


四角・六角の棒を加工する際、何も知識がないと、チャックを交換しないと旋盤では削れないと思いがちだと思います。
旋盤をやっている人にとっては当たり前のことですが、いつも使っている三つ爪チャックのままで四角棒・六角棒を削る方法を紹介します!




三つ爪チャックで四角棒を削る方法
割りカラーを使う方法

左の図のように、カラーに切れ込みを入れた治具を使う方法です。
内径は四角棒の対角線の長さ+0.1mmに合わせ、カラーの深さは生爪の深さと同じくらいにしましょう。
作り方は簡単です。まずは円筒形状のカラーを旋盤で作り、コンタマシンなどで切れ込みを入れてやれば完成です。

治具ができたら、角棒を左の図のように入れて、カラーを通しの三つ爪チャックで掴むだけで加工できます。
当然割りカラーと角棒の間には遊びがあるため、芯は完璧には出ません。
完璧に芯を出そうと思うと4つ爪チャックが必要になります。
とはいってもやってみるとわかりますが、実用十分な芯振れには収まりますので、余程精度が求められる部品でない限り大丈夫かと思います。
チャック圧は高めにしておくのが無難です。加工の圧力で、角棒がZマイナス方向に引っ込んでいってしまうことを防ぐためです。
三つ爪チャックで六角棒を削る方法
スクロールチャックの場合はチャック圧を低くして普通に掴む
当然ですが、六角棒の加工は四つ爪チャックよりも三つ爪チャックのほうが適しています。
汎用旋盤のスクロールチャックであれば、通常の通しの生爪や硬爪を使って、キズのつかない範囲で弱めにチャッキングしてやればOKです。
NC旋盤の場合は新品の生爪を使う
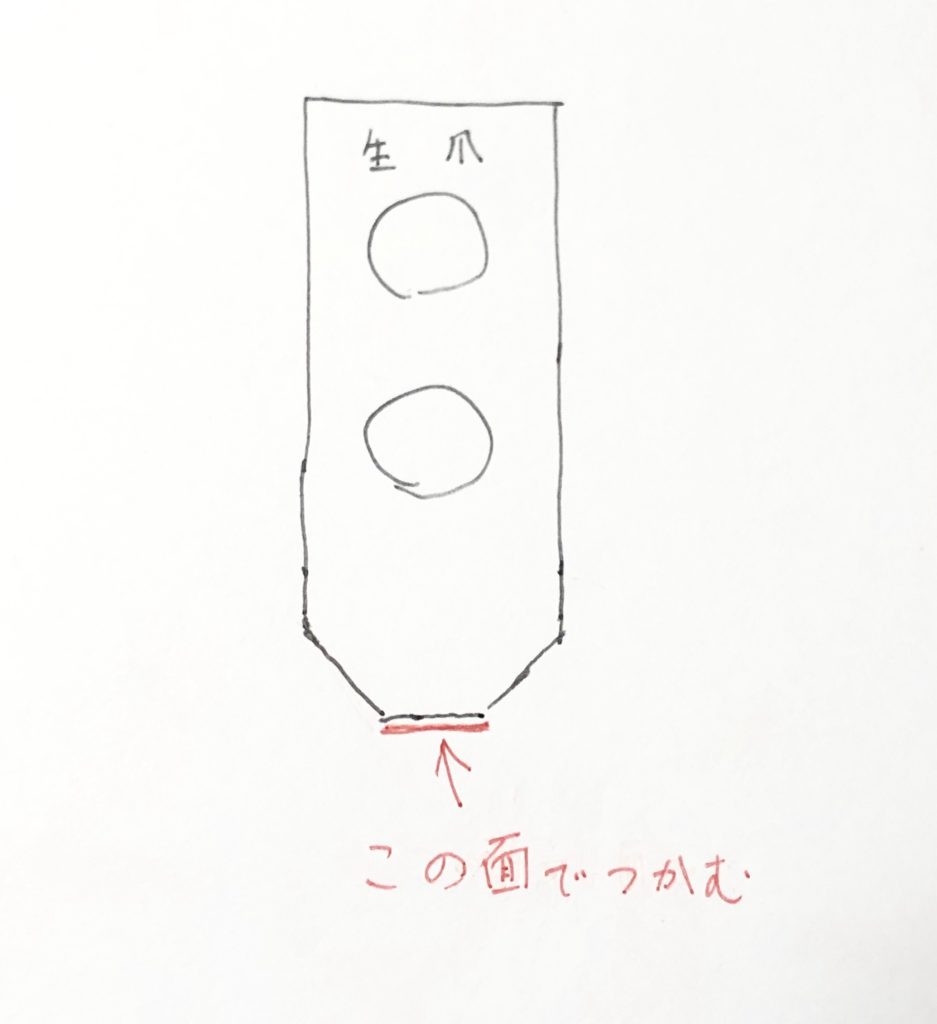
NC旋盤の場合は硬爪を使うとどうしてもキズがついてしまうため、左図のような新品の生爪を使います。
新品の生爪はこのように平らな面がありますので、ここをつかって六角棒をチャッキングします。
しかしここで注意しないといけないのは、生爪の平らな面は精度が出ている面ではないため、芯が完璧に出るわけではないということです。
ですが6角棒の加工の場合、大抵はそこまでの芯振れ精度は求められていないため、問題ないことがほとんどです。
