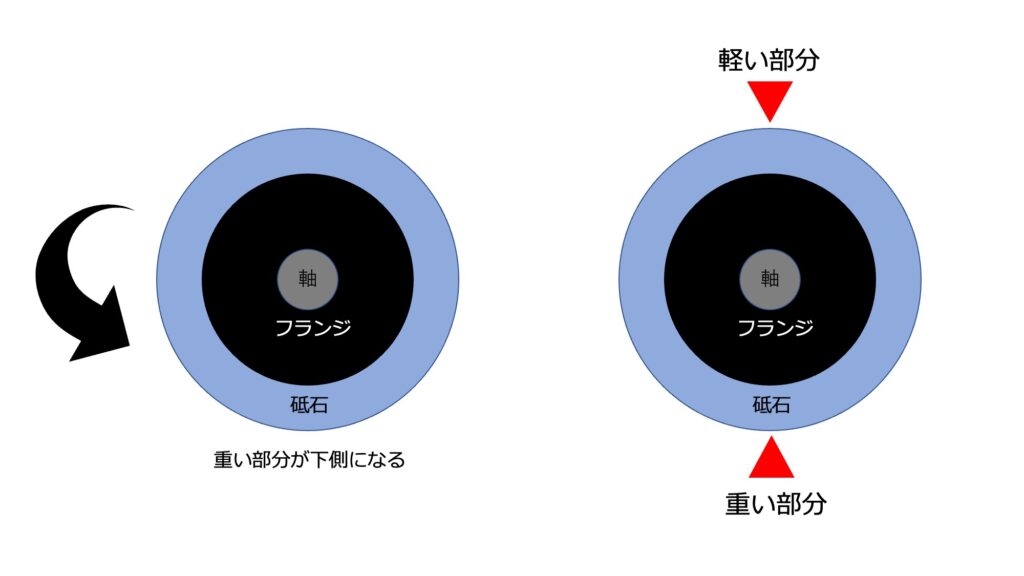
この時砥石の一番重い部分が下側にくるっと回転します。これにより一番重い部分が下側・軽い部分が上側になります。
バランス台は天秤のような構造になっており、メモリが付いています。おそらくこの状態になると、メモリの中央に針が来ていると思います。
重い部分と軽い部分が分かったら、軽い部分(上の部分)にマジックで印をつけます。
バランスピースを取り付けてバランス調整を行う
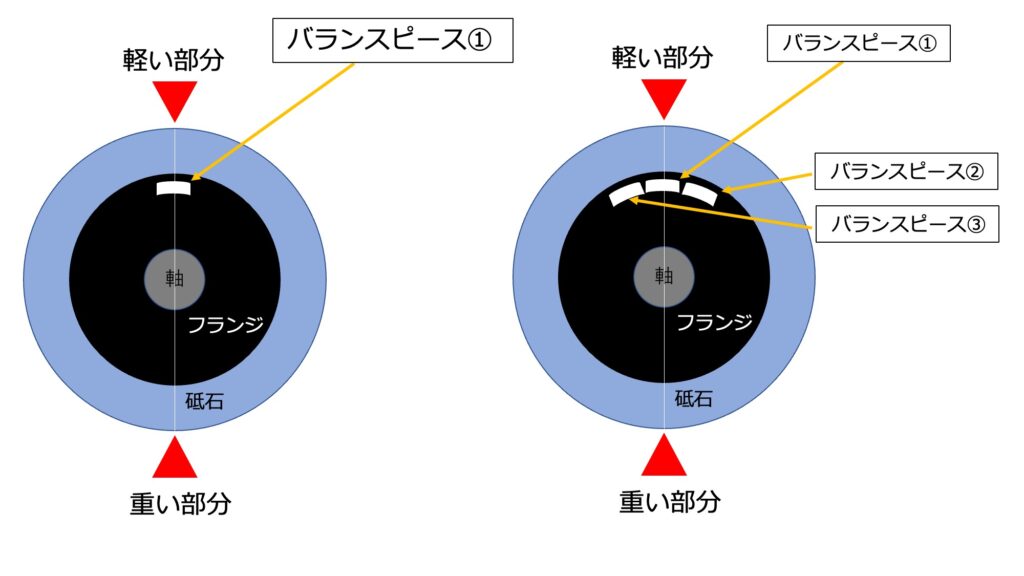
ここからがバランスを調整していく作業になります。印を付けた位置のフランジにバランスピースと呼ばれる錘をセットします。
一般的に錘は3個がスタンダートだと思います(2個の場合もあります)。1つ目のバランスピースを印を付けた位置に取り付けたら、その両サイドに一つずつバランスピースをくっつけて取り付けます。
3つのバランスピースを付けると砥石がゆっくりと回転し、天秤のメモリが中央から大きく外れると思います。
もしこの時砥石も回転せず、天秤メモリも変化しなければバランスピースが足りないのでさらに追加する必要があります。
但し、個人的にバランスピースを4個以上使用しなければバランスが取れない砥石は使用する価値が無いと考えます。
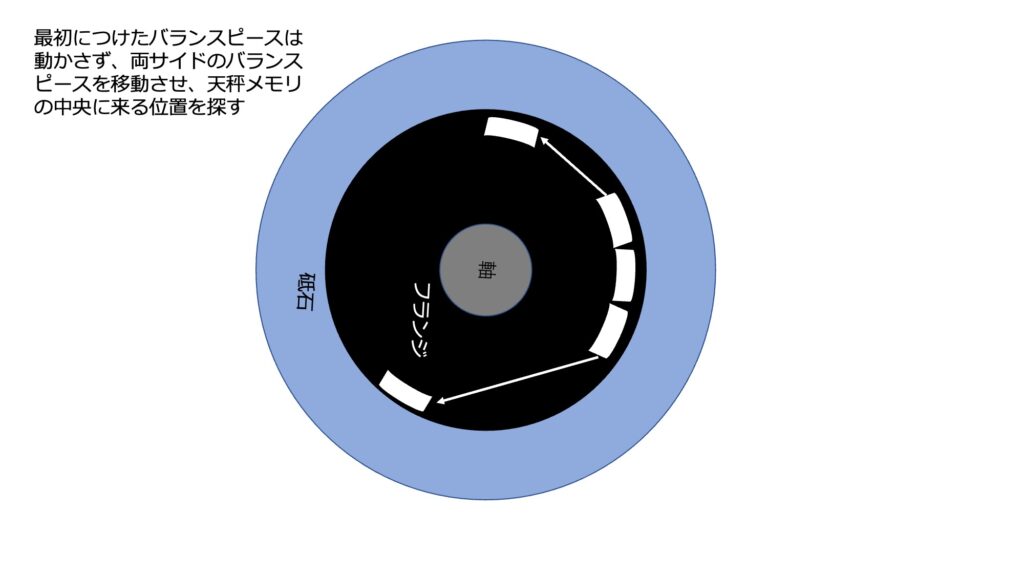
この後、最初につけたバランスピースは動かさず、両サイドのバランスピース②③を移動させ天秤メモリが中央に来る位置を探ります。この探る作業が熟練者と初心者で技量の差がでる部分で、慣れていないと多くの時間がかかってしまいます。
