
基本的に内径のH7公差の測定は栓ゲージを使いますよね。ですがφ50より上は栓ゲージがないことが多いと思います。そんなときに役立つのがシリンダーゲージ。
ですが、そのシリンダーゲージも穴深さが10mmくらいはないと測ることができません。
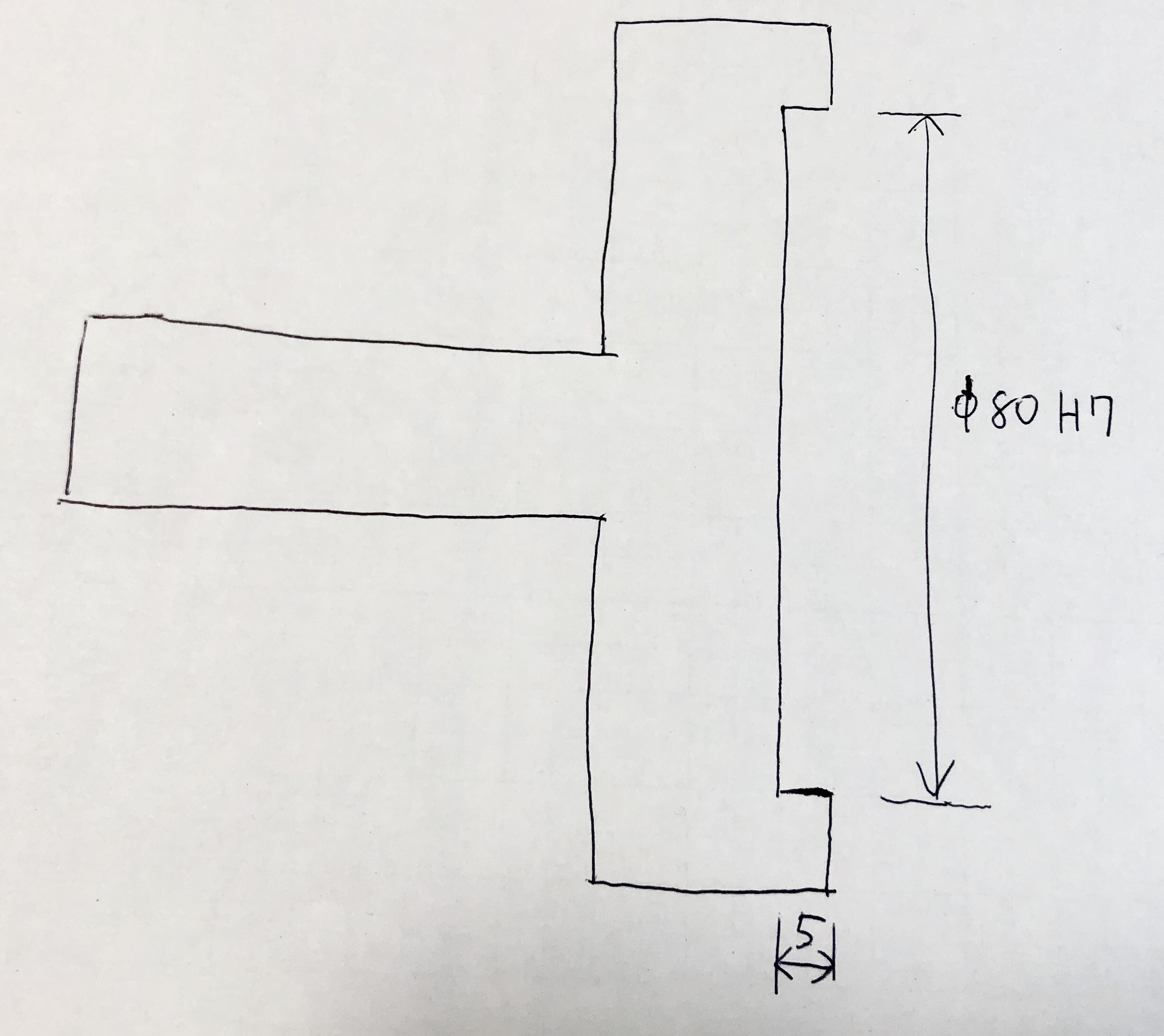
