


前回は生爪の最も頻度の高いチャックメイトを使った成形方法を紹介しました。





こんな爪を成形したいときはチャックメイトが使えない・・・
チャックメイトは大変便利ですが、チャックメイトの内径より大きい径の生爪は成形することができません。
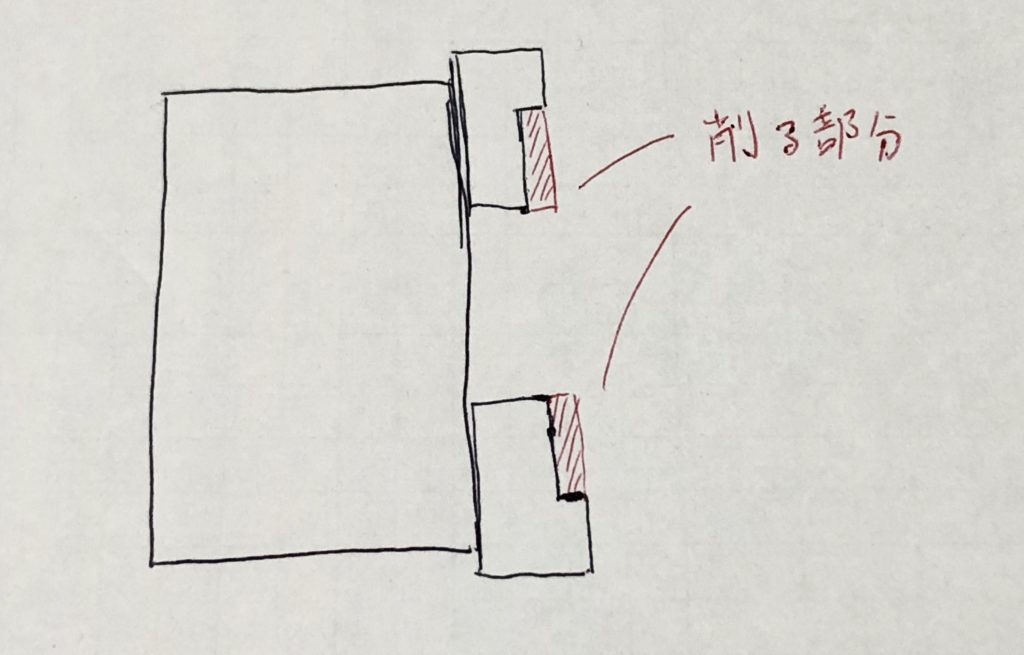
例えば上の画像のように、外径φ170、深さ8の生爪を成形したい場合はどうすれば良いでしょうか。
芯金をつかんだ状態で爪を削る
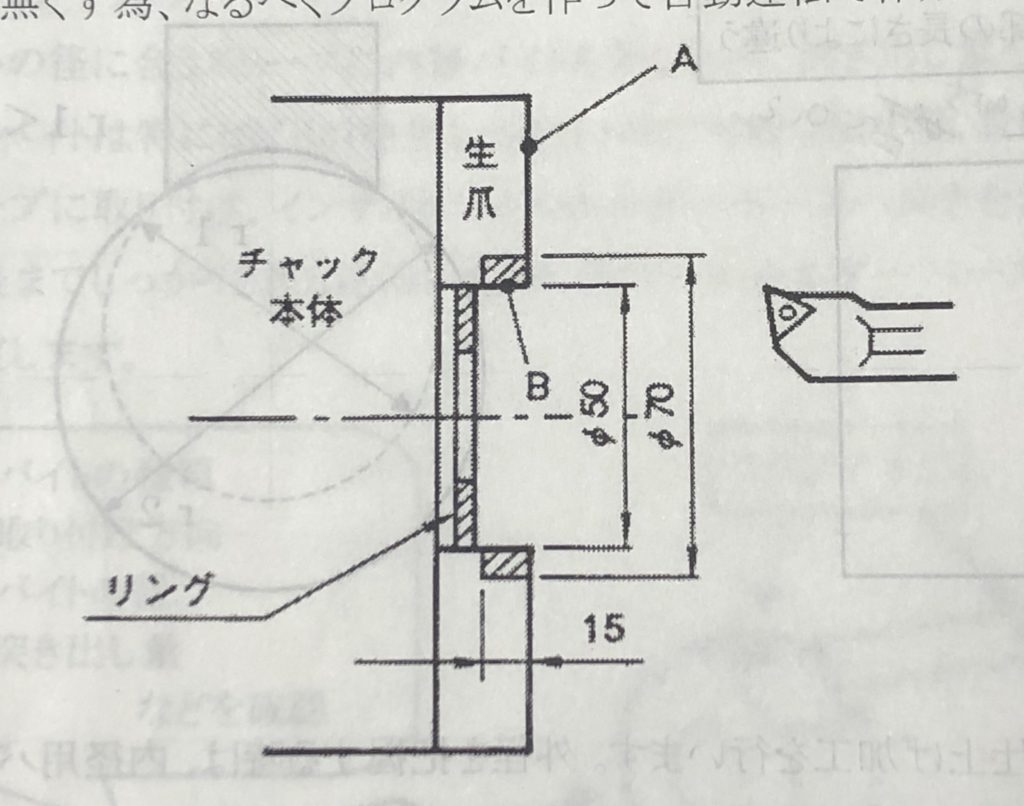
芯金(しんがね、リング)をくわえてチャックを締めた状態にすることで、芯を出して爪を加工することができます。
実はこちらの方法がチャックメイトを使った方法よりオーソドックスで基本的な方法です。
では、このやり方を使って段取りをする順序を解説していきます。
セレーション高さをあわせるところまでは前回と同じ
セレーション高さを合わせるまでは、前回のチャックメイトを使った方法と同じです。
ですが、芯金の大きさが丁度いいものがなかった場合に備えてまだケガキ線は入れないようにしてください。
爪に合うサイズの芯金をつかむ
このとき、掴んだときに掴みの深さ(爪位置)が前回説明したちょうど良いところにくるような芯金をつかみます。
芯金はSUS304のピーリング材のように、完璧な真円になっていないものでも大丈夫です。
といってもちょうど良い径の芯金がいつでも転がっているとは限りません。
ちょうどよいものがない場合は、それに近い径の芯金を用意し、セレーション位置を調節して合わせましょう。
私の勤務先では適当な金属の円盤がいくつか在庫でとってあるため、それを使います。
適当な芯金がない場合は、以下のような商品を使う方法もあります。


