




授業に追加して、NCプログラム作成の宿題を出してもらいました
切削加工の業界への就職が間近になったため、先生に申し出て
NCプログラム作成の宿題を出してもらえることになりました。
こういったことにも、職業訓練の先生は大変協力的です。
今回プログラムを作成したモノの図面
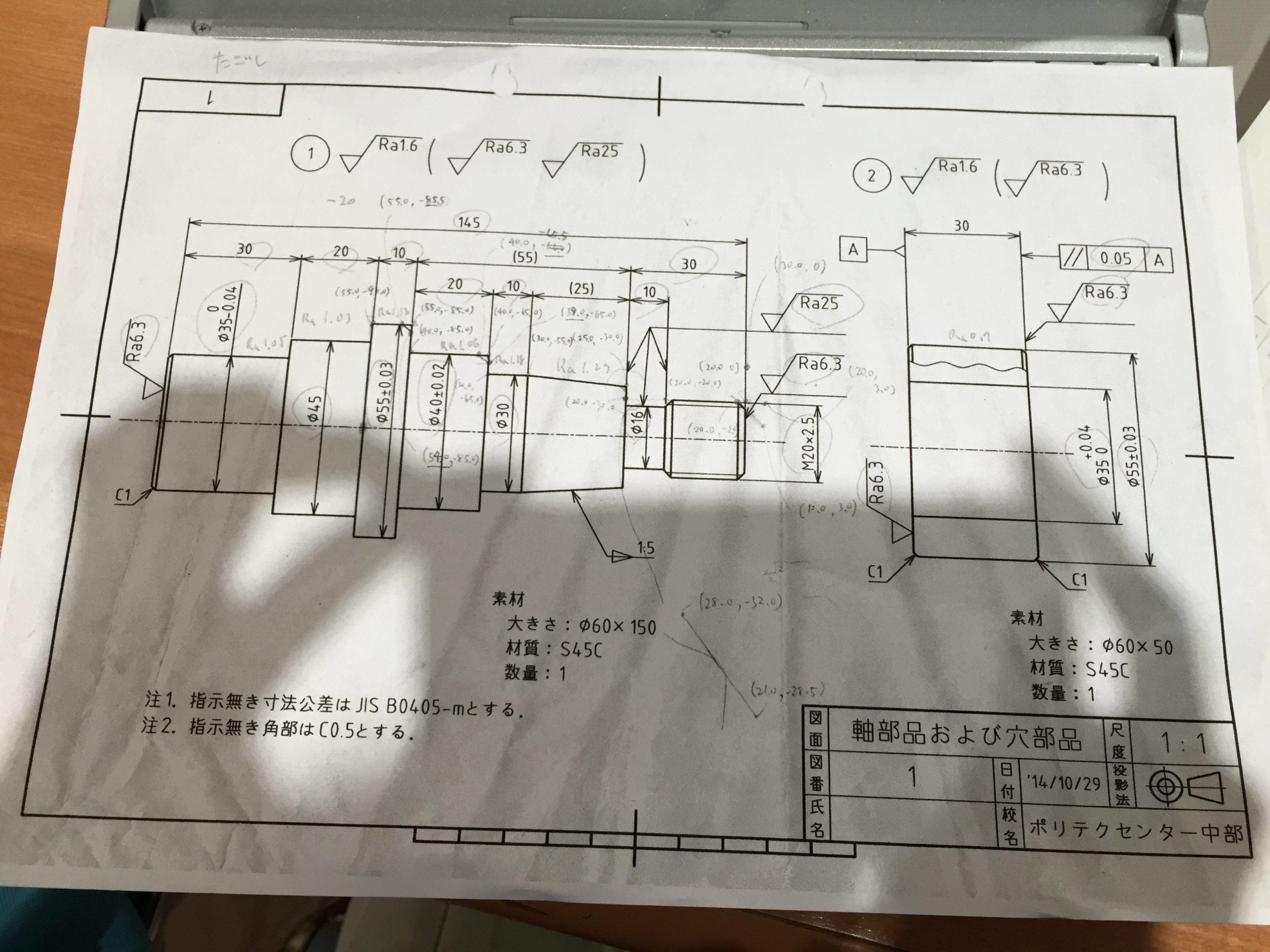
コレのプログラムを書きました。ファナックです。
私が1,2回目に作成したプログラムはこちら(ファナック)
以下が私の作ったプログラム。
まだこれから三回目の修正があります。
赤文字のところが、先生に見てもらって修正したところです。
O1(LEFT)
N1(ARA)
G50S2500
G00T0101
G96S200M03M08
M8
G00X65.0Z10.0
Z0.2
G01X–1.0F0.3
W1.0
G0X65.Z5.
