
マシニングセンタのプログラムにおいて、「プログラム原点」は加工精度や作業効率を左右する重要な要素です。適切なワーク座標系の設定ができていないと、ワークの位置ズレや加工ミスの原因となり、段取りに無駄な時間がかかることも。
第9回目となる本講座では、プログラム原点の役割と設定方法、ワーク座標系の活用法、注意点について詳しく解説します!
✅ G92(ワンショット設定)とG54〜G59(ワーク座標系)の違いとは?
✅ ワーク座標系の適切な活用方法と設定のコツ
✅ 無駄のない座標設定作業のポイント
特にGコードの解説では、G92の特徴や、G54〜G59を使用した効率的な座標管理の方法を理解するのに役立つはずです。
前回の講座では固定サイクルについて学習しましたので、 興味のある方はぜひ合わせてご覧ください。






プログラム原点の設定
NCプログラムの基本となる「プログラム原点」は、ワーク座標系(G92、G54〜G59)を適切に設定することで、加工精度や段取り効率を向上させる重要な要素です。
プログラム原点とは?ワーク座標系の役割
プログラム原点とは、NC工作機械における加工基準点のことです。要するに原点設定です。加工の基準となるゼロ点のことですね。
ワーク座標系を適切に設定することで、加工基準を明確にし、複数のワークでも同じ座標系で統一できるというメリットがあります。
ワーク座標系の設定には主に以下の2つの方法があります。
• G92(ワーク座標の設定)←これはあまり使いません
• G54〜G59(ワーク座標系の呼び出し)
それぞれの特性を理解することが重要です。
ワーク座標系の設定方法と違い
| 設定方法 | 特徴 |
|---|---|
| G92(ワーク座標の設定) | – 工具位置を基準にプログラム原点を登録できる。- 移動のたびに座標を再設定する必要があるため、加工現場ではあまり使わない。 |
| G54〜G59(ワーク座標系の呼び出し) | – ワークごとに座標を固定し、作業ごとに座標を呼び出すだけで加工が可能。- プログラムの変更なしに複数のワークをセットできるため、量産加工やマシニングセンタで頻繁に使用される。 |
現在のNC加工では、G92は都度設定が必要なため、G54〜G59のワーク座標系を使用するのが一般的です。
G54〜G59の設定方法
機械座標系からプログラム原点までの距離を「ワーク座標系オフセット量」として、NC装置に設定しておくことで、最大6個(G54〜G59)のワーク座標系を使用できます。
原点設定は基本的にこのGコードを使って行います。
| ワーク座標系の種類 | 座標系 | プログラム上の設定 |
|---|---|---|
| 1 | G54(リセット、電源投入時) | G10 L2 P1 X*** Y*** Z*** |
| 2 | G55 | G10 L2 P2 X*** Y*** Z*** |
| 3 | G56 | G10 L2 P3 X*** Y*** Z*** |
| 4 | G57 | G10 L2 P4 X*** Y*** Z*** |
