

マシニングセンタのプログラミング基礎講座シリーズの第三回です!
前回は実際のプログラムを紹介しながら、 プログラム機能の概要と、”N”、”O”のコードについてご紹介しました。(前回記事は↓リンク)

今回は工具に関する機能である、Tコードとそれに付随するコードをご紹介します!
本記事の内容を理解できればそのままプログラムのブロックとして使える実践的な内容にしていますので、是非参考にしてください。




Tコード(工具機能)
T機能とは、ATCマガジンの工具交換位置に工具を呼出すときに使い、【T】に続く2桁の数値で指令します。
マシニングセンタにはATCマガジンに多くの工具が格納されていますが、その工具の番号を指令して呼び出すということです。例えば12番に格納されている工具を呼び出す場合はT12と指令します。
指令方法
T** (例:T12)
※T00は工具番号キャンセル指令
工具交換はM6指令が必要
例えばT12の指令だけでは工具の待機位置に12番の工具を呼び出すだけです。
工具を交換するためには、ツールチェンジのコードM6を指令する必要があります。
【G43,G49】工具長補正も合わせて覚えよう
マシニングセンタでは、通常20本以上の工具をATCに装着できます。当然工具ごとにその長さは異なりますよね。このとき、工具の長さの違いを考慮せずにプログラムを作成してしまうと、工具とワークがぶつかってしまいますので、機械に工具の長さを教えてあげないといけません。そのために、工具長補正(G43, G44, G49) を活用します。工具長補正を適切に設定することで、工具ごとの高さ調整が不要になり、自動で加工を行うことができるようになります!
つまり、長さの違う工具を使っても、同じ加工であれば同じようにプログラムが組めるということです。
ここで使用するのはGコード(準備機能)です。
Gコードとは?
Gコードは後々の講座で詳しく解説するのですが、準備機能と言ってブロックで行う動作の内容を指定する機能です。
様々なGコードがあるのですが、今回は工具長補正に関わるコード(G43,G49)のみを解説します。
工具長補正の指令方法
G43H**Z** (例:G43H2Z100)
G49
解説
まず、G43は、工具長補正番号Hにあらかじめ入力しておいた補正値にZ方向の刃先位置を補正するコードです。
マシニングセンタには、工具長補正番号に対応した工具長補正値を、設定画面でに入力できるようになっています。
下画像がその設定画面の例です。H1が補正値179.851、H2が198.180の補正値が設定されていることが分かりますね。
下画像のように設定されているとすれば、G43Z100H2と入力した場合、Z座標が198.180mmだけ補正されたうえでZ100に移動します。
つまり、工具の刃先が原点(大抵はワーク上面)から100mm上で止まる挙動になります。