この作業を行い、バランスが出たら、砥石を半周回転させます。
その位置でも天秤メモリが中央に来ていればOKです。
もしメモリ中央からずれていれば、その位置で再度バランスピース②③を微調整し天秤メモリ中央に来るよう調整します。
調整が完了すると再度半周回転させ天秤メモリを確認し、もしずれていれば再度調整の繰り返しとなります。
基本的にどの位置でも天秤メモリ中央になるよう、調整→確認→半周回転→確認→調整→半周回転→確認の繰り返しとなります。
どの位置でも天秤メモリ中央になれば調整は完了です。
この状態になれば、砥石はどこの位置になっても回転する事はありません。
天秤メモリが無いバランス台の場合は、ひたすらバランスピースを調整し、どの位置でも砥石が回転しない位置を探っていきます。
メモリが付いていれば目安があるので調整しやすいですが天秤メモリが無い場合は非常に多くの時間がかかってしまいます。
この調整に関しては、ずばり妥協する勇気が必要になります。完全なバランス調整を求めると深みにはまり時間だけがかかってしまうケースがあります。
ですので少しくらいのアンバランスであれば目をつぶる妥協の勇気が重要です。
静バランス調整のポイント
- 必ず砥石は水気を切った状態で行う事(※1)
- 新品砥石の場合ドレッシングを行った後バランス調整を実行する。
- 焦らず根気よく行う事
- バランス台は必ずレベル調整を行う事(水平に設置)
- 完璧なバランス調整を求めない(あくまで静バランス)
砥石が濡れた状態でのバランス調整はNG!!
