




NC旋盤でのノーズR補正は削りすぎに注意!
上の画像をみてください。
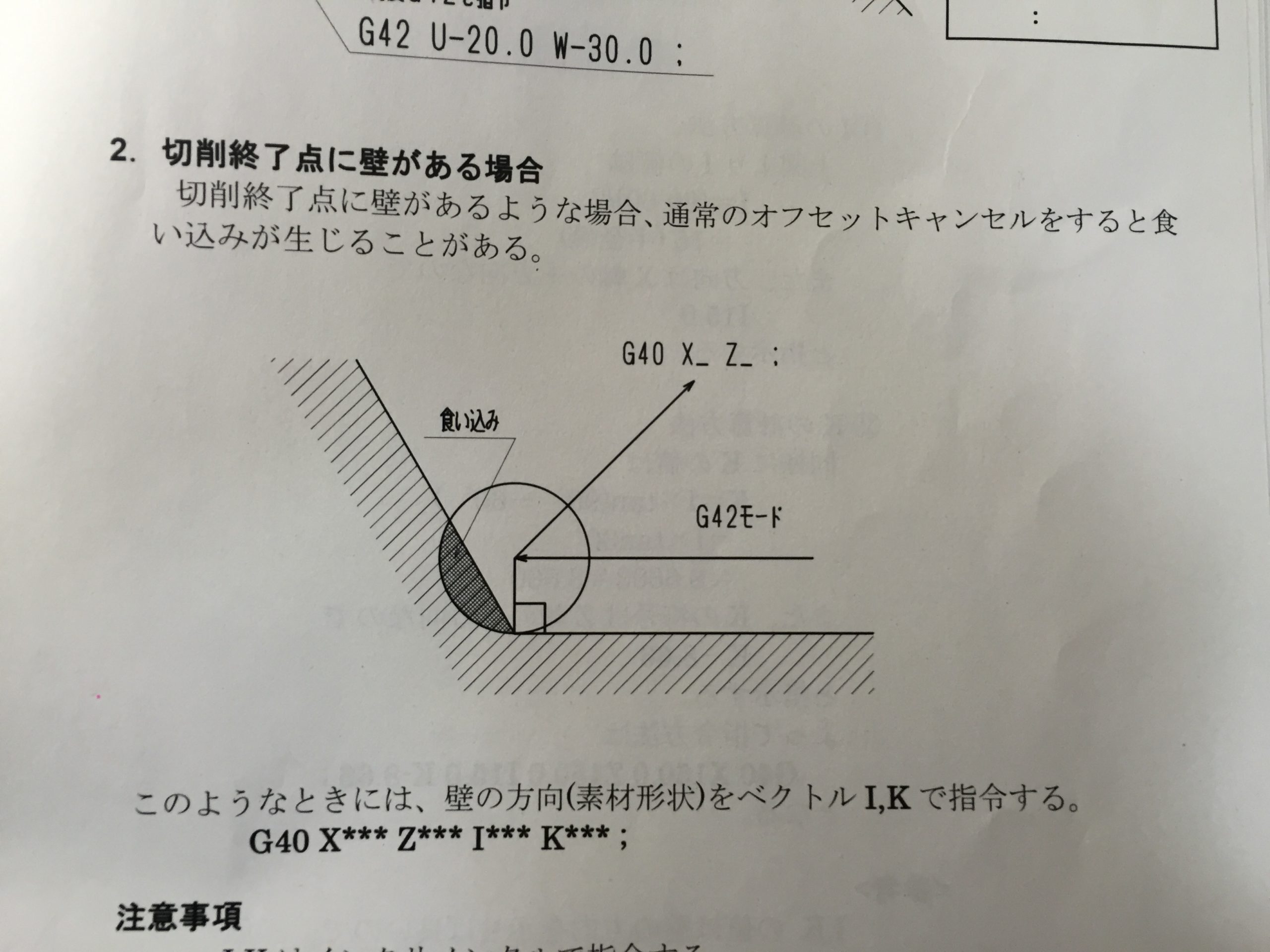
ノーズR補正をかけて底面を削り、キャンセルして逃がすと、側面を削りすぎてしまいます。
これは、ノーズR補正がかかった状態では、刃物が底面を削りきれるところまで動くからです。
これを防ぐために、IJK指令で壁を教えてやります。
画像にもありますが、G40U5.W5.K-10.とすれば、底面方向に壁があると機械に教えることができます。
こうすれば、切り込みすぎを防ぐことができます。
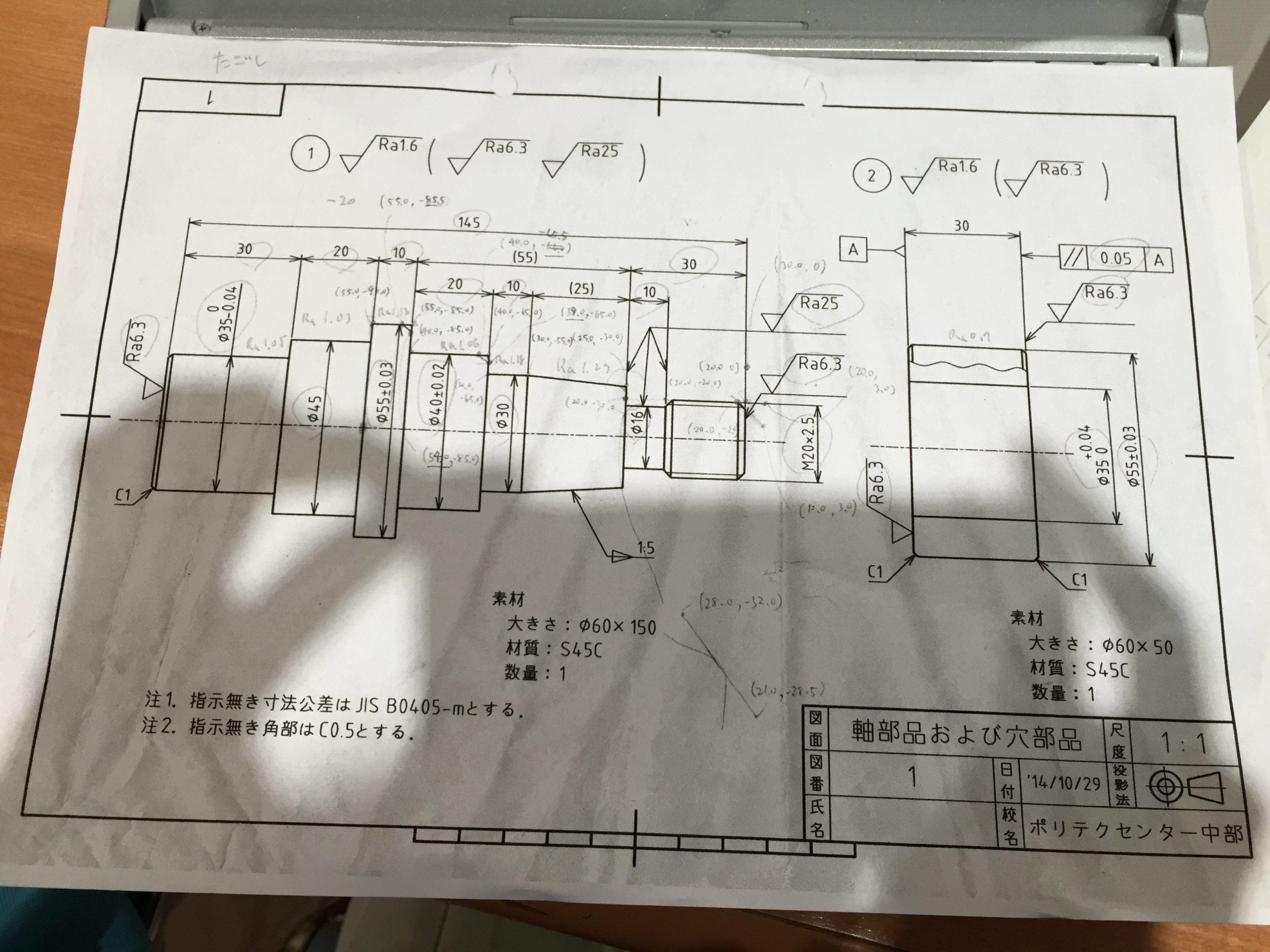
私の宿題で作ったプログラムの、溝加工の中で、その加工がでてきますので、参考にしてみてください。
↓↓↓
NC旋盤でのプログラム例 ―私が作った外径、ねじ切り、溝加工、テーパーのプロクラムを公開!
ノーズR補正をキャンセルして切り込みすぎるなら、キャンセルせずに逃がせばよいのでは?
わたしも初めはそう思いました。
しかし、キャンセルしなければ、逆に削り残しを発生させてしまうことになります。
ノーズR補正は、プログラムを2つ先読みしてかかります。
なので、削る方向にも、逃げる方向にもG41だと右側に補正がかかり、削りきれない部分が出てきてしまうのです。
だから、IJK指令で壁を指定してあげないといけないんですね。
コメント