G43・G44・G49の違いと用途
工具長補正関連のGコードを表にして解説しておきます。
| コード | 用途 | 特徴 |
|---|---|---|
| G43 | 通常の工具長補正 | H番号でオフセット値を指定し、工具長をプラス方向に補正する。一般的に使用される |
| G44 | 逆方向の工具長補正 | 工具長をマイナス方向に補正するが、実際には全くと言ってよいほど使用されない |
| G49 | 工具長補正キャンセル | 設定された工具長補正を無効にし、補正をリセットする |
G43、G49の他に、同系統のコードとしてG44というものが存在します。一方で使用することは全くないといっても良いコードですので、覚える必要はないでしょう。
工具長補正を使用する際の注意点
✅ G43を使用する場合は、H番号を指定する → 適切なオフセット値を設定しないと誤った高さで加工され、クラッシュする可能性があります。
✅ 工具交換時にはG49で補正をリセット → 工具交換時にはG49を使用して補正をクリアし、新しい工具を適用する前に高さをリセットするのが基本です。私の使用するオークマの機械もそうですが、機械によっては使用する必要がないコードです。
✅ G44(逆工具長補正)は使用されない → 一般的に、工具長補正はG43が使用され、G44は特殊な用途でしか用いられません。
工具長補正値の設定について
ここで合わせて解説しておきたいのが、 工具長補正値の設定方法についてです。プログラムからは離れますので、プログラムのみ知りたい方は読み飛ばしてくださいね。
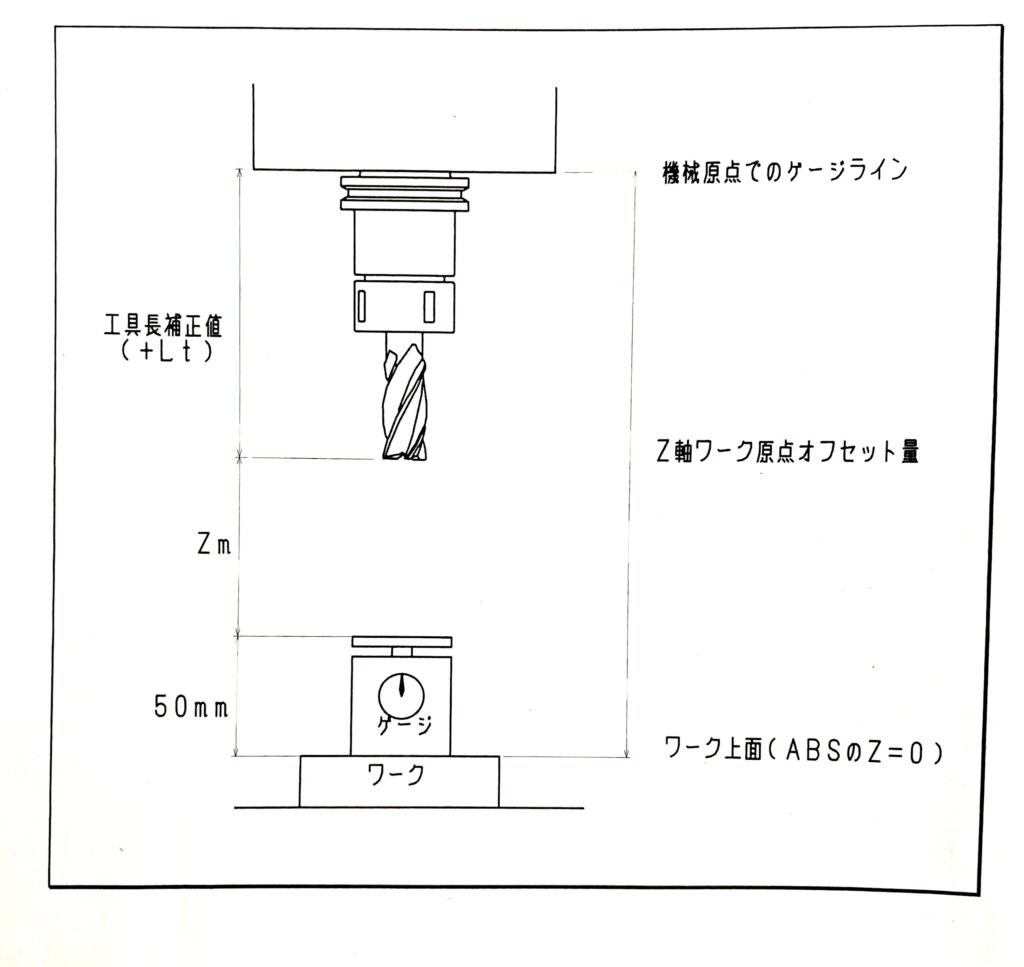
工具長補正値を設定するためには、工具の長さを測る動作を機上で行います。
まず、タッチセンサー等を使ってZ方向の基準面を原点(Z0)に設定しておきます。
私は、勤務先ではバイスの上面を基準面とすることが多いです。
そしてその上に下図のような押し込み式のゲージ(ハイトプリセッタ)を設置し、例えば100mmのハイトプリセッタであれば、ハイトプリセッタに工具を当ててきっちり100mmになるところでその位置情報を工具長補正量としてマシニングセンタに入力します。
T2に設置したツールでしたら、番号を対応させてH2の補正番号に入力するのが良いです。
これの作業を工具を付け替えるたびに行い、工具長補正値を設定していきます。

この作業は工具を付け替えるたび、ほぼ毎日行う基本作業です!
Tコード、工具長補正を使ったプログラムの実用例
今回ご紹介したコードは、マシニングセンタプログラムにおいて必ず登場すると行っても良い、決まり文句となるコードです。
その実用例をご紹介します。
T2M6
G90G0X0Y0T3
G43H2Z100
・
・
・
・
G49
解説
・T2M6で、2番の工具を待機位置に呼び出し、M6で工具交換して主軸に取り付けます。
・T3で、3番の工具を待機位置に準備します。(G90G0X0Y0は後々の講義で解説します)
・G43H2で、H2にあらかじめ入力してあった工具長補正を呼び出し、その補正でZ100に移動します。
・G49で工具長補正をキャンセルします。
総括・次回について
今回は、TコードとG43,G49について学習しました!工具呼び出しと、工具長補正を行うコードです。
プログラムを組む際は毎回使うコードですので、ぜひ押さえておいてください。
次回はSコード、主軸機能について解説します!
〜ファナック.jpg)
コメント