
まずはこれを覚える!②(↓記事)の続きです。
今回は覚えたテンプレートを応用し、φ37.6H7の公差穴を加工していきます。

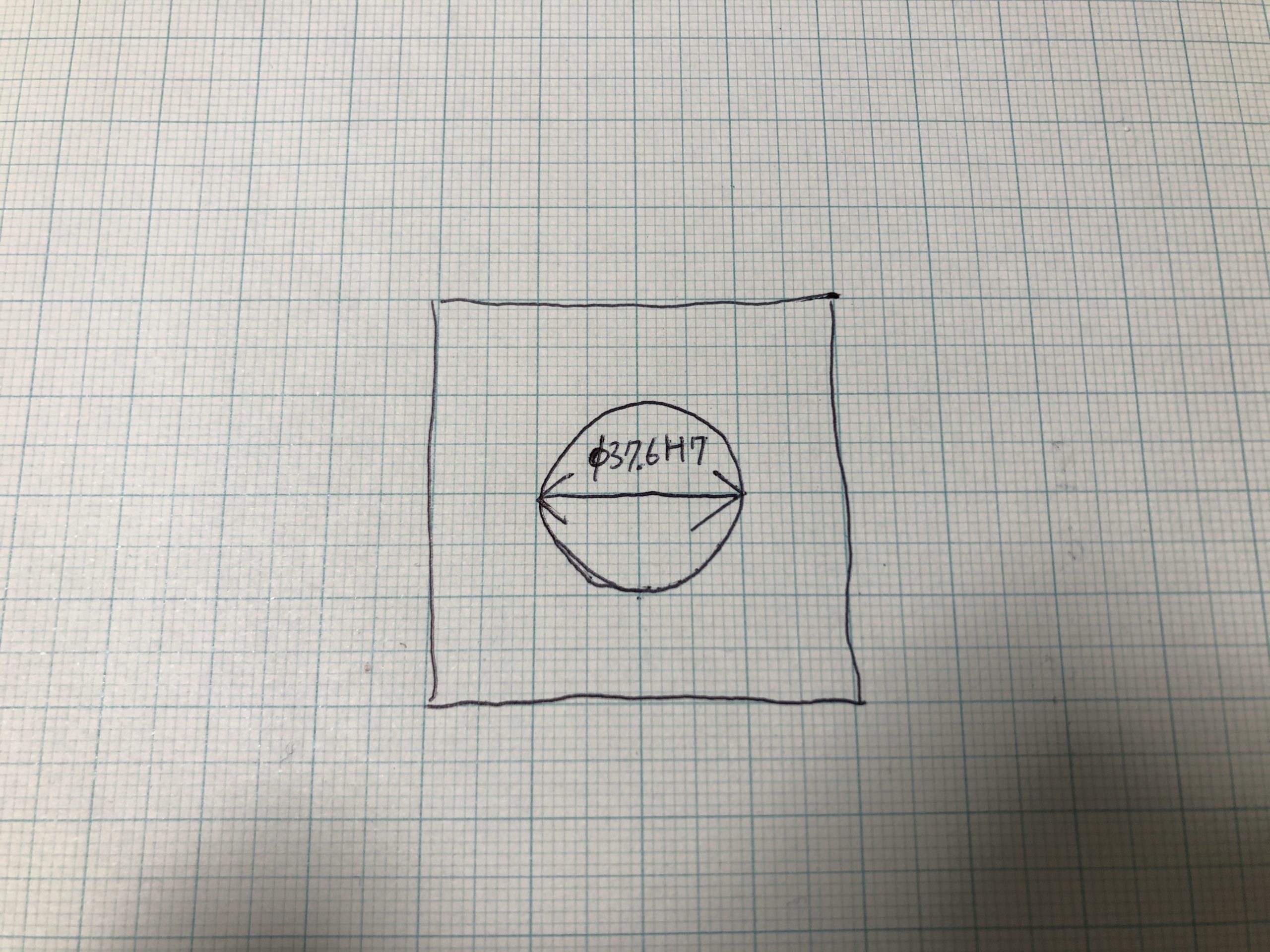
例えば上のような公差穴を加工するとします。原点は中心とします。
その場合、流れは以下の通りになります




加工の流れ
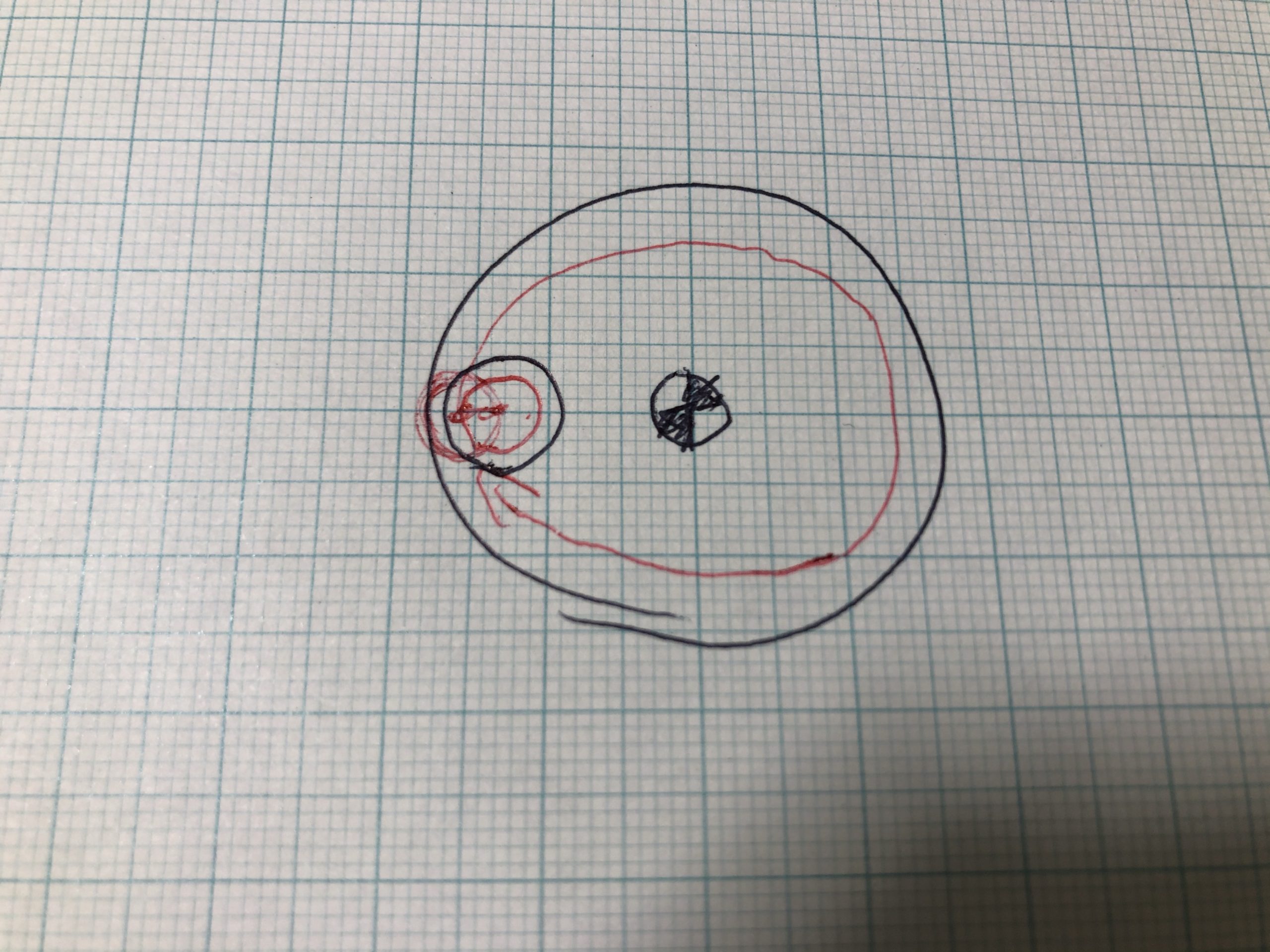
まずは図のように、左側に1mm残して11キリでキリ穴をあけてやります。
そのキリ穴に荒のエンドミルを通し、工具径補正をかけ、G2のI指令で一周回ってやります。
その後、仕上げのエンドミルに交換し、真円サイクル(G336)を使って仕上げます。
I指令やG336についてはまだ解説していないので、プログラムを載せた後に順に解説していきますね。
これが実際のプログラム!