砥石が濡れたままバランス調整してはいけない理由は?
ここで、なぜ砥石が濡れた状態でバランス調整を行ってはいけないか説明しておきます。
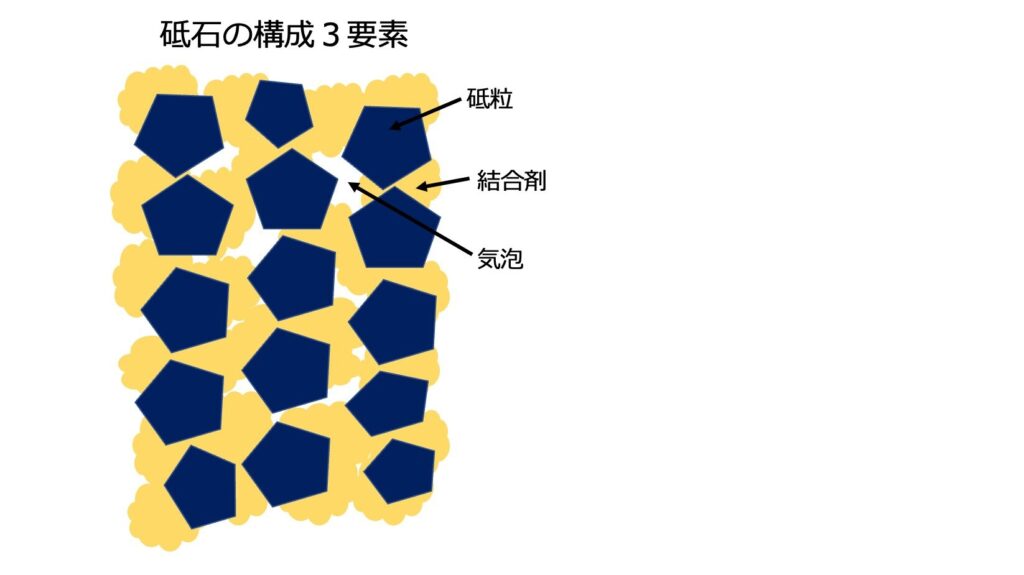
砥石は砥粒・結合剤・気泡の3大要素で構成されています。研削液がかかったり保管状態によって湿気が発生してしまった場合この隙間に水分が入り込んでしまいます。
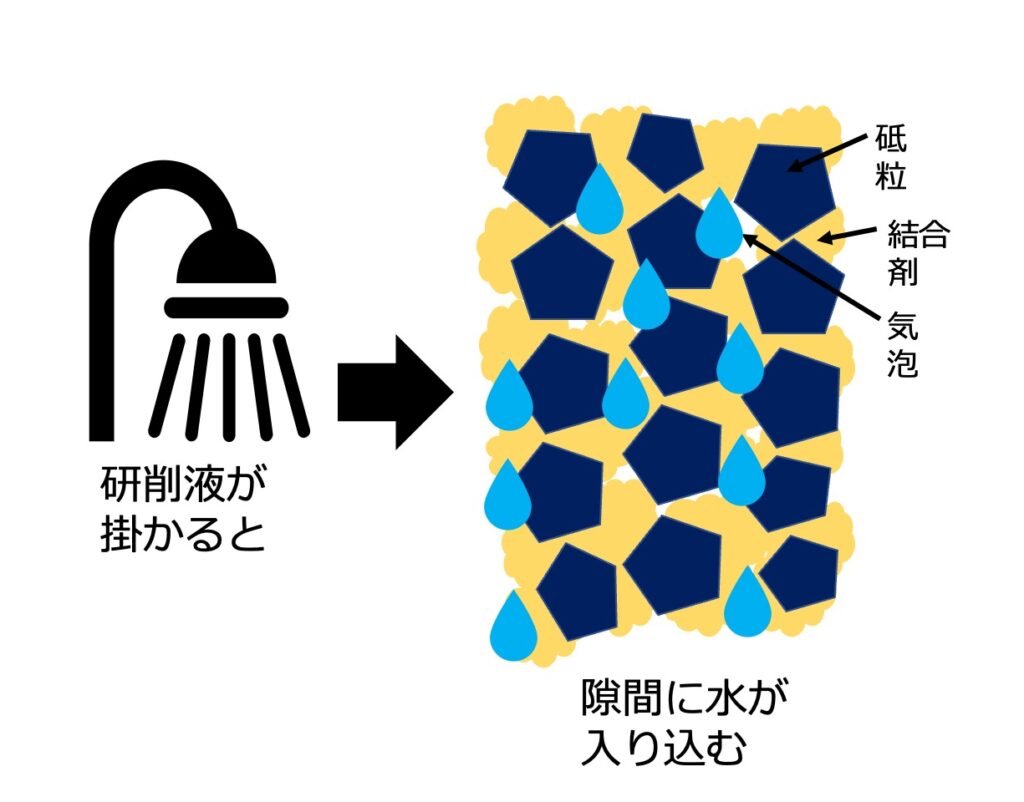
隙間は均一にあるわけではないので、隙間に水分が入り込む=重量バランスが微妙に変化してしまう事となります。
また長時間濡れたまま放置していると、水分は下に下に溜まっていくので、偏荷重を発生させてしまいます。
研削中は研削液が掛かっているじゃないかと思うかもしれませんが、研削中、砥石は高速回転しており、常に外側に遠心力が発生しています。
この遠心力によって常に研削液は外へ外へとはじき出されている状態です。
バランス調整前には砥石の水切り作業を行う
研削盤を使用している人は、研削が終わり、研削液の吐出が停止した後も10分程度砥石を回転させた状態にすると思います(砥石の水切り作業)。
これは、アンバランスを発生させてしまう事を防ぐため、砥石内部の研削液を飛ばすための作業です。
水分を含んだ砥石でのバランス調整は研削状態とは異なる砥石状態となるので、必ず水分が無い状態の砥石でバランス調整を行わなければなりません。
新品砥石の場合、よほどのことが無い限り水分を含んだ状態にはならないと思いますが、使用中の砥石に関しては、必ず空回転を行い水気を除去した後に調整を行ってください(これから説明する動バランス調整も同様です)。
こちらのYouTube動画でわかりやすく解説されていましたので、参考にしてみてください!
動バランス調整
次に、2つ目のバランス調整である「動バランス調整」について解説していきます。