短い六角材を加工する場合はフライスで爪を加工
六角材でも短いものを掴む場合はフライスを使って生爪に段をつけてやりましょう。
3つ爪を並べて、掴む面をエンドミルで削ってやります。
このやり方でも芯振れ精度は生爪の精度に依存してしまうので、上の方法と同じように、芯はでないということに注意しましょう。
さらに芯を出したい場合は
芯振れ精度が必要な場合、芯をそこそこきっちり出す方法もあります。
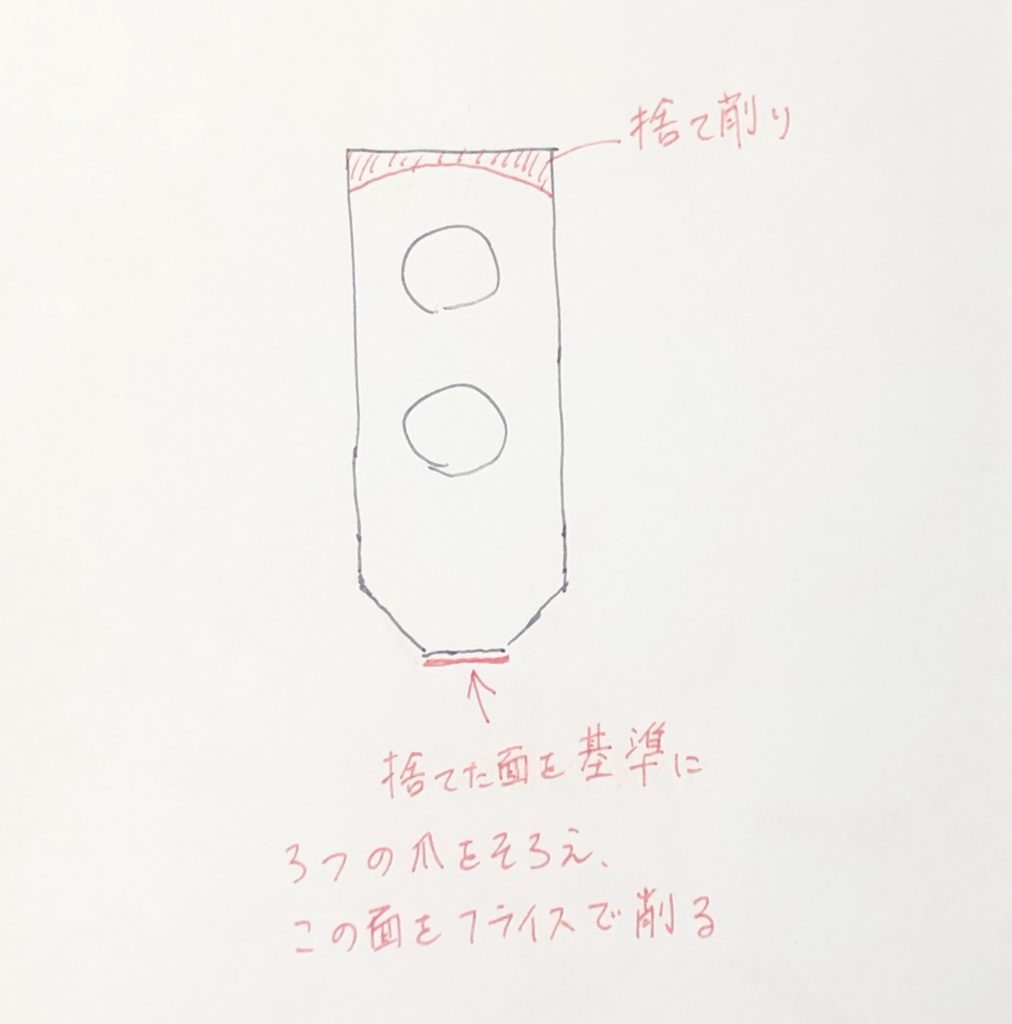
まず旋盤で丸棒を掴んで、爪の外径を捨てます。
そして捨てた外径を基準に爪を揃えて、フライスで平らな面を削ります。
ですがこの方法で芯が出るのは生爪が完璧な直方体であることが前提です。
生爪自体の直角度のズレがあるためフライスで完璧に加工できても少しは芯が振れてしまいますが、何もしないよりかは芯が出るようになると思います。
必要な場合は試してみてください!
治具を作る方法もアリ

左画像のような治具を作る方法もあります。
このような治具を精度良くきっちり作ってやれば、芯も出るかと思います。
このような形の治具であれば、必ず切り割りは2箇所以上入れるようにしてください。3つ割り、4つ割りが望ましいです。
上記の四角棒の治具ように切れ込みが1箇所であれば爪の把握力が伝わりきらず、しっかりクランプできません。
形も自由ですので、画像のように浅い治具に加工すれば短い六角棒も掴むことができます。
四角棒・六角棒を削る際の切削条件
切削条件は、断続切削なので低めにしてやりましょう。
また、断続切削にも対応したチップでないとチップが欠けてしまいますので注意してください。
具体的な切削条件は以下の通り。
鋼材(SS400等)の切削条件
・切削速度 V80m/min
・送り f0.15mm/rev
・切り込み ap1mm
ステンレス(SUS304等)の切削条件
・切削速度 V50m/min
・送り f0.15mm/rev
・切り込み ap1mm
断続部分を過ぎれば通常の切削速度に戻してOKです。
アルミの切削条件に関しては多少条件を上げても刃物は持ちますので、いつもより気持ち低い条件で削るくらいで大丈夫です。

コメント