
前回はねじ切りダイヤルを使ってねじを切る方法を解説しました。

今回は、実際にねじを切る手順と、ねじ切りの際のコツを公開します!
また、ねじ切りに関してはこちらの記事も合わせてご覧ください(^^




汎用旋盤でねじを切る手順
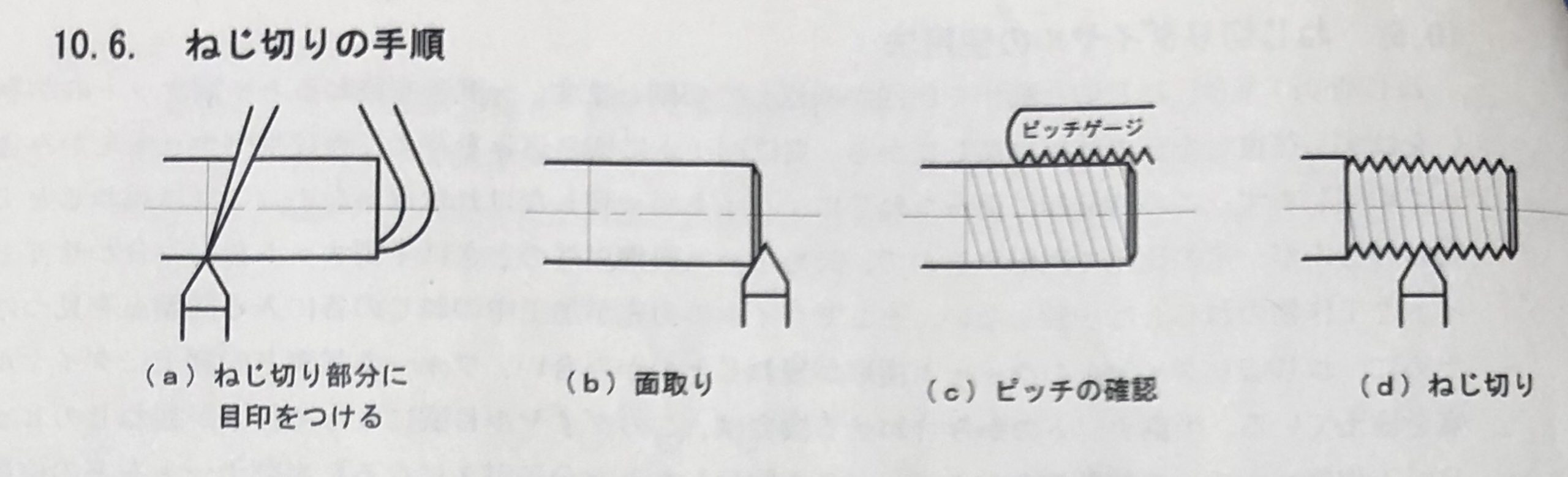
ねじ切りの手順は上記の画像のとおりです。
順に解説していきますね。
ねじ切りの終点に目印をつける
まず、ねじの切り終わりの点に目印をつけましょう。
画像では目印をつけるのにパスを使っていますが、ねじ切りバイトでつけるのが基本です。
このとき注意するところは、ネジの不完全部の分を考慮して目印をつけるということです。
不完全部とはネジの切り終わりのねじ山が浅い部分のことで、この部分にはナットが入りません。
なので、不完全部の分だけねじの切り終わりの点を奥に設定しておく必要があります。
具体的には、ネジ有効部の寸法にピッチ分を足したくらいが丁度いいです。
例えば有効20のねじを切る図面指示でピッチが1.5の場合、21.5に目印をつけ、そこまでねじを切るといった具合です。
デジタルスケールのついた旋盤であれば、刃先を目測で端面にあわせ、0にした上で目印を付ける位置までねじ切りバイトを動かし、そのままワークをつついて印をつけます。
面取り
次に、ネジの切り始めの部分に面取りを行っておきます。
通常の45度の面取りでも、ねじ切りバイトを使った60度の面取りでもどちらでもOKです。
ネジを切った際に端面に返りがでないように、ねじ切りの際の切り込み量より大きいC面をとっておきます。
ピッチを確認の上、ねじ切りを行う
次にピッチの確認を行います。
ねじ切りのピッチをハンドルで合わせ、試しに1パス切ってみましょう。
ピッチを確かめるのが目的なので、切り込み量は0.05mmくらいで十分です。
