
マシニングセンタ加工において、加工の幅を大きく広げてくれるCAD・CAMですが、正直NC旋盤ではあまり使いどころがありません。
なぜならマシニングセンタは普段3軸同時に動かさないところをCAD/CAMで動かせるというメリットがありますが、NC旋盤には2軸しかなく、普段からその2軸を同時に動かしているからです。
ミーリングつきのNC旋盤であればマシニングセンタと同様に使い所もあると思いますが、今回は通常のNC旋盤で使える例を考えてみます。




対話や手打ちで作りにくいプログラムを作れる
結局、普段対話では作れないプログラムをCAD・CAMで頑張って作るというくらいにしか使いみちがないように思えます。
実用的かどうかはさておき、いくつか考えてみました。
切り屑を切りながらの内径荒加工
内径荒加工はオークマの対話では引き抜き操作をプログラムすることができません。
なので1度引き抜くたびに別の工程としてプログラムしなければなりませんが、それをやってしまうと膨大な行数を手で入力しなければならなくなってしまいます。
対話を使わない手打ちのプログラミングでも同様です。
そんな場合にCAD/CAMを使えばプログラミングを行うことでき、ねばい材料の深い穴ぐりでも問題なく加工できるようになるんじゃないかと思います。
トロコイド動作で一本の工具で加工する
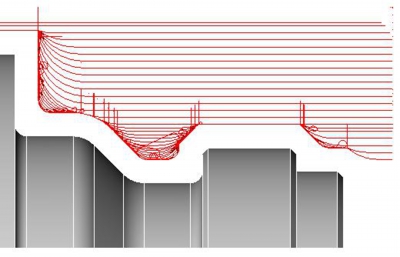
画像のような動きをトロコイド動作といいます。
要するに、完成形状さえ指定しまえば、例えば丸駒など一本の工具で全て形状が加工できてしまうということです。
この形状、普通にプログラミングすると、普通の荒仕上げバイトに加えて逆勝手のバイトもしくは溝入れバイトや丸駒バイトを使わないと溝部分を加工できませんよね。
工具を交換する工程を短縮できますので、数物を加工する際には活躍する場合がありそうですね。
丸駒バイトで切り粉を切りながら溝加工
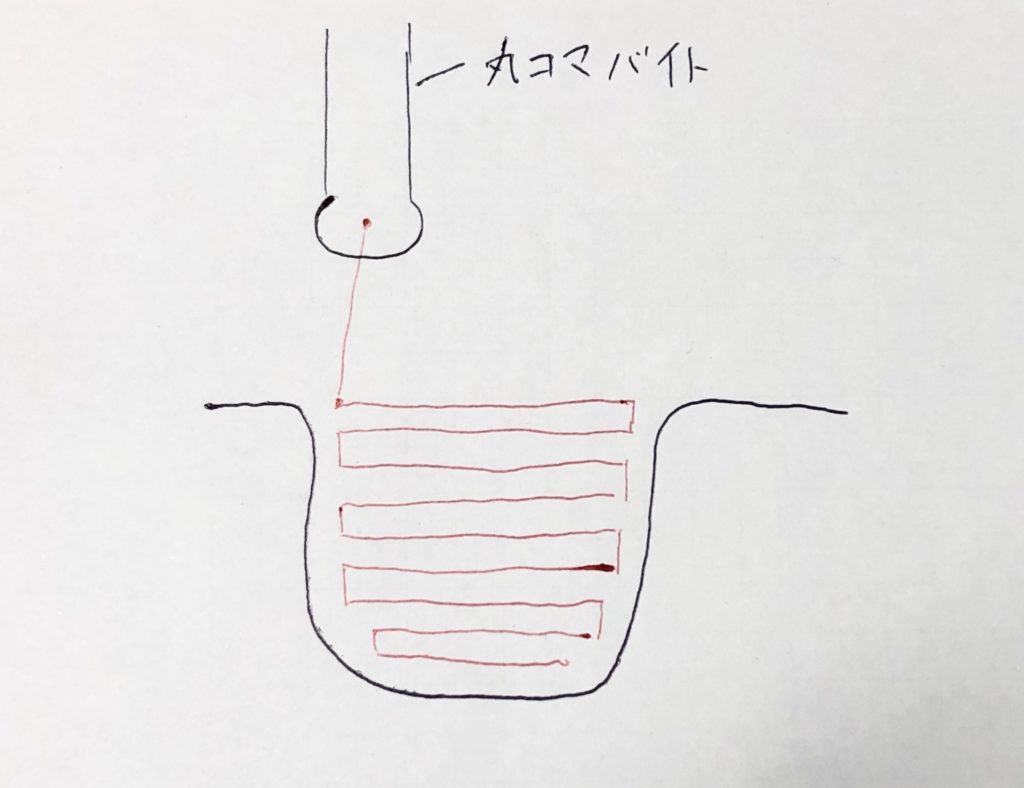
こんなふうにジグザグに丸駒バイトで溝を加工するような場合です。
対話だと片側から送ることしかできませんし、手打ちでも画像のようにジグザグに動くようにしようと思うと大変な手間がかかります。
CAD/CAMだとこんな動きも容易そうです。
大量の数物で少しでもサイクルタイムを短くしたい場合に活躍しない可能性がないとは言えませんが、あまり実用性は無いかもしれませんね。