静バランス調整より重要なバランス調整
動バランスとは読んで字のごとく動いている状態のバランス調整です。
この場合の動いている状態は砥石軸に砥石を装着し、研削条件と同じ回転数で砥石を回転させている状態です。
静バランスはあくまで目安だったのに対し、動バランスはまさに研削状態と同様の状態でのバランス調整となり、この結果によって軸中心のずれによる振動が大きく発生するかしないのかが決まってきます。
ですのでとても重要な調整作業といえます。
バランサを使って調整作業を行う

この動バランス調整を行う際には電子制御されたバランサという装置が必要になります。
このバランサ装置はハンディータイプと研削盤に内蔵されているタイプがあります。
バランサは個人的に画像のようなシグマ電子工業株式会社様の製品がダントツで使いやすく高性能だと考えます。
ハンディータイプの場合はアタッシュケースに入った装置で、保管等もしやすくなっています。
動バランス調整の手順
バランサの接続
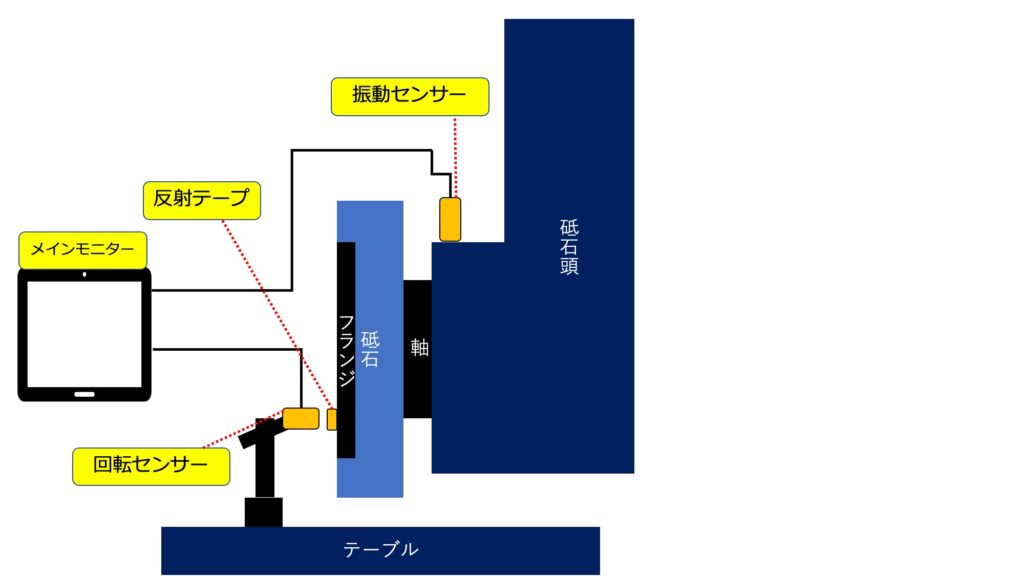
バランサは測定結果が表示されるメインモニター・砥石の回転数を測定する回転センサー・センサーが反応する特殊なシール・振動を測定する振動センサーで構成されています。
まずはバランサのモニターに各センサーを接続し、そのセンサーを所定の位置にセットの上、フランジに反射テープを貼り付けましょう。
回転センサーの光源が反射テープに当たる位置に高さ調整を行い、回転センサーのついたマグネットベースをテーブル上にセットします。
振動センサーは砥石に極力近い位置の砥石頭本体に取り付けます。この時、カバー等に取り付けないように注意してください。
バランスピースを使ってバランス調整
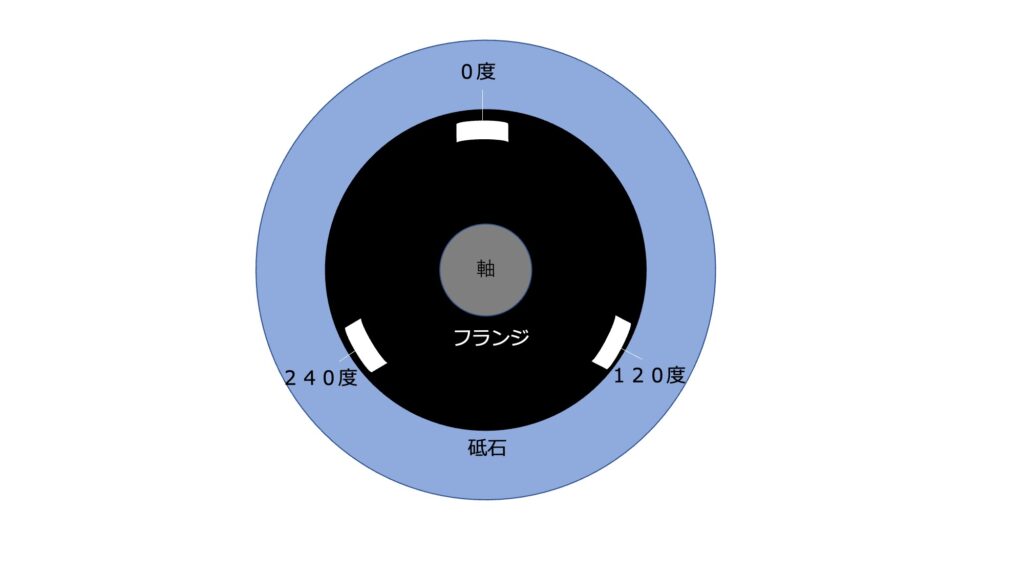
