




アルミの5056や5052など、50〇〇シリーズは削りにくい!
アルミをNC旋盤で削っていると、削りやすいアルミと削りやすいアルミがあることに気づいてくると思います。
とりわけ削りにくのが5052や5056などの50シリーズ。
荒加工ですぐにむしれてしまい、仕上げてもそのむしれがとれないということがしばしば起こります。
さらに切り粉が全く分断されず、機械に巻き付いてワークが傷だらけになってしまったり、切り粉がかさばったりなど色々大変な事が起こります。
うちでは鉄用の工具でアルミも削っているため、その範囲で行っている対策を紹介します。
荒加工を行うときは仕上げ代を大きめに取る!
50○○のアルミは荒加工でとにかくむしれます。
なので、仕上げでそのむしれを削れるように、仕上げ代はX0.5mm,Y0.2mmと、大きめにとっておくのが必須になります。
外径荒加工の切削条件
外径荒加工は、切り粉が全く分断されず、からみついてしまうのが一番の問題です。
その対策のため、切り込み量を大きくしましょう。普段なら切り込み量1.5mmで削っているなら、ap2.0mmや2.5mmで試してみてください。
送りも速めに、0.35mm/revくらいで送ってやります。
それでも切り粉が分断されないなら回転数を見直します。
アルミだと切削速度400m/minくらいで回したくなると思いますが、それでは切り粉がうまく分断されない場合があります。そんなときは、思い切って100m/minくらいまで切削速度を下げてみましょう。
ダイヤルで回転数を下げてやると良いです。
「ボリボリボリ・・・」
といやな音はしますが、切り粉は分断されるはずです。
表面はむしれまくりますが、なんとか切り粉を分断しながら削れるはずです。
先程説明したように、仕上げしろを大きめに取っていれば、むしれても仕上げきれるので大丈夫です!
50○○のアルミは同じ材質の材料でも、ロットによって削りやすさが大きく異なります。
なので一口にこの切削条件だと切り粉がうまく分断できるということはいえません。
なのでやり方としては、切込みapと送りfを上げた状態で、切り粉が分断されるところまで徐々にダイヤルで切削速度を下げ、切り粉が分断できる条件を見つけるようにしてください。
内径荒加工の方法
内径荒加工は、バイトによっては切削条件でどう頑張っても切り粉が分断できない場合があります。
そして内径荒加工で切り粉が分断されないと、内径で切り粉が詰まって製品やバイトがオシャカになってしまいます。
なので外径より内径加工の方が、より注意して加工する必要があります。
まずおすすめすることは、可能な限りキリやエンドミルなどで内径を削り、内径荒加工が必要な部分を少なくしておくことです。
キリやエンドミルであれば切り粉が排出されるため、ストレスなく削れるはずです。
そして内径荒加工の際は、NC操作盤の「スタート」と「ストップ」を交互に押し、切り粉を分断させながらバイトを送ってやります。
これで大抵は大丈夫です。
しかしこれでも内径が潰されるだけで、全く削れずむしれていくだけ・・・ということもあります。
その場合は最終手段、仕上げバイトでap0.2mmでちまちまちまちま荒削りします。。。
時間はかかりますが、仕上げバイトならむしれるばかりで削れないということはないため、なんとか削ることができます。単品の製品にだけ活用できる方法です。
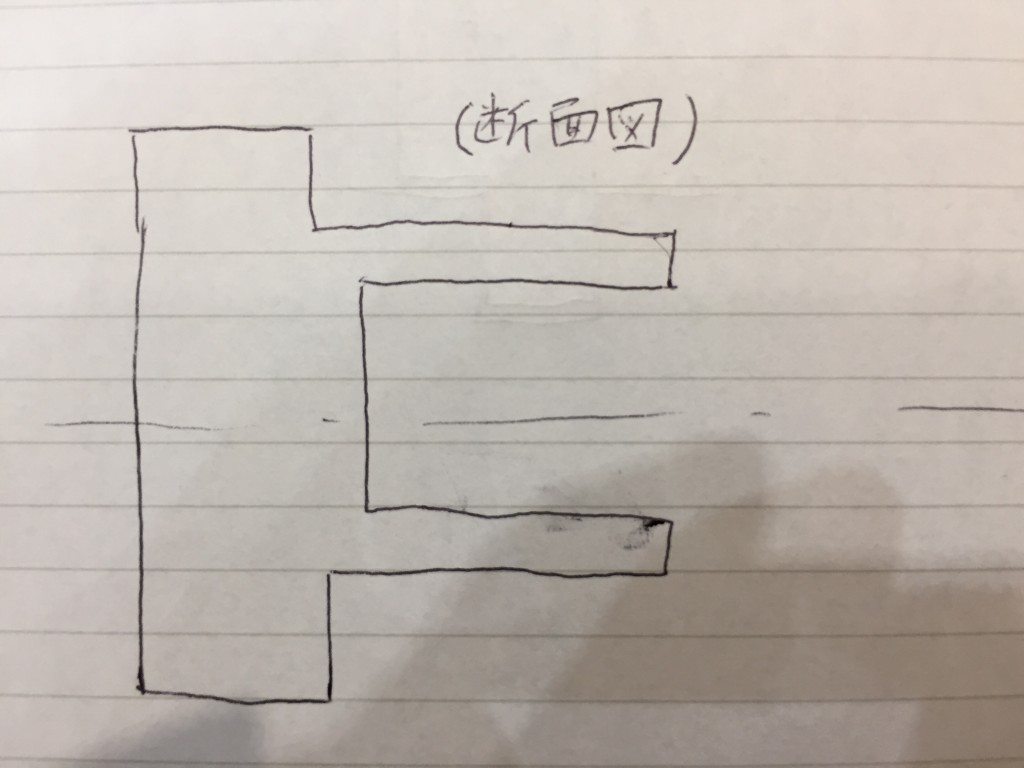
仕上げ加工の方法
X0.5,Y0.2の仕上げしろが残っていると思うので、それを仕上げていきます。
しかし、一発で仕上げるとむしれる可能性がかなり高いです。なので必ず2回に分けて仕上げましょう。
アルミなので、条件はV600m/minでも大丈夫です。(もちろんびびらない範囲で)
そして、1回目はX0.1mm、Y0.1mmを残して仕上げます。
そして2回めで最終仕上げを行ってください。
これで多くの場合うまく仕上げられると思います。
50○○シリーズは、仕上げがうまくいくと光沢がでるので、むしれやすい分きれいにできるとうれしくなると思います(^^

コメント