G72W1.R1.
G72P110Q210U0.2W0.2F0.3
N110G0X65.Z0.
G1X–1.
N210G0W5.
G00X61.0Z1.10.0G42
G71U4.0R1.0
G71P100Q200U0.4W0.2F0.3
N100G00X30.98Z1.0
G01X34.98Z–1.0F0.1
Z–30.0
X44.0
X45.0Z–30.5
Z–50.0
X54.0
X55.0Z–50.5
N200Z–70.0
N200G01U1.06.
G00X250.0Z250.0G40
M05
M09
M01
N2(SHIAGE)
G50S2500
G00T0303
G96S250M3M08
M8
G00X65.0Z10.0G42
Z0
G01X–1.0F0.1
W1.0
G0X65.Z5.
G70P110Q210
G00X61.0Z1.10.0G42
G70P100Q200
G00X250.0Z250.0G40
M05M09
M9
M30
O2(RIGHT)
N0(CENTER)
G50S2500
G00T1010
G97S???M3
G00X0Z10.0M8
G00Z1.0
G01Z??F??
G00Z1.0
X250.0Z250.0
M9M5
M5
M1
N1(ARA)
G50S2500
G00T0101
G96S250M3M8
M8
G0X65.Z5.
G72W1.R1.
G72P110Q210U0.2W0.2F0.3
N110G0X65.Z0.
G1X–1.
N210G0W5.
G00X65.0X10.0
Z0.2
G01X–2.0F0.1
W1.0
G00X615.0Z3.0G42
G71U4.0R1.0
G71P100Q200U0.4W0.2F0.3
N100G00X10.0Z3.0
G01X20.0Z–2.0F0.1
Z–29.0
X25.0
Z–30.0
X30.0Z–55.0
Z–65.0
X39.0
X40.0Z–65.5
Z–85.0
X54.0
N200X610.0Z–88.50
G00X21.4Z–28.3
G01X28.4Z–31.8
G00X250.0Z250.0G40
M05M09
M9
M1
N2(SHIAGE)
G50S2500
G00T0303
G96S250M3M8
M8
G0X65.Z5.
G70P110Q210
G00X30.0Z10.0G42
Z0F0.1
G01X–2.0
W2.0
G0X61.Z3.G42G00X60.0Z3.0
G70P100Q200
G00X21.0Z–28.5
G01X28.0Z–32.0
G00X250.0Z250.0G40
M5M9
M9
M1
N3(MIZO)
G50S2000
G00T0505
G96S120M3M8
M8
G00X30.0Z10.0G42
Z–27.0
G01X16.0F0.2
G04P1000
G00X30.0
Z–30.0
G01X16.0
G04P1000
G01W1.0
G00X30.0
T0515(単独ブロックで良い?)
X30.0ZZ–13.0Z–17.0G42
G01X16.0Z–20.24.0
G04P1000
G00X30.0G40K–10.
X250.0Z250.0G40
M9M5
M5
M1
N4(NEJI)
G00T0606
G97S2070M3M8
M8
G00X21.0Z15.0
M24
G92X19.4Z–25.0F2.0
X18.9
X18.4
X17.94
X17.54
X17.24
X16.94
X16.74
X16.64
G00X250.0Z250.0M9
M5
M1
ポイント1:Mコードは1ブロックに一つまで!
かなり初歩的なことなのですが、Mコードは1ブロックに1つまでです!