この様にセットしたら、まずフランジに取り付けてあるバランスピースをフランジに刻まれている角度メモリの0度・120度・240度の位置にセットします。
研削条件と同じ回転数で砥石を回転させます。
この時配線が巻き込まないよう注意してください。
回転数が安定したらSTARTボタンを押すと、現在の振動数が測定されます。新品砥石だと大体7.0~10.0㎛程度の振動になると思います。
測定が終わるとモニターに0度にセットされているバランスピースを10度の位置に移動させるよう指示が出ます。
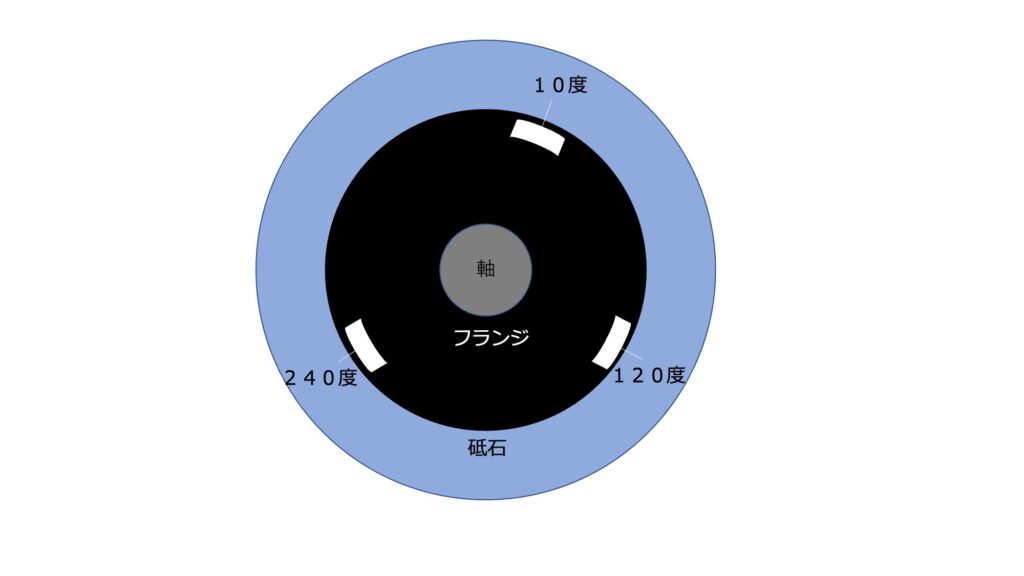
砥石回転を止め、その指示通り0度から10度にバランスピースを移動させます。
1回目の指示は必ず0度を10度に変更する指示が出ます。
恐らく10度の変化でバランスがどのくらい変化するかを記憶させそのデータを基に次回のバランス調整の異動角度を計算しているのでしょう。
10度にバランスピースを移動させたら、再度砥石を回転させ振動を測定します。
この時はおそらく大きな数値の変化はないと思います。測定後、バランスピースを動かす角度が指定されます。
バランスピース1が最初に0度にセットしたバランスピース、2が120度にセットしたバランスピース、3が240度にセットしたバランスピースです。1.10度 2.140度 3.200度 のような指示がモニター上に出ますので、砥石を止め、それぞれのバランスピースを指示された角度へと移動させます。
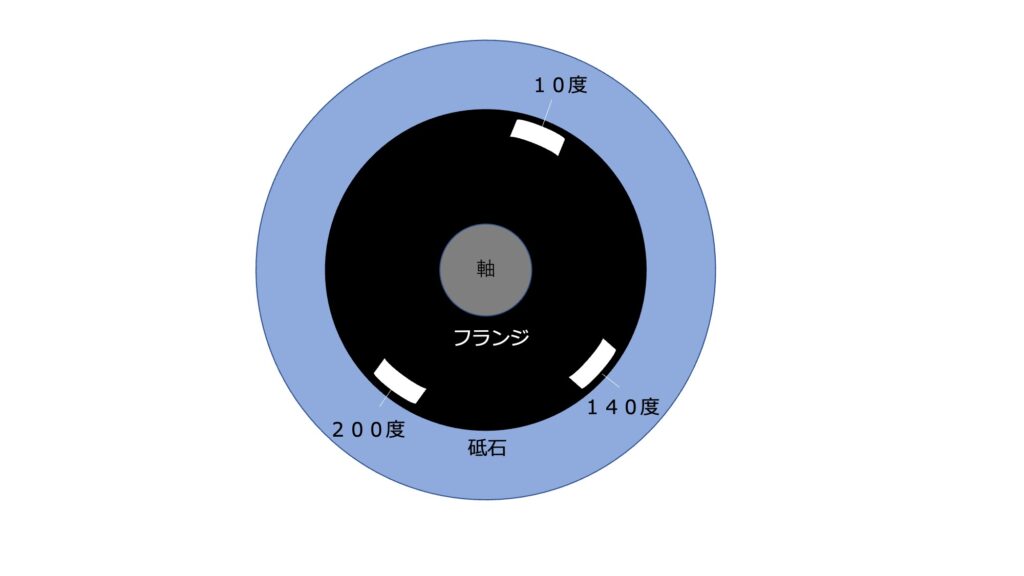
移動が終わったら再度砥石を回転させ振動数を測定します。運が良い時は、この一回で振動が0.05㎛程度まで小さくなることもあります。
