
NC旋盤のバイトの中で、最も種類が必要なのが内径バイト(ボーリングバー)です。
本記事では内径バイトはどんな径や材質のものを揃えればよいのかということを、私の勤務先のものを例にして解説していきます!
勤務先にある内径バイトは主に三菱マテリアルのもので、一部京セラのものも使っています。
画像は公式HP・カタログから引用しています。




勤務先にそろえている基本的な内径バイトを公開!
本記事の趣旨に沿って、基本的なバイトだけを紹介していきます!
勤務先では主に三菱マテリアルの内径バイトを使っています。
基本的にはディンプルバー
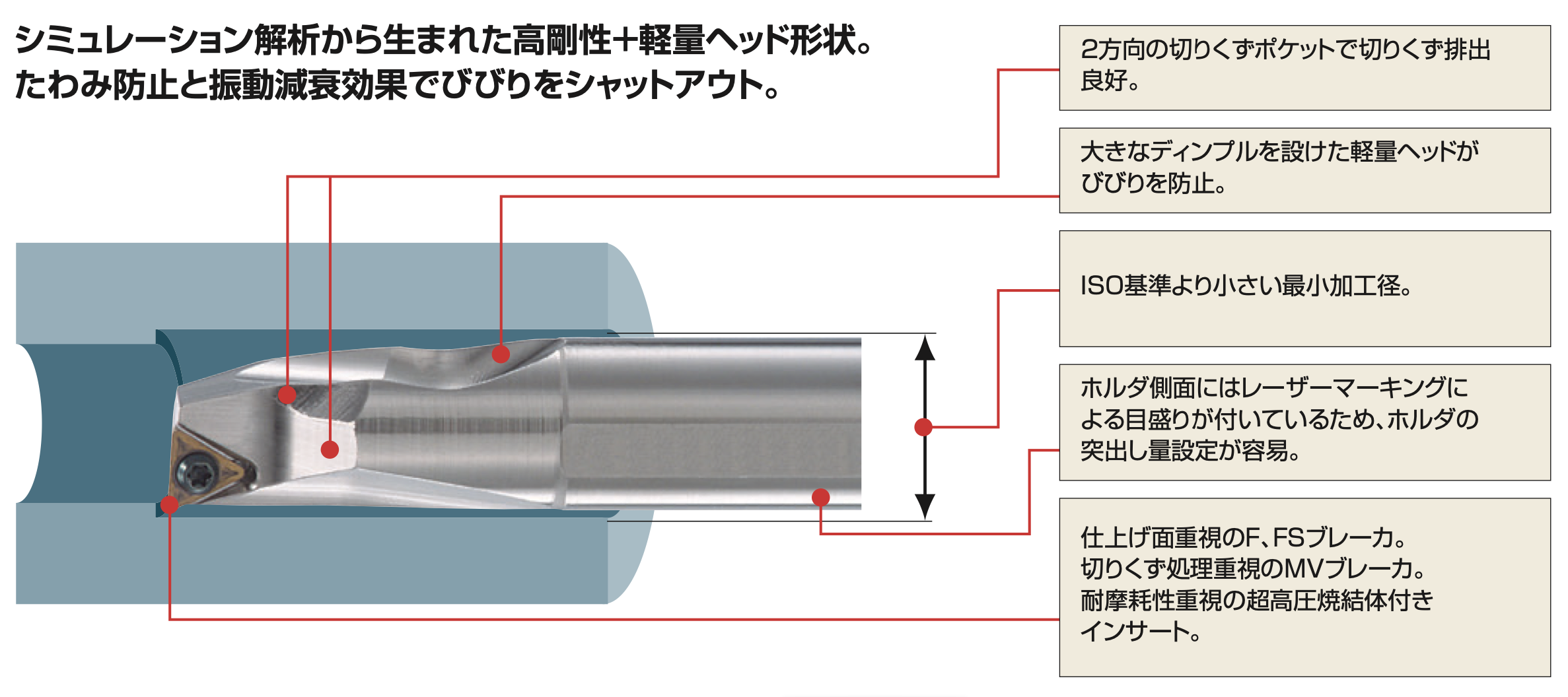
基本的に使っているのはこの三菱マテリアルのディンプルバーです。ちなみに型番はFSTUP。
まず勤務先では通常のディンプルバーは以下の径のものを揃えています。本数は NC旋盤一台あたりの本数です。
- 最小加工径φ10のもの 2本
- 最小加工径φ12のもの 2本
- 最小加工径φ14のもの 2本
- 最小加工径φ18のもの 2本
- 最小加工径φ22のもの 2本
- 最小加工径φ32のもの 1本 ←後述しますが使い勝手が悪いのでコレはいりません
本数が基本的に2本ずつあるのは、荒と仕上げで分けて使うためです。
最小加工径φ22のうち1本とφ32のディンプルバーは少し長すぎるので、溝入れバイトで突っ切って短くし、使い勝手をよくしています。
チップ材種は荒加工用のMC6025(断続切削可の鋼材向け)と、VP15TF(断続切削可のステン・鉄向け)の2種類を使っています。 MC6025は断続切削に適したチップなので生爪加工にとても便利です。生爪であれば荒も仕上げもこれ1枚でできてしまいます。
仕上げ用にはノンコートサーメットNX2525の勝手付きのものを使っています。
チップについては参考までに書きましたが、特に仕上げ用のチップには改善の余地があると思っており、特にステン用でおすすめのチップがあれば教えていただけると嬉しいです。
仕上げ用に超硬シャンクのディンプルバーも必須!
勤務先では単品ものを加工するので、9Dくらいの深穴の内径加工もたまにでてきます。
そんなときになくてはならない存在が超硬のディンプルバー。型番はFSTUP-Eです。
通常のバイトと超硬バイトではやはりびびり方が全く違います。
価格については特に最小加工径φ18くらいになってくると高価ですが、それだけの価値があると思います。
仕上げ用にこれらの超硬バイトは持っておくことを強くおすすめします!
- 最小加工径φ10のもの 1本
- 最小加工径φ12のもの 1本
- 最小加工径φ14のもの 1本
- 最小加工径φ18のもの 1本
超硬バイトもチップは通常の内径バイトと共通のものを使っています。
荒加工用にはネガチップのボーリングバー