G15H1
N1(芯もみ)←シーケンス番号です。何番目のプログラムか分かりやすくするために入れています。
T1M6
G90G0X0Y0T9
G56H1Z100
S1000M3
M8
NCYL G81Z-1.5R2F100
CALL O1
M9
G0Z100M5
N2(11キリ穴あけ)
T9M6
G90G0X0Y0T4
G56H9Z100
S1000M3
M8
NCYL G73Z-14R2Q1F100
CALL O1
M9
G0Z100M5
N3(荒エンドミル)
T4M6
G90G0X-18.8+6.5Y0T7
G56H4Z100
S1000M3
M8
G0Z2
G1Z-12F1
G42G1X-18.8D4F2
G2I18.8
G40G1X-18.8+6.5
M9
G0Z100M5
N4(仕上げエンドミル)
T7M6
G90G0X0Y0T1
G56H7Z100
S1000M3
M8
G0Z2
G336Z-12R2I18.8A15.04D7F3
CALL O2
G300
M9
G0Z100M5
Y155
M2
O1
X-18.8+6.5Y0
RTS
O2
X0Y0
RTS
新しく使ったプログラムを解説!
今回は、全部で4工程のプログラムになります。
そのうち、黒太字で示した部分が、前回と前々回に学んだテンプレートです。
ほとんどがテンプレートのプログラムで、変化させているのは固定サイクルや、刃物を動かす部分だけということがわかりますね。
そして、赤字で示した部分がまだ解説していないプログラムです。
では、順番に解説していきます。
NCYL G73Z-14R2Q1F100→R点Z2、送り100mm/minで、1mmずつステップを入れながらZ-14まで穴あけを行う
N2(11キリ穴あけ)ででてくるNCYL G73Z-14R2Q1F100を解説します。
前回、G81の固定サイクルを学びましたね。
G73は、G81にステップを加えた固定サイクルです。
ステップといってもピンとこないかもしれませんが、例えば1mmごとのステップであれば、1mm切り込んで少しだけ(体感0.5mmくらい)上がる、1mm切り込んで少しだけ上がる・・・という動作を繰り返す穴あけ方法です。
こうしたステップを行いながら穴あけをすることにより切り粉を切ることができ、切り粉のつまりを防止することができます。
なので、ハイスドリルで穴あけを行う場合は基本はこのG73を使います。
G73は、NCYL、Z、R、FについてはG81と同様ですが、Qという指令が新しく出てきていますね。
Qは、何ミリごとにステップを行かを表しています。