恥ずかしいですがこれを忘れており、たくさん修正しました笑
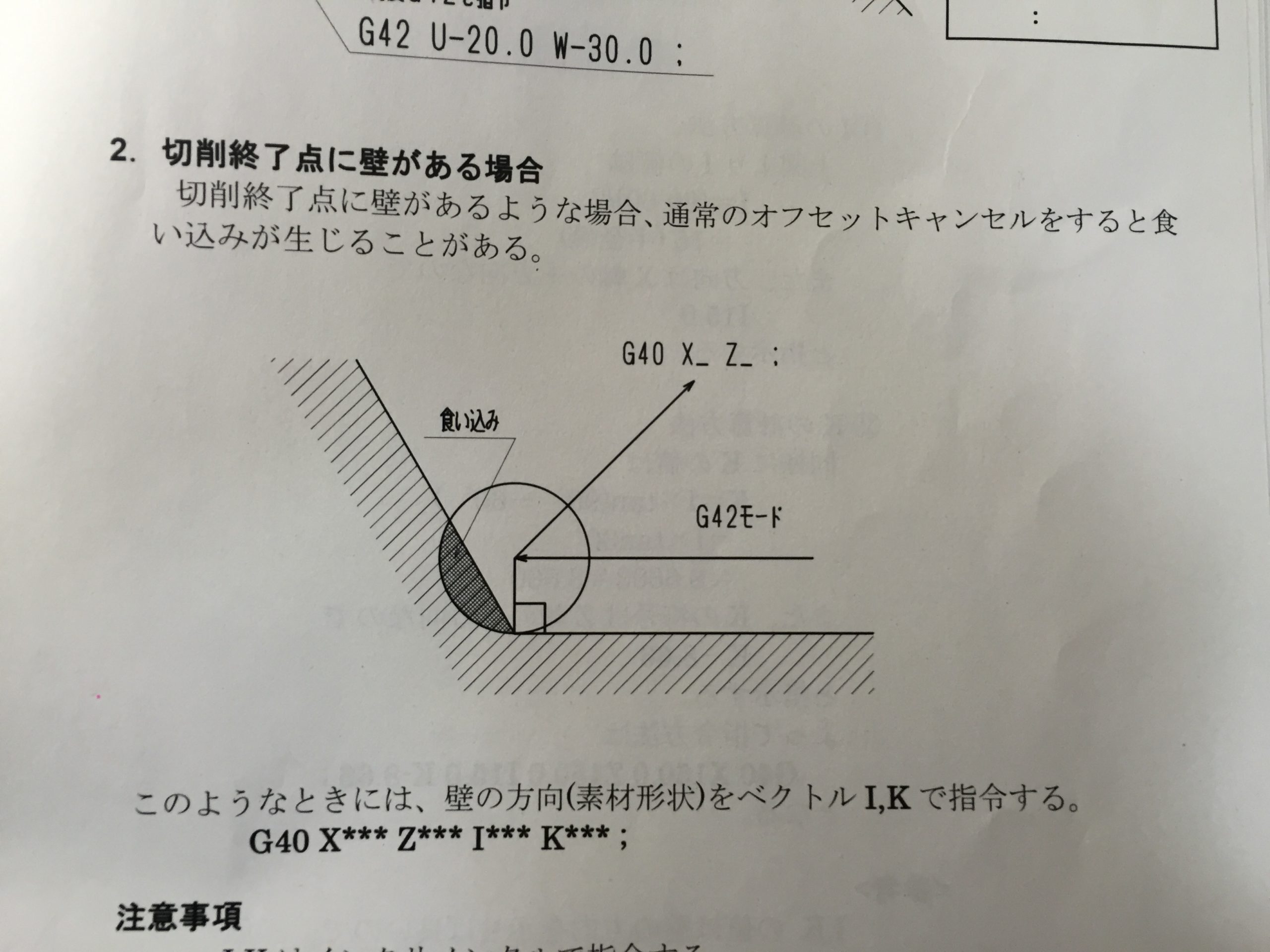
ポイント2:ノーズR補正に注意!
ノーズR補正は思ったより奥が深いです。
また、次回の記事でご紹介します!
コメント