| 5 | G58 | G10 L2 P5 X*** Y*** Z*** |
| 6 | G59 | G10 L2 P6 X*** Y*** Z*** |
ワーク座標系を使うメリット
✅ 段取りの簡略化 → 一度設定すれば、ワーク交換時も座標を再設定せずに加工可能
✅ 複数のワークの一括管理 → G54〜G59を活用することで、マシニングセンタなどの複数加工品の同時加工が容易に。また、左右のバイスで使い分けることもできる。
✅ 加工精度の向上 → 加工ごとの原点設定を省くことで設定ミスを防ぎ、安定した品質を確保
G92|座標系設定(ワンショット)
G92は、実行することでプログラム原点を決定する方法です。
通常はプログラムの初期段階で設定し、以降の加工基準として使用します。工具の移動は伴いません。
基本的に使用しないどちらかというと応用的なプログラムにはなりますが、一時的に原点を動かしたい場合に便利なので、指令方法を簡単にご紹介しておきます。
G92の指令方法
G92 X* Y* Z***;
G92を実行すると、現在の工具位置を基準に座標系が設定されます。
G92のプログラム例
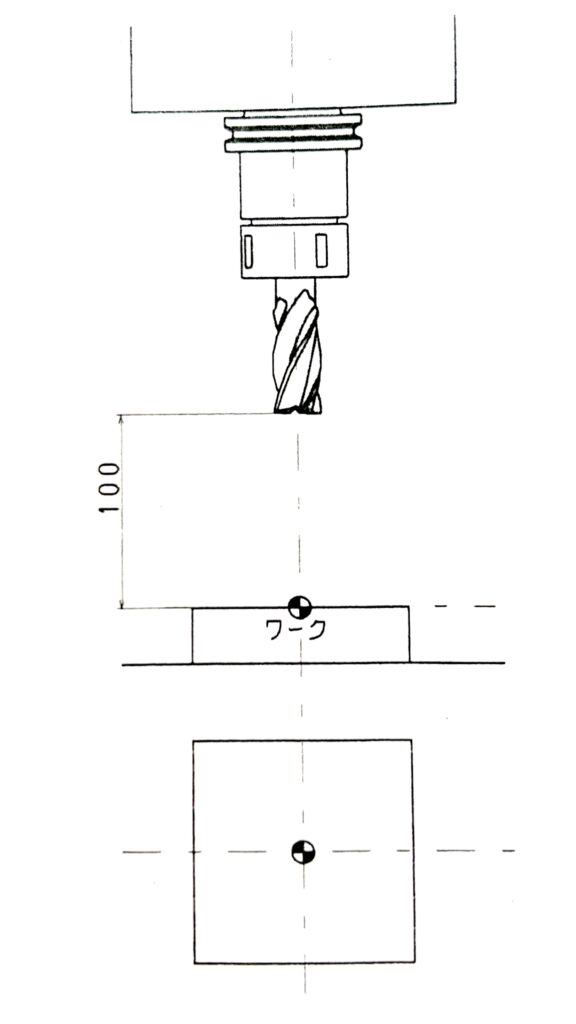
例えば下画像のように、工具を手動で動かす際の一時的な原点設定として便利です。
ポイントとして、 G92実行前に必ず工具を設定する位置に移動しておきましょう。
O100 (EX-G92);
G92 X0 Y0 Z100.0;
G90 G00 X30.0 Y10.0;
・・・
座標系設定時の注意点
ワーク座標系を適切に設定することで、原点設定の手間が省け、ミスによる加工トラブルを回避できます。ただし、以下の点に注意が必要です。
🔹 G92は基本的に使用しない → 移動ごとに座標設定が必要になり、作業効率が落ちます。手動割り込みなどで一時的に原点を動かしたいタイミングでのみ使用するのがおすすめです。
🔹 ワーク交換時の基準を統一する → 原点を統一することで、プログラムの再調整を最小限に抑えましょう。特に、バイスワークの場合のY軸原点は、固定口金に設定して動かさずに一定にすることで、原点設定の手間を省くことができます。私もマシニングを使用する際は、バイスワークでY軸原点はあまり動かしません。
まとめ|NC加工のプログラム原点設定で精度と効率を最大化しよう!
NC加工において、プログラム原点の設定は加工の精度や効率を左右する重要な要素です。
特に、G54〜G59のワーク座標系を活用することで、段取り時間を短縮しながら安定した加工精度を確保できます。
設定の際は、以下のポイントを理解して活用しましょう。
✅ G54〜G59は量産加工に最適 → 一度設定すれば、複数ワークを効率的に加工可能
✅ G92はワンショット設定 → 移動ごとに再設定が必要なため、手動加工以外では基本的に使用しない
✅ ワーク座標系を正しく設定することで、原点再設定の手間を省き、ミスを抑えることが可能
NCプログラムを最適化し、より効率的な加工を実現するために、適切なワーク座標系の設定を習得しましょう!
コメント