Q2とすれば、2mmごとのステップになるわけです。 Qは基本は1で、切り粉をより短く切りたい場合は0.5にすると良いでしょう。
G2I18.8→半径18.8の円を描いて右回りに一周する
G2については今まで学んだ通りですが、そのときはIの指令は出てきませんでしたよね。終点の座標と半径Rを指令しました。
今回は一周円を描くため、そういった場合はIを使って指令します。
G336Z-12R2I18.8A15.04D7F3→R点2とし、7番の工具径補正を使い、F3ダイヤルの送り速度でZ-12の位置で半径15.04のアプローチ円を描き、半径18.8の真円サイクルの加工を行う
いままでで一番長くなってしまいましたね。G336Z-12R2I18.8A15.04D7F3の説明をします。
G336が真円サイクルです。
真円サイクルとは、以下の図のような動きをするサイクルです。
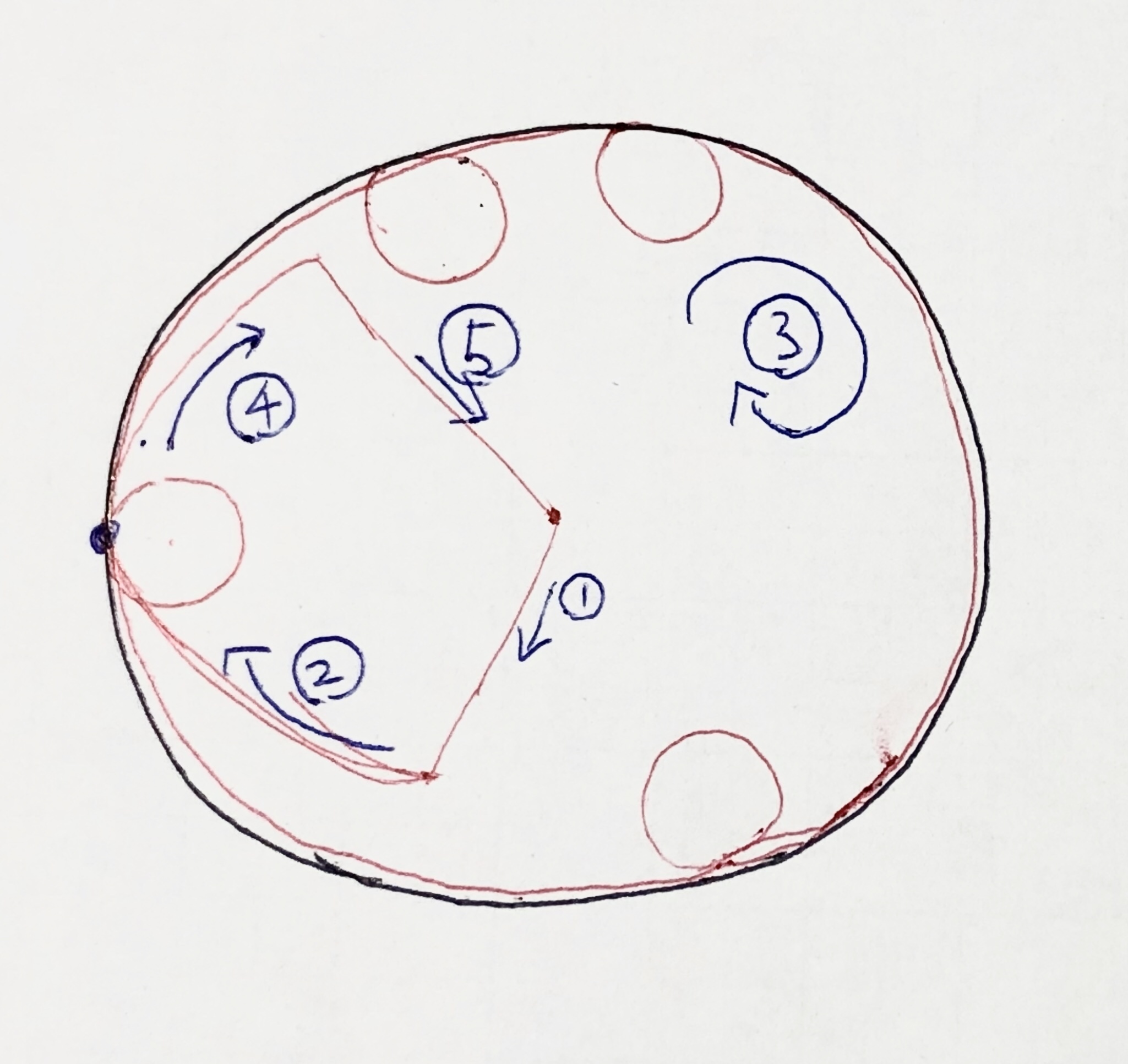
- 中心からスタートして、Fの2倍の送り速度でアプローチ円の開始点まで移動します。(①)
- アプローチ円を描き、工具径補正でエンドミルが円に接するように動きます(②)
- 円を描いて一周し、元の場所に戻ってきます。(③)
- アプローチ円を描いて逃げ、中心に戻ります(④、⑤)
この動きをプログラムで打ち込もうと思ったらかなりの行数になりますよね。
それを簡略化させてくれるのが真円サイクルです。
それでは、真円サイクルに打ち込む要素を順番に説明していきます。
- Z:刃物のZ座標を表します。このZ座標で円を描いて切削します。
- R:穴あけサイクルのR点と同様です。開始、終了時にR点に戻ります。
- I:切削したい円の半径です。今回はφ37.6なので、18.8が半径になります。
- A:アプローチ円の半径です。アプローチ円は、【切削したい円の半径✕0.8】という計算で求めればよいです。今回は18.8✕0.8で15.04になります。
- D:工具径補正番号です。今回はT7の工具を使っており、工具径補正は7番を使います。
- F:送り速度です。F1〜4の場合はダイヤルで指定します。
この説明に沿って数値を入力するだけで上の動きをしてくれます。
簡単ですよね。
その後は以下のように打ち込んであります。
CALL O2
G300
CALL O2については穴あけサイクルのときと同じです。加工するX,Y座標を示しています。
そしてG300。これはサイクルのキャンセルを表しています。
これを入力していないと、同じところで真円サイクルがずっと回り続けてしまうことになりますので、必ずキャンセルを入れるようにしましょう。