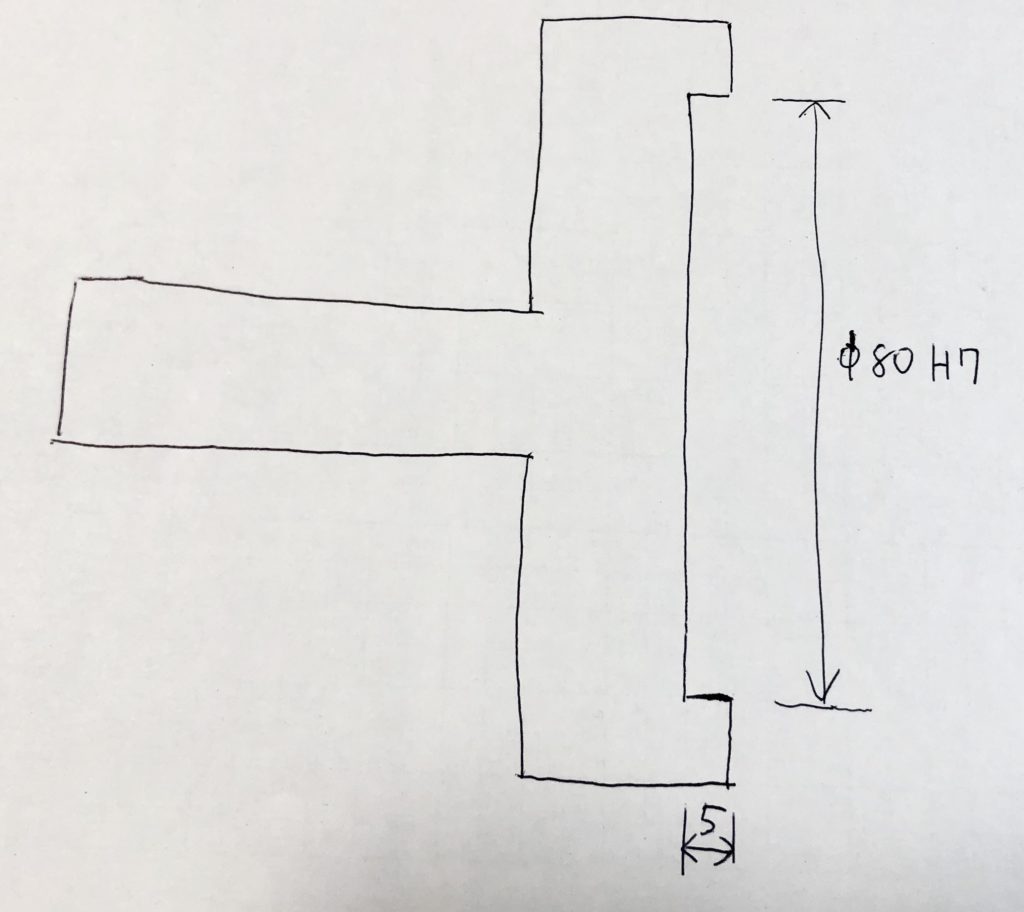
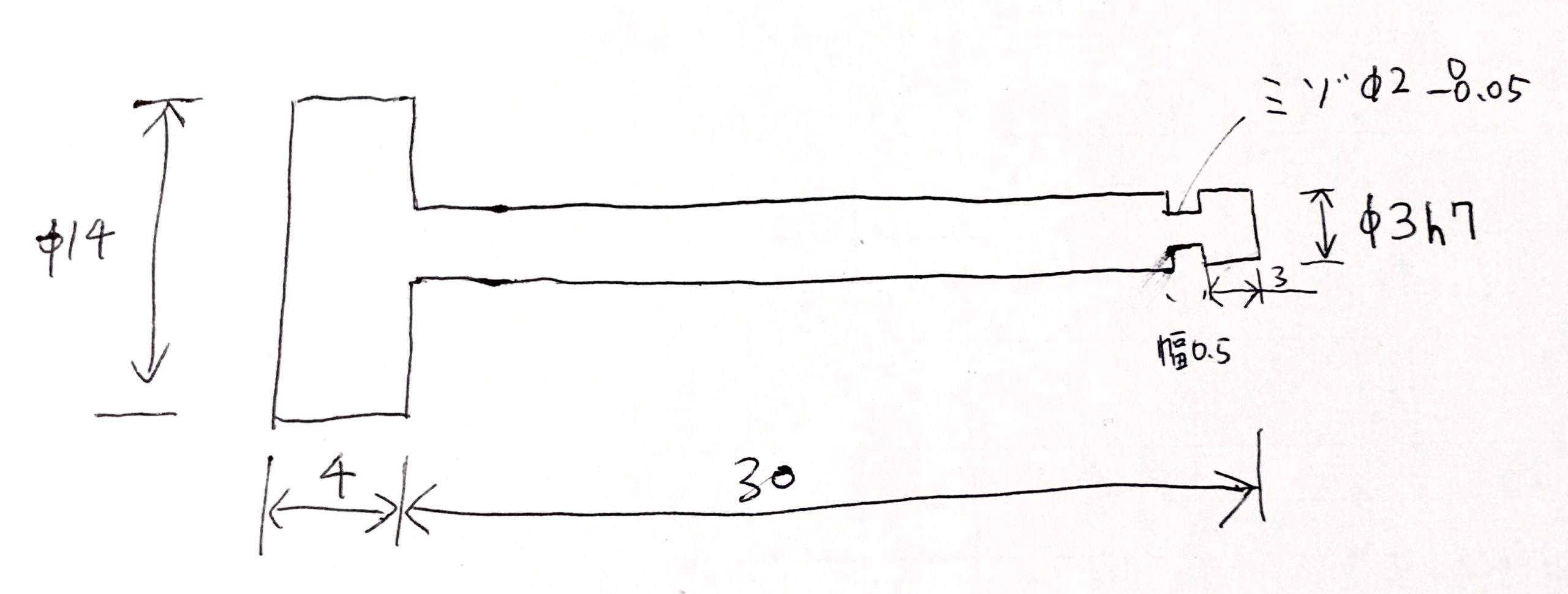
上の図面を見てください。φ80H7公差が入っており、深さが5mmしかありません。
この浅穴の加工方法をご紹介します。