振動が0.03㎛程度になるまで、指示された角度へとバランスピースの移動→測定を繰り返します。よほどのことがない限り4・5回行えばバランス調整は完了すると思います。この動バランス調整も、0.00㎛を求めても実現できないと思いますので、0.03㎛近くになったら調整完了するようしてください。
バランス調整を行う前とバランス調整を行った後では、砥石カバーに手を当てた際に感じる振動に大きな変化を感じられると思います。
また、最近の研削盤の多くにはこのバランサが操作盤に内蔵されています。
振動センサーも砥石頭内部に内蔵され、回転センサーも同様に砥石頭内部に内蔵されていますので、そのような機械の場合は、ポータブルバランサのようなセッティングの手間は一切かかりません。
砥石を回転させ操作盤に内蔵されているバランサを見ながら、ポータブルバランサ同様に、バランスピースの角度を指示通り移動させていく作業の繰り返しとなります。
ですのでポータブルバランサに比べるとセッティングの時間が無い分調整時間は短時間で終わります。
またバランスは砥石が摩耗してくると変化します。
ですので定期的なバランス確認が必要になりますが、研削盤に内蔵されていれば毎回セットする必要が無いので手軽に確認する事が出来ます。
私自身は普段からバランサ内蔵の研削盤を使用しており、ポータブルタイプのバランサと比べ手間や時間が大幅に削減される便利さを体感しています。研削盤を購入する際はバランサ内蔵モデルを購入されることを強く推奨いたします。
動バランス調整のポイント
- 砥石は水気を切った状態で行う
- 角度の調整を間違わないように注意する(間違ってしまうと一からやり直しです)
- 研削の時と同じ砥石回転数で行う事
- 砥石に巻き込まれないよう注意する事
- 0.03㎛前後になるまでは妥協しない事(面品位向上のため)
- 新品砥石の場合はドレッシングで全体をならした後にバランス調整を行うようにする
こちらの動画でもわかりやすく解説されています!ご参考にどうぞ。
バランス調整がうまくいかないときは?
