
私はポリテクセンター中部の機械加工技術科で学んだ後、現在NC旋盤・汎用旋盤の職人をしています。
職業訓練で学んだことは色々役に立ちましたが、その一方で全く役に立たなかったこともありました。
その内容をお教えします!




光明丹を使ったヤスリ手仕上げ

ヤスリの手仕上げで金属面を平らにする作業を結構時間をかけて行いました。
上画像のようにワークをヤスリを手でかけた後光明丹を定盤に塗り、ワークをこすりつけて光明丹がついているところをチェック。光明丹がついているところをさらにやすりで削っていって平らにするという作業を行いました。
これは現場では全く使わない技術で、その割には2日間くらいは時間がかかったので、時間がもったいなかったと思います。
やすりで仕上げなくても、マシニングセンタのフルバックで一発引いてしまえばそれで終わりですからね(^^;
材料の理論に関する講義
鋼材はなぜ小さく曲げるともとに戻るが、大きく曲げるともとに戻らないのか・・・ということや、ステンレス、アルミなど金属の種類についてなど、なかなかマニアックなことを学びました。
この分野も1週間くらいは座学で講義がありました。興味深い内容で面白くはありましたが、勤務先で役に立つ知識があったかというと全くありませんでした。
ステンレス等の材種に関しても、このような材種があるということは教えてもらえましたが、この材種にどんな特性があるということまではやらなかったため、意味ない知識だったというのが正直な感想です。
金属の弾性についても原子レベルまで紐解いて解説してもらいましたが、そこまで細かく知っておく必要はなかったと思います。
引張り強度検査も行いましたが、その測定単位や測定方法も全く使うことがないのでもう忘れてしまいました・・・。
ネジ切り込み表を使ったねじ切り
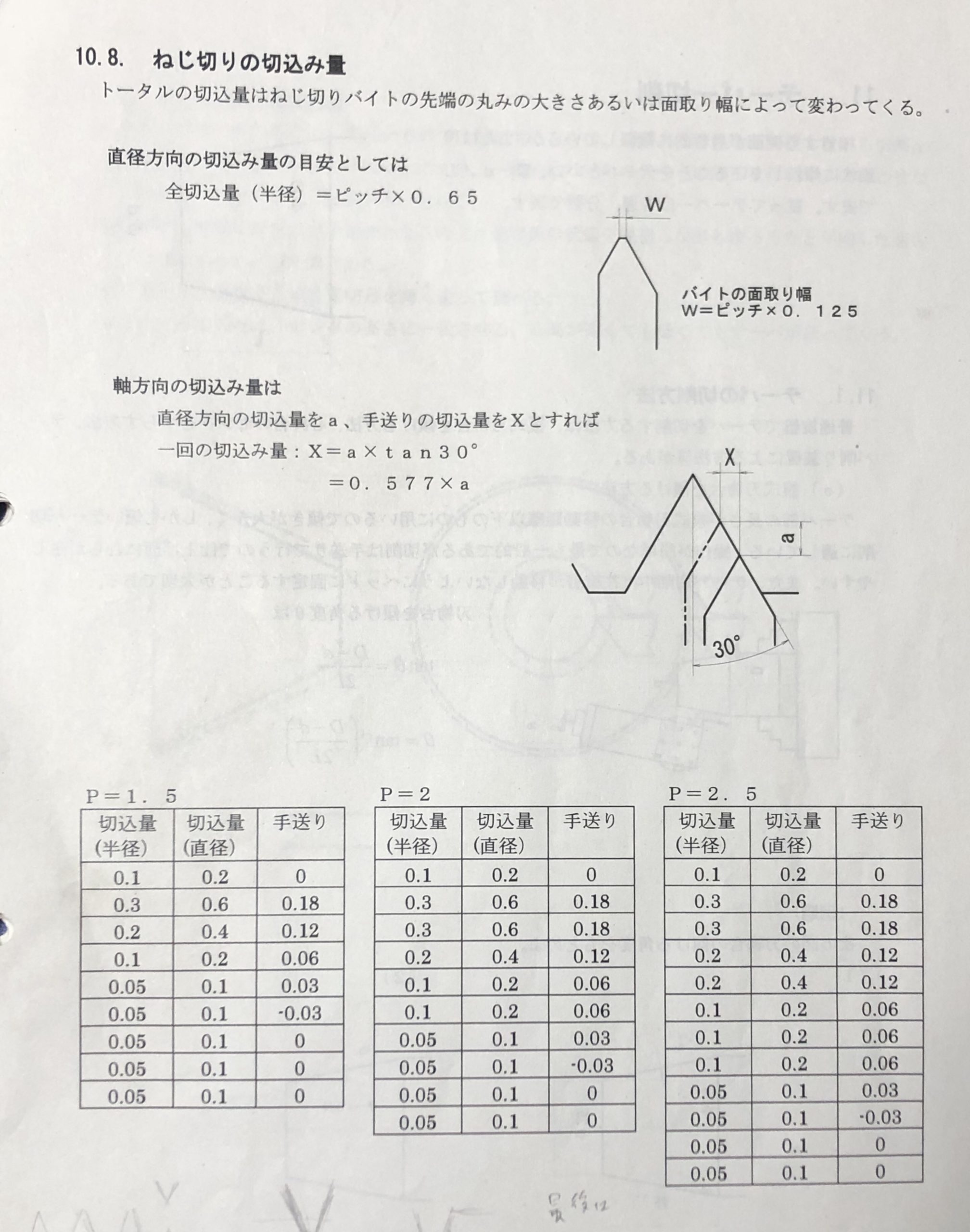
汎用旋盤でネジを切ったことがある方はわかると思いますが、ねじ切りを行う際にわざわざ計算して上の画像のようなネジ切り込み表なんて作りませんよね!
実際の現場では初めの方は0.2~0.5mmくらいで切り込んで、大体感覚できつくなってきたら0.1ずつ切り込むようにします。
ですが職業訓練で習ったのは、ネジ切り込み量の計算式・・・。
そしてこの表どおりにネジを切るようにと、切り込み表を渡されてそれ通りにねじ切りをします。
そして表通りに切り込んでネジを切っていくのですが、計算された表なのにも関わらず表の最後まで切り込み終えてもナットが通らず、さらに5度くらいは余分に送らなければなりませんでした。
切り込み表があるせいで逆に時間がかかるような状況になっていたということが、汎用旋盤を使えるようになった今ならわかります。
切り込み表や計算式の説明はちらっと言う程度にとどめて、実用的な切込みの方法を教えてもらえると助かりました。

コメント