長めの材料を使い、10mmの深さにしてから測定し、5mmに削り直す
シリンダーゲージで深さ10以上であれば測定できることを利用し、10mmほど長い材料を使用し、初めは深めに深さ11mm程度でφ80の内径を加工します。
測定して公差に入れた後端面を落として、深さを5mmに直します。
この方法であれば、浅くてもシリンダーゲージで測れますね。
ただ当然ですが製品が仕上がった後は測定不能になるため、気をつけてくださいね。
栓ゲージの代わりにベアリングを使う

ベアリングは、精度が0.005mm以内くらいでしっかりでています。そのため様々な径のベアリングを揃えておけば、栓ゲージの代わりに利用することができます。
うちではベアリングはφ10くらいの小さいものからφ150くらいまで大抵のものを揃えており、こういった公差に対応できるようにしています。
今回はφ80のベアリングを使い、内径をベアリングが入るまで0.03mmずつ削ることで公差に入れてやります。
栓ゲージと同様ですが、慎重にやらないと公差を多少外してしまう可能性はあるため、安全をとるならシリンダーゲージを使った先の方法の方が良いでしょう。
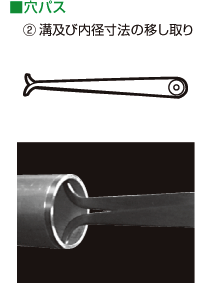
パスを使う
熟練が必要な方法です。
一昔前は、マイクロメータはありましたがシリンダーゲージはなかったそうです。
その時代に内径の公差を入れるのに使われていたのがパスです。
マイクロで公差通りに合わせ、その寸法にパスを合わせます。
そして、内径にパスを当て、そのガタから感覚で寸法を判断します。
私はやり方を聞いただけなのでできません(^^;
練習してできるようになれば便利ですね。
測定器具を購入する
浅穴用シリンダーゲージ

測定器具がないからどうするかという記事なので、こんな方法を書いても仕方ないと思いますが、一応書いておきます。
うちでは最近浅穴用シリンダーゲージを導入することになりました。定価は約3万円くらいで、なんと深さ2.5mmから測定することができます。
シリンダーゲージは消耗品ではないため、一つ浅穴用を買っておくことをおすすめします。
内径用マイクロメータ

画像のような、内径用マイクロメータを使う方法もあります。
かなり正確に測定できて便利ですが、φ80が測れるような大径のものまで揃えようと思うと何十万のコストがかかってしまいます。
コストパフォーマンス的に、シリンダーゲージが勝るでしょう。
三次元測定機

勤務先にあるので紹介しておきます。
何百万もしますが、プローブが届き、カメラに映る範囲であればどんな形状のものでも比較的正確に測定できます。
問題はNC旋盤チャックに掴んだ状態では測定できないということです(厳密には不可能ではないが現実的でない)
なので取り代をつけて加工し、チャックから外して測定、再度チャックに掴んで芯出しして仕上げる・・・といった作業が必要になりますが、一応正確に加工することができます。
勤務先では検品で毎日使用しており、必需品になっています。
コメント