時々どうやってもバランス調整が上手く行かないケースがあります。
その場合、もしバランサ内蔵モデルの研削盤であれば、まず砥石が装着されていない軸のみの状態でバランスを測定してみて下さい。
その際に非常に大きな数値が測定されると、研削盤の砥石軸に問題があるのでメーカーに連絡し、数値が小さければ次にフランジを交換してみて下さい。
フランジを交換し調整が上手くいき数値が小さくなれば最初のフランジに問題があるので、フランジの再制作をメーカーに依頼して下さい。
フランジを交換しても調整が上手くいかず数値が大きいのであれば砥石に問題があります。
砥石は各メーカーが品質の均一化に力を入れていますが、焼き物と同じような製作工程でありどうしてもムラが生じてしまいます。
そういった意味では砥石に問題があるケースもまれに発生しますので、そういった場合は購入した砥石メーカーに相談してみて下さい。
また購入してから数年たっている砥石は品質的に劣化している可能性がありますので、砥石の購入年月日は必ずわかるようにしておく必要があります。
湿気の多い場所に長期間放置されていた砥石はバランス調整が上手くできないケースが多く発生します。砥石の管理場所の環境や・管理方法も今一度確認し、より良い研削が出来る砥石の保管管理を行う事も重要です。
まとめ
バランス調整は研削作業において面品位向上や砥石摩耗の抑制等、多くの効果を生み出す大変重要な作業で、この調整を行わないまま研削を行う事は絶対にあってはならない事です。
静バランスよりも動バランスの方が効果は大きいので、バランス調整は可能な限り動バランスでの調整を実施するようにしましょう!


コメント
研磨屋TVさんの動画ですね!
すごくわかりやすいと思います。
弊社もお世話になってます。
https://youtube.com/@titTV787
内面研削盤の砥石はどうしたらいいのでしょうか?