G336Z-12R2I18.8A15.04D7F3
CALL O2
G300
この3行はセットでメモしておいて、使えるようにしておくと良いですね。
荒と仕上げの工具径補正値
今回は荒加工でG2のI指令、仕上げ加工でG336の真円サイクルを使いました。
それぞれ工具径補正値も基本的なものが決まっているため、それについても解説しておきます。
荒、仕上げともφ10のエンドミルとします。
まず、荒の工具径補正値は5.5です。半径0.5mm分削り代をつける補正値です。
仕上げは4.99にしておいて徐々に下げていく方法で公差をいれていきます。
まず、エンドミルの逃げをなくすために2回仕上げるということを覚えておきましょう。
大変薄いワークなど、エンドミルの逃げが少ない場合は1回で仕上げても問題ない場合がありますが、基本はエンドミルに逃げが発生し、1回では入力した値より小さい径に仕上がってしまいます。
そのうえで、基本は栓ゲージをあわせながら、公差が0〜0.025であれば0.012mm(公差の半分)ずつ補正値を小さくして仕上げていき、栓ゲージが入るようになったところで加工完了です。
今回のように栓ゲージが使えない端数の径の場合はシリンダーゲージを使いましょう。
公差穴でなければ仕上げもG2を使ったI指令でOK
今回は公差穴のため、仕上げはG336の真円サイクルを使いましたが、公差が入っていない場合、サイクルタイムが短くなるG2を使えばOKです!
真円サイクルはアプローチ円を描く分動く距離が長くなるので、I指令より時間がかかってしまいます。
質問等ございましたら遠慮なくコメントいただければと思います。

コメント
こんばんは。
サブプログラムのO2で指示している座標X0Y0はワーク原点ですか?もう少し詳しく教えて頂けたら幸いです。よろしくお願いします。
コメントありがとうございます。
おっしゃるとおり座標X0Y0はワーク原点になります。
G336の後にワーク原点の座標を指定することで、ワーク原点を中心とした真円を描いてくれます。
サブプログラムのO2で指示している
座標X0Y0は
サブプログラムでなく
直接X0Y0でも動くのでしょうか?
はい、おっしゃるとおり、CALL O2 の代わりに、X0Y0のように直接座標を指令しても問題なく動きます!
ありがとうございます。
自分の作ったG336では
サイクルキャンセル指令
G300付近でアラームか出ます。
何かが間違っていると思うので
色々と試してみたいと思います。
お返事が遅れてしまい申し訳ございません。
よろしければ確認いたしますので、アラームが出る原因になっていそうなプログラムを教えていただけませんでしょうか?