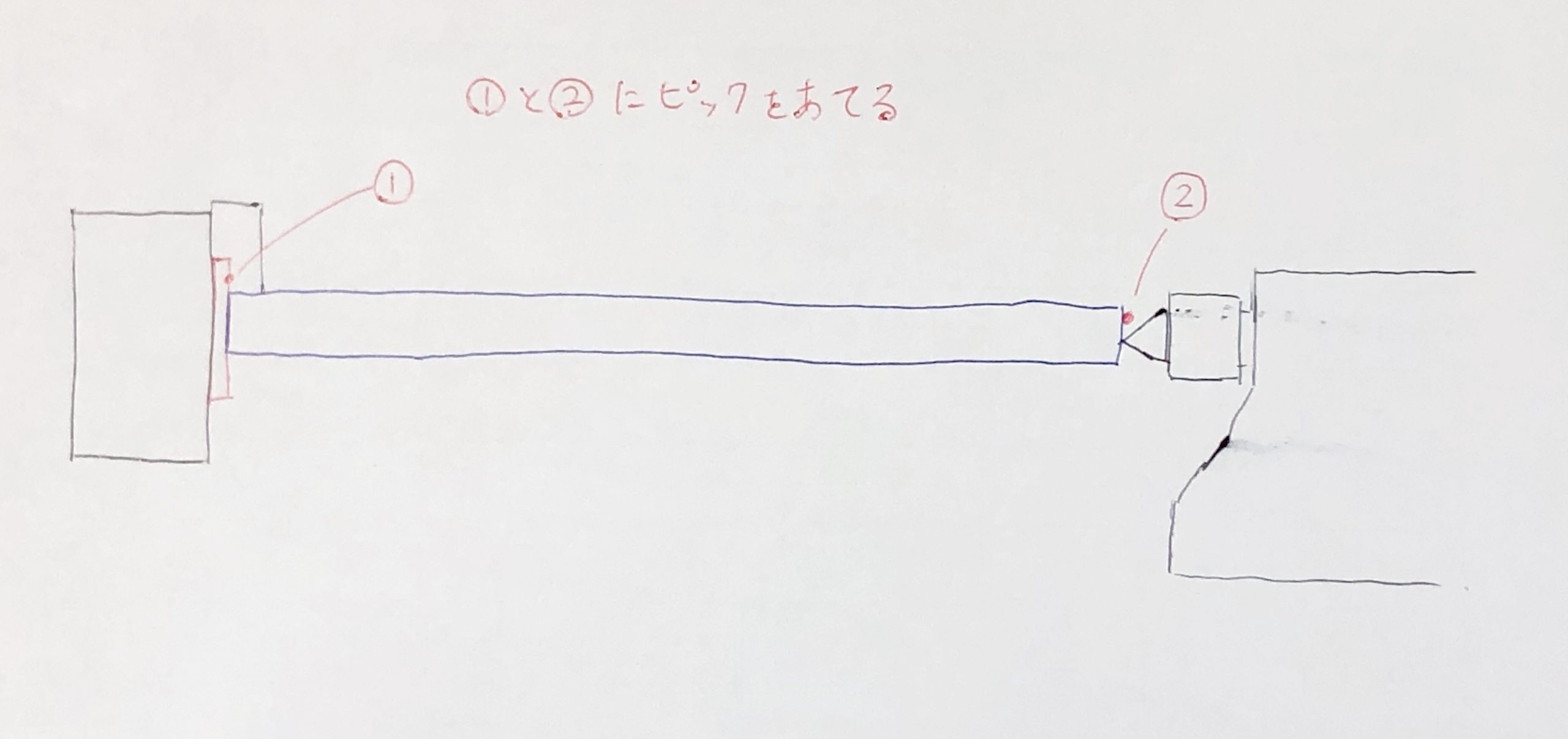
丸駒のバイトでこんな動かし方もできます。
これなら切り屑処理も問題なさそうですね。
CAD/CAMは複合機で活躍する
NC旋盤ではあまり活躍の場がないCAD/CAMですが、複合機になると活躍の場が大きく広がります。

こんな加工もできるようなともなると、だいぶ加工の幅が広がりますね。
私もいつかは挑戦してみたいと思っています。

コメント