先程紹介したディンプルバーは、仕上げや生爪加工などのニガシを入れる加工には便利なのですが、荒加工ではチップの形状から切りくず処理があまりよくありません。
そのため荒加工の場合はこちらを使うことの方が多いです。
三菱マテリアルP型ボーリングバーのA-PWLNです。
このバイトのメリットはネガチップを使っているので経済的にチップを使えること。ポジチップの倍の6コーナー使えます。
またステン用のチップを使えば、ステンでもap2.0mmほどでばりばり削れます。
断続切削用のチップを使えば、生爪でもap2.0mmほどで削れてしまいます。
以下勤務先にあるバイトのリストです。
- 最小加工径φ20のもの 1本
- 最小加工径φ25のもの 1本
- 最小加工径φ30のもの 1本
あとは外径荒用の6角形のチップを流用できる内径バイトも使っています。
これは最小加工径φ40です。 削り量の多い加工でもこれを使えばかなり速く削れます。
小径加工用のバイトも揃えておくべき
単品ものの加工では、φ6の内径加工など、小径の内径加工を行うこともあります。
リーマで対応する手もありますが、内径バイトの方がむしれなどのトラブルが起きにくく、さらにφ6.3などの端数や、H7以外の交差にも対応できるなど汎用性が高いです。
なので、小径加工用の内径バイトも揃えておきましょう。
私の勤務先では三菱マテリアルのSCLCを使っています。
- 最小加工径φ5のもの 1本
- 最小加工径φ6のもの 1本
- 最小加工径φ7のもの 1本
- 最小加工径φ8のもの 1本
これほどの径になってくると超硬シャンクでないと不便で、事実超硬シャンクしかラインナップされていません。
径が小さいので、超硬といってもそれほどの価格にはなりません。
勤務先では全てSCLCですが、SCLCは最小加工径φ5と一番小径のものがラインナップされているかわりに、チップがひし形のため、2コーナーしか使うことができません。
これらのバイトは私が勤務先に入社する前から使っていたもので、今もし改めて買い直すのであれば最小加工径φ5以外のφ6〜8はSWUBを選びます。
SWUBはチップが3コーナー使えますからね。
最小加工径φ5のものは2コーナーチップのものしか使えないので仕方ないです。
SCLCのチップはタンガロイの微粒子合金をのものを使っている
勤務先ではもともとSCLCにノーズR0.2のノンコートサーメットのチップを使っていました。
しかしこれが特にステンレスの加工でパキパキ欠けて非常にストレスなので、タンガロイの微粒子合金のノーズR0.4のものに変えました。
これがかなり調子がよく、ステンでも欠けることなくきれいに削ってくれます。
ただ、やはり鋼材を加工しようと思うとノンコートサーメット、NX2525の方が調子がよく、専らステン用で使っています。
どちらにせよおすすめのチップです!