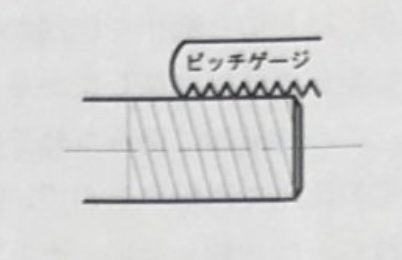
一度送ってみてネジ切りの跡がついたら、その跡のピッチを画像のように測定しましょう。
ピッチゲージでも良いですし、スケールで簡易的にピッチを測ってもOKです。
ピッチを確認できたら、実際にねじを切っていきます。
ねじ切りダイヤルを使った方法と、逆転を使った方法がある。
汎用旋盤のねじ切りには、以下の2種類の送り方があります。
・ねじ切り送りハンドルは入れっぱなしで、逆転を使って刃物台を戻す方法
・ねじ切り送りハンドルを戻し、刃物台は手動で戻して、ねじ切りダイヤルを使って再度ねじ切り送りを入れ直す方法
逆転を使った方法は様々なピッチに対応できるメリットはありますが、刃物を逃がすのが難しいです。そのため、使える場合はねじ切りダイヤルを使ったねじ切りをおすすめします。
ねじ切りダイヤルについては以下の記事で詳しく解説しています。
こちらのYouTube動画では逆転を使って刃物台を戻す方法でネジを加工しています。
切り込み量はどのくらい?
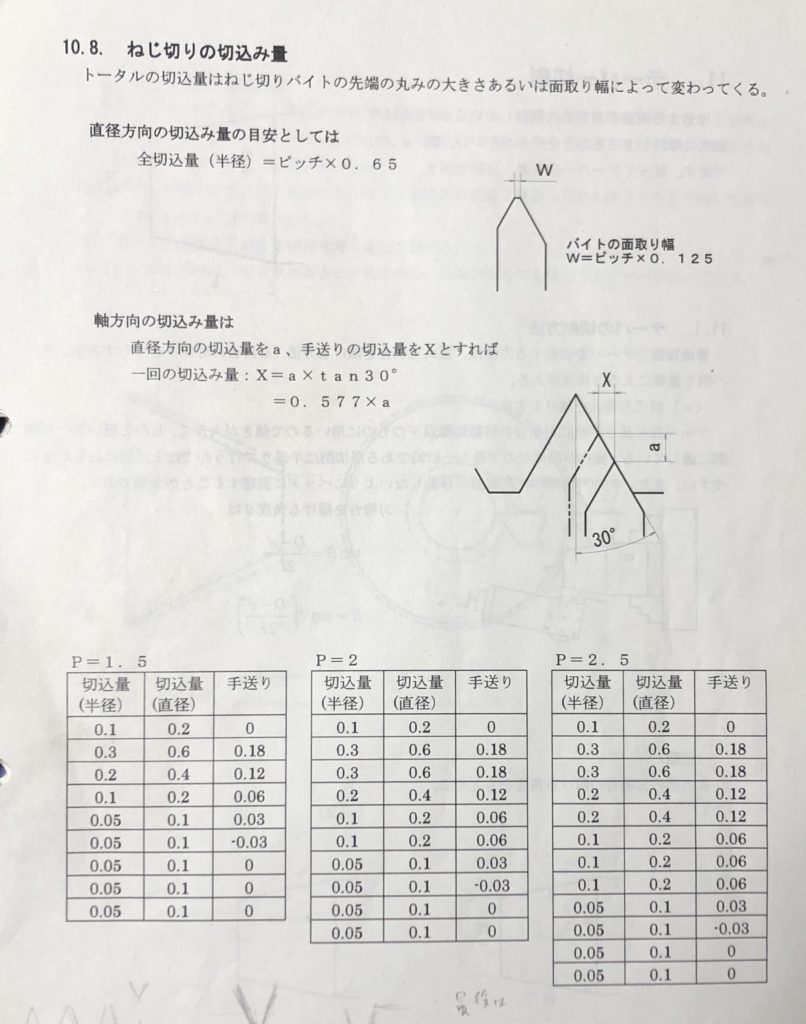
ねじの切り込み量には、上記のように計算で求める方法があります。
実際、職業訓練では上記の方法で切り込み量を計算して切り込み表を作り、それに沿ってねじを切りました。
しかし、現場で汎用旋盤を使う場合、そうした計算をしなくてもねじを切ることができるため、大体でやってしまいましょう。
具体的には、びびるまでは切り込み0.2、びびり始めたもしくは仕上げの段階に入ったら、切込み0.1でねじを切ります。
クランプ状況や加工する状況によって、0.5mmずつ切り込むこともあります。
状況に合わせて、臨機応変に回転数・切り込み量を調整できるようになればベストです。
仕上げの際は、ナットをあわせながら慎重に切り込んでいきましょう。
びびり、チップ欠損対策には、千鳥切り込みがおすすめ!
