
先日、S45Cで下の画像のようなキー溝の入ったフランジを穴径φ22からφ25に追加工する仕事をしました。
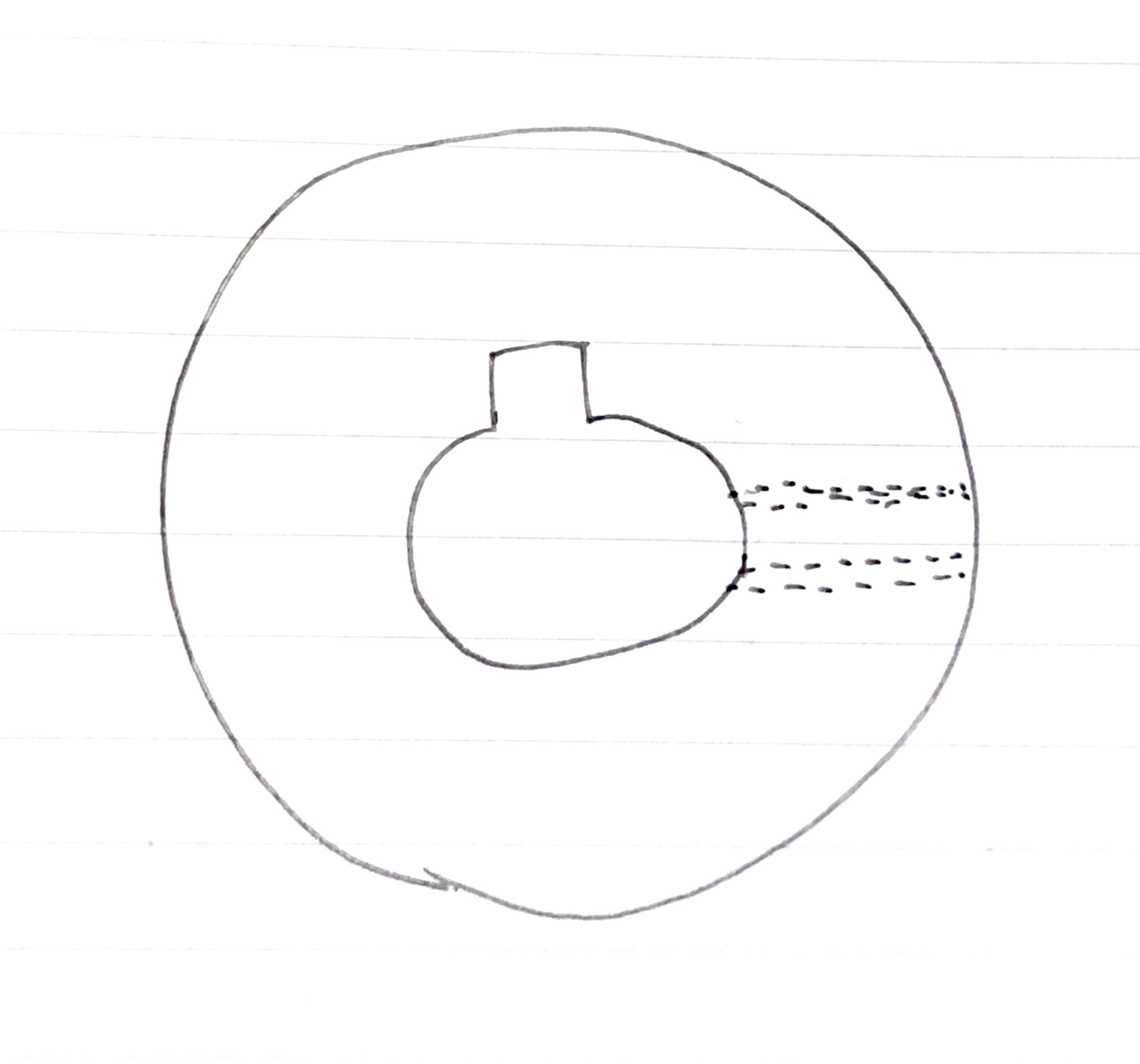
穴径はφ25H7に仕上げなければならず、仕上げ径でもキー溝は残っている状態だったため厄介な断続切削の仕上げになります。




サーメットのチップでは3〜4個で欠けてしまう

この仕事が20個分ありました。
私は通常の連続切削では上記のようなノンコートサーメットのチップを使って仕上げ加工を行っています。
仕上げ面が光りますし、仕上げしろが少なくても安定して仕上がるからです。
1個や2個であれば仕上げしろを少なくしてサーメットのチップで無理やり仕上げますが、個数が多いとやはりサーメットではチップが欠けてしまいます。
サーメットのチップは靭性が低いため、チップのカタログにもある通り断続切削には不向きなんです。
欠けるとチップが表面がザラザラになり、公差も安定しません。
今回も、仕上げしろ0.1mmだと一発で欠けてしまい、0.03mmくらいでも3〜4個でチップが欠けてしまいました。
断続切削用チップを使えば表面を光らせられる!
使ったのがこのチップ
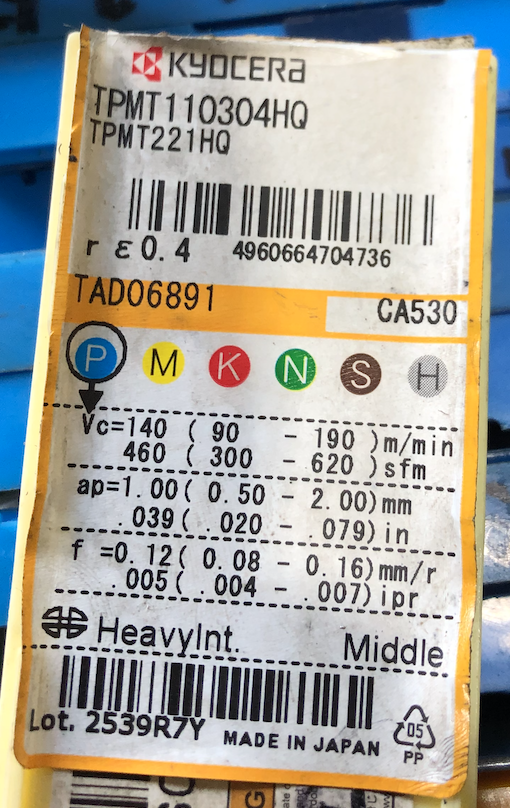

そんなときに私が使っているのが京セラの断続切削用のチップです。
型番はTPMT110304HQ CA530
CA530は靭性の高い材質・コーティングで、断続切削でも刃先が傷みにくいです。
HQブレーカは仕上げ〜中切削となっており、私は普段このチップを内径の荒加工や生爪の成形に使っています。
このチップ、切削条件を整えれば断続切削の仕上げで表面がサーメット並に光るんです!
しかも寸法も安定します。
うまく仕上げるためのポイント
まず、このチップの刃先はサーメット製チップの刃先と比べて切れ味が悪いため、仕上げ加工とはいえ切り込み量がある程度必要です。
具体的には径で最低0.4mmはないときれいになりません。
仕上げしろが少ないとザラザラの表面になってしまいます。