チャックアジャスタブルダミーという商品です。
画像のようにジャッキのように掴む径が調節できるようになっており、これ1セット購入しておけば、必要な芯金を用意する手間が省けます。
勤務先にはありませんが、チャックメイトが使えない範囲の大径用があれば便利かなーとは思います。
個人的には、2台以上NC旋盤があって、手頃な円盤が転がっていない環境であればあったほうがいいかなと思います。
加工し、けがき針で印をつける
ここまで段取りできれば、後は前回解説した方法で削るだけです。
削った後はセレーション高さがわからなくならないよう、けがき針で印をつけておきましょう。
また、例えばφ170深さ8の爪でしたら、φ155くらいで爪の2段目を削れるところまで削っておくと逃がしになり、凸型のワークを逆向きに掴んだりなどクランプの幅が広がりますのでおすすめです!
内張りの爪を成形する際はリングを使うのがベスト
内張りの爪を成形したい場合、外径にリングを設置し、爪を開いた状態で削ることになります。
ですが爪の外側を囲う大きさのリングを用意するのはかなり大変です。
針金を使って加工しているところもあるようですが、危ないためあまり推奨できるものではありません。
芯の精度が必要ない場合は芯金を掴んで削る
芯が完璧に出ていなくても良い場合、通常の締めの方向で芯金を掴み、内開きの爪を成形する方法もあります。
冒頭で紹介した方法を使い、そのまま外径を削っていくということです。
この場合、爪成形時(締め)と爪を使う際(開き)では力がかかる方向が逆になってしまうため、芯が出ません。
0.1くらいはズレると思っておいたほうが良いです。
数が少ない場合など、そこまでの芯精度が必要ない場合はこの方法を使うと良いです。
私も主にこの方法で内開きの爪を成形しています。
爪成形は練習しておこう!
爪の成形は初めこそ面倒ですが、慣れてしまえばそれほど時間がかかるものではありません。
必要なときにすぐに爪を作れるようになっておけば、爪のバリエーションも増えてどんどん加工が楽になっていきます。
爪成形の作業は、NC旋盤を使うのであれば不可欠とも言えますので、しっかり練習しておきましょう。

コメント