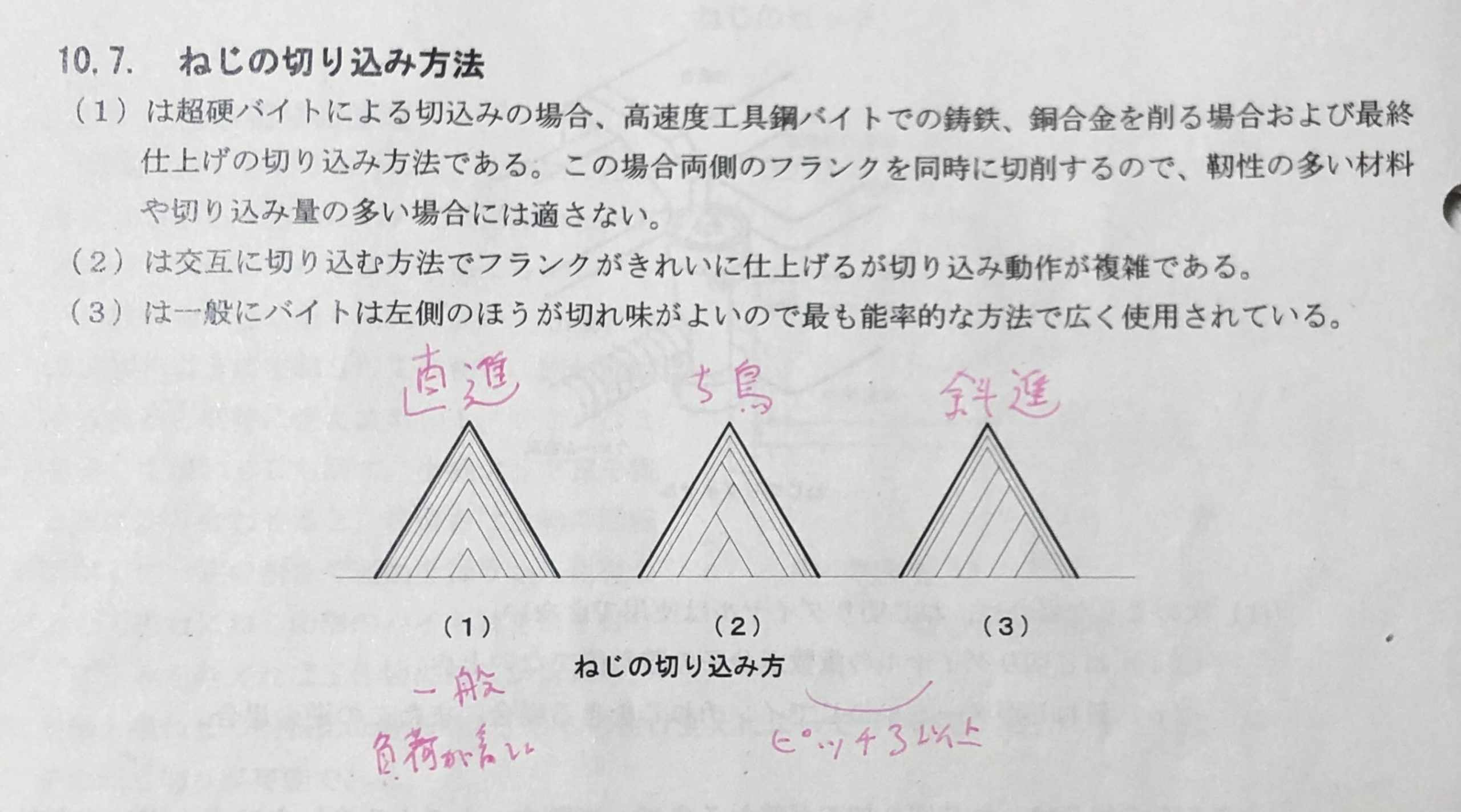
あなたはねじを(1)のように切り込んでいませんか?