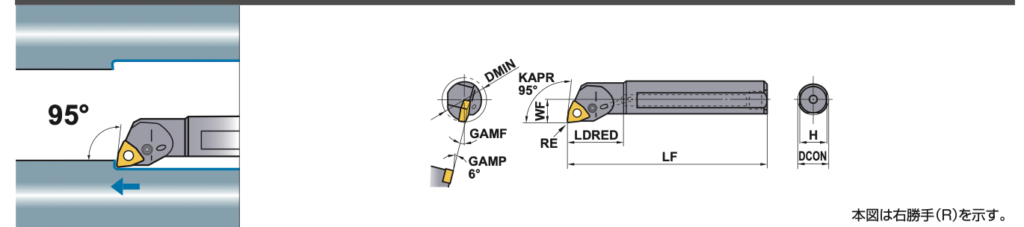
京セラの最小加工径φ27のディンプルバーもあったほうが良い
はじめの方に書いたディンプルバーで、最小加工径φ32のものがありましたね。
正直これは使いづらいためおすすめはしません。
なぜかというとシャンクがφ25なのに最小加工径がφ32と大きく、例えばφ30H7の交差に使えないからです。
このような交差を削れるように、勤務先で購入したのが京セラのダイナミックバーです。
ダイナミックバーという名前ですが、三菱でいうところのディンプルバーです。
この京セラのダイナミックバーには、三菱のディンプルバーより優れている点が2点あります。
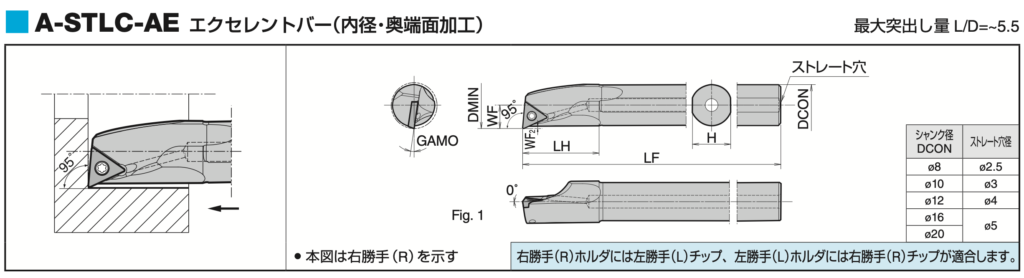
1点目はφ25のシャンクでありながら最小加工径がφ27で、φ30H7のような内径も仕上げられること。
2点目は工具の素材が鋼と超硬だけでなく、エクセレントという鋼と超硬の中間のような材質を選べることです。
φ25のシャンク径ともなると超硬のバイトにするとかなり高価になってきます。エクセレントであれば、ある程度びびりは抑えながら価格も抑えることができ、丁度よい塩梅です。
このバイトは深穴の仕上げでしょっちゅう活躍しており、かなり買ってよかった工具の一つです。
注意点はシャンクφ25で最小加工径φ27と、切り粉の抜ける隙間が片肉1mmしかないため、荒加工には使えないということです。
一度使ったことがあるのですが、切り粉がその1mmの隙間を通ることができず、ボリボリと嫌な音がしながらの削りになってしまいました。切削後は切り粉がむりやり通ったあとのキズがダイナミックバーにしっかり残ってしまいました(^^;
おすすめバイト・チップの情報をお寄せください!
内径バイトの世界、バイト本体・チップともにまだまだ試してみたいものがたくさんあります。
お金が必要なだけに、なかなか最適解を検証することができない分野ですよね。
「このバイト・チップがおすすめ」といった情報、参考にさせていただきたいと思いますので、コメントいただけると幸いです!

コメント