


前回の記事ではプログラミングを行う前の基礎知識を学びました。

今回からは本題のプログラミング知識について解説していきます!




NC旋盤のプログラム構成
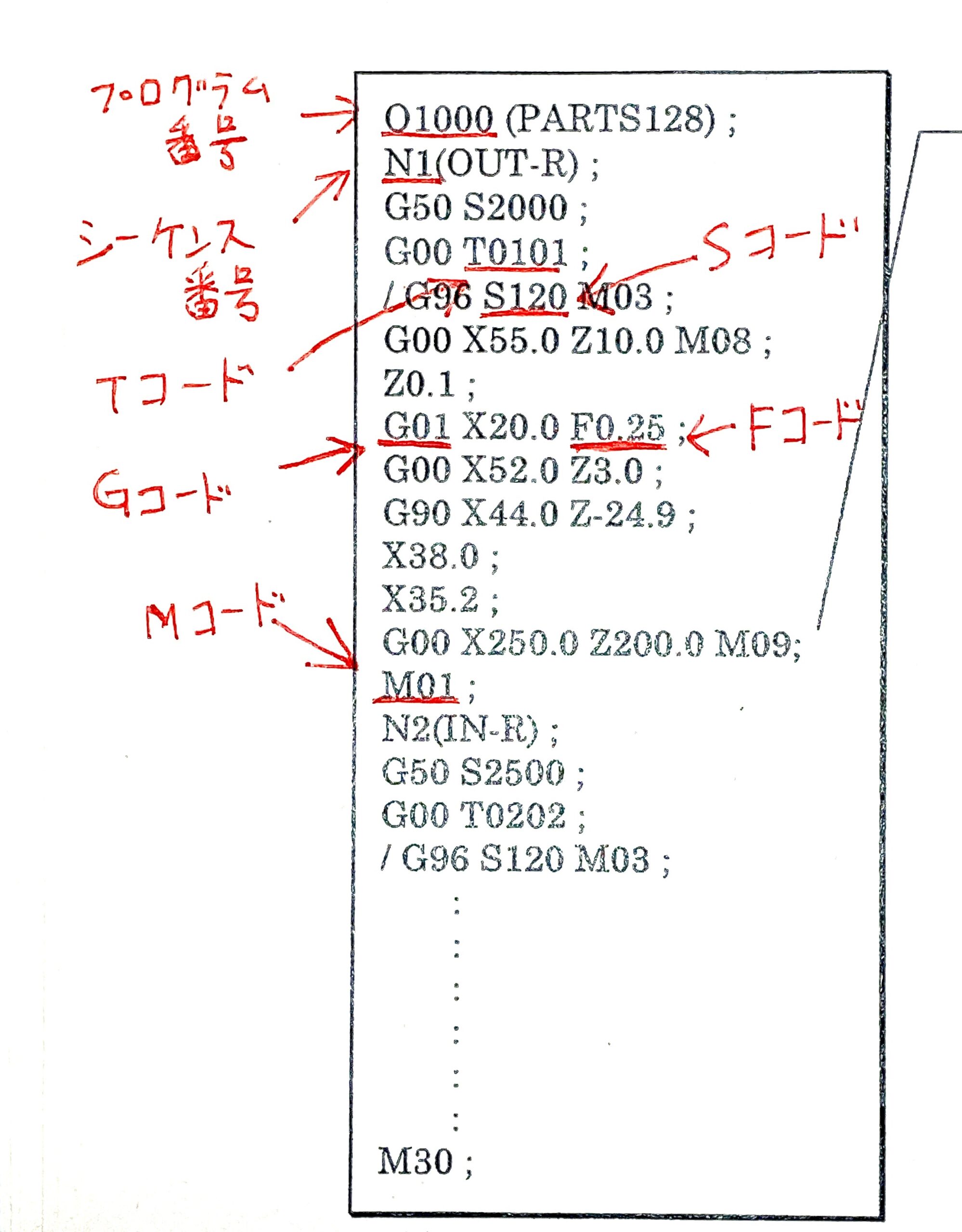
こちらがNC旋盤の実際のプログラムです。
汎用旋盤では、何の工具を使い、どのくらいの回転数、送りで加工するかを考えながら加工しますよね。NC旋盤でも同じことです。
そういった刃物の情報や切削条件などがすべて上の例のようなプログラムに盛り込まれています。
プログラム機能の紹介
全ては紹介しきれませんが、イメージがわきやすいようにまずはプログラム機能の一部を紹介します。
- 工具を選ぶ→ T機能(工具機能)
- 回転数を決める→ S機能(主軸機能)
- 主軸を回す・止める→M機能(補助機能)
- 切削送り・早送り→ G機能(準備機能)
- 送り量を決める→ F機能(送り機能)
上記は一例ですが、こういった機能を組み合わせて1行のブロックを構成し、さらにそれらのブロックを組み合わせることでプログラムを作成します!
「O」プログラム番号
組んだプログラムは、当然ですが機械の中に保存しておくことが可能です。
その際に呼び出しやすくするため、「O」に続く4ケタ以内の数字をつけます。
指令方法:O****(コメント文)
Oナンバーの後に、例えば「(PARTS NO-135)」のようにコメント文をつけておくとプログラムを整理する際に便利ですのでおすすめです!
「N」シーケンス番号
プログラム中の目的の工程がどこにあるかを探しやすくするためにつけるのが「N」シーケンス番号です。
指令方法:N****
例えば、端面荒加工プログラムのはじめにN1、外径荒加工のプログラムのはじめにN2、穴あけ加工のはじめにN3・・・
といった具合に各工程の頭につけ、例えば穴あけ加工がどこからか・・・などを探しやすくすることができます。
とはいえ指令しなくていけないものではないので、必要を感じたときに使えばOKです。
次回は工具機能、Tコードを解説!
次回はTコードをはじめとした、実際に機械を動かすプログラムを学んでいきます!


コメント