それだと、長いワークや大きいピッチ、難削材のねじを切る場合に、びびりやチップの欠損に悩まされることかと思います。
切り込み回数は多くなってしまいますが、そのような場合上図の千鳥切り込み(2)がおすすめです。
やり方は簡単で、ねじを切る際に小さい方の縦送りハンドルを左右に振ってやるだけ。振り量は、切り込み量にもよりますが大体0.1で大丈夫です。
切り込んだときに、片方からだけ切り粉がでる程度に振ってやります。このときネジの谷の底が平らになっているようであれば振りすぎなので気をつけましょう。
注意点はハンドルのバックラッシュに気をつけること、それから振りすぎて、ネジの山が二重になったりネジ山の高さが低くならないようにすることです。
これだけで、びびりやチップの欠損がかなり軽減されることと思います。
さらにびびりを少なくする裏技も
千鳥切削でもまだびびる場合、芯高をあえて高くしてみましょう。
私の師匠が教えてくれた技なので理屈はわかりませんが、びびりが少なくなります。
どのくらい芯高にするかですが、ワークの径によるので一概には言えませんが、0.5mmほど高くしてしまっても大丈夫です。
また、それでもびびりや逃げが気になる場合は移動振れ止めを使いましょう。
移動振れ止めについてはこちらで解説していますので、是非参考にしてください!
逃がしのないネジで、バイトを上手く止める裏技
逃がしのあるねじは比較的簡単に切れますね。
しかし、逃がしがないねじを切る場合、本当に熟練が必要で大変難しいです。
ねじが行き過ぎると刃物が欠損してしまいますし、足りなければねじの寸法が短くなってしまいます。
こんな場合、バイトの送りをを止めるのが簡単になる方法をお教えします。
それは、ねじの最終地点にねじ切りバイトであらかじめ溝を入れておくことです。
この溝があれば、わずかですが逃がしの代わりになるためバイト引き戻すのが簡単になります。
見た目にはねじと同化するので、溝が入っていることはほぼわかりません。おすすめできる方法です。
ねじ切りの切削速度
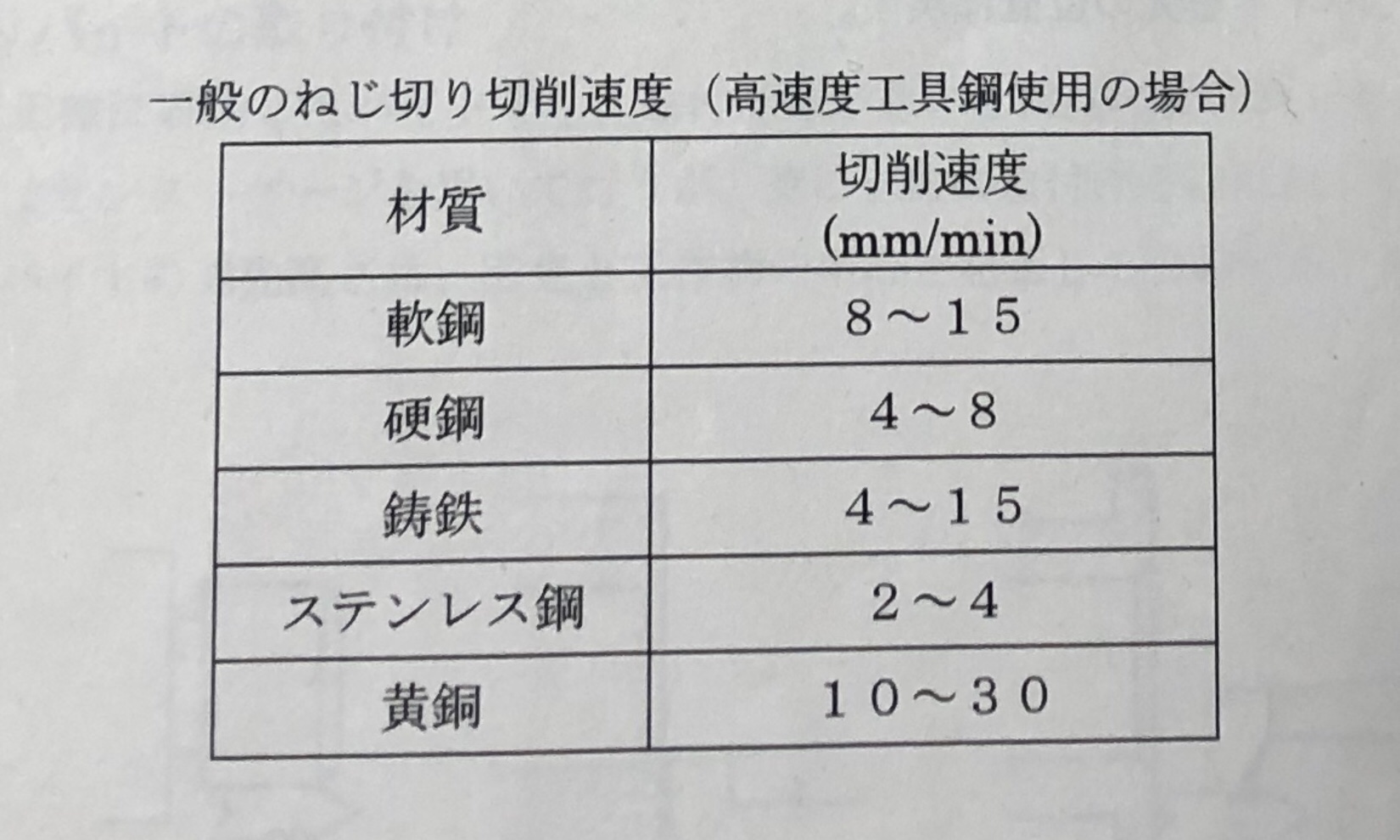
ねじ切りのハイスを使った推奨切削速度は上図の通りです。
しかしこの条件で鉄を削ると、ねじ切りに慣れていない場合送りが速すぎて難しいことがあります。
ハイスでなく超硬のバイトを使った場合、推奨切削速度はさらに上がるため、よりタイミングが難しいです。
切削速度が低すぎるとたしかにむしれが発生してしまいますが、それで上手く止められず、製品をオシャカにしてしまうのが一番まずいです。
最初は回転数100rpmほどで正確にねじを切ることを目指し、徐々に回転数を上げていきましょう。
また、可能な場合に限りますが、鋼材を削っている場合、SS400でむしれが気になるときはS45Cを材料に使ってみてください。
S45Cであれば低回転でもむしれずに、光沢のある面で仕上がります。
汎用旋盤でのねじ切りは熟練を要する技術
汎用旋盤で行う基本的な加工のうち、ねじ切りが最も難しいといってもよいのではないでしょうか。
とくに逃がしのないネジをきるには熟練が必要です。
NC旋盤だと簡単に切ることはできますが、機械ストロークの問題や振れ止めの問題で、汎用機で切らざるを得ない場合もあります。
また、一度切ったねじの切り直しはNC旋盤ではかなり難しく、基本的に汎用旋盤で行うことになります。
できるようになっておくといざというときに大活躍する、加工の幅が広がる加工です。
本記事を参考に、ぜひ練習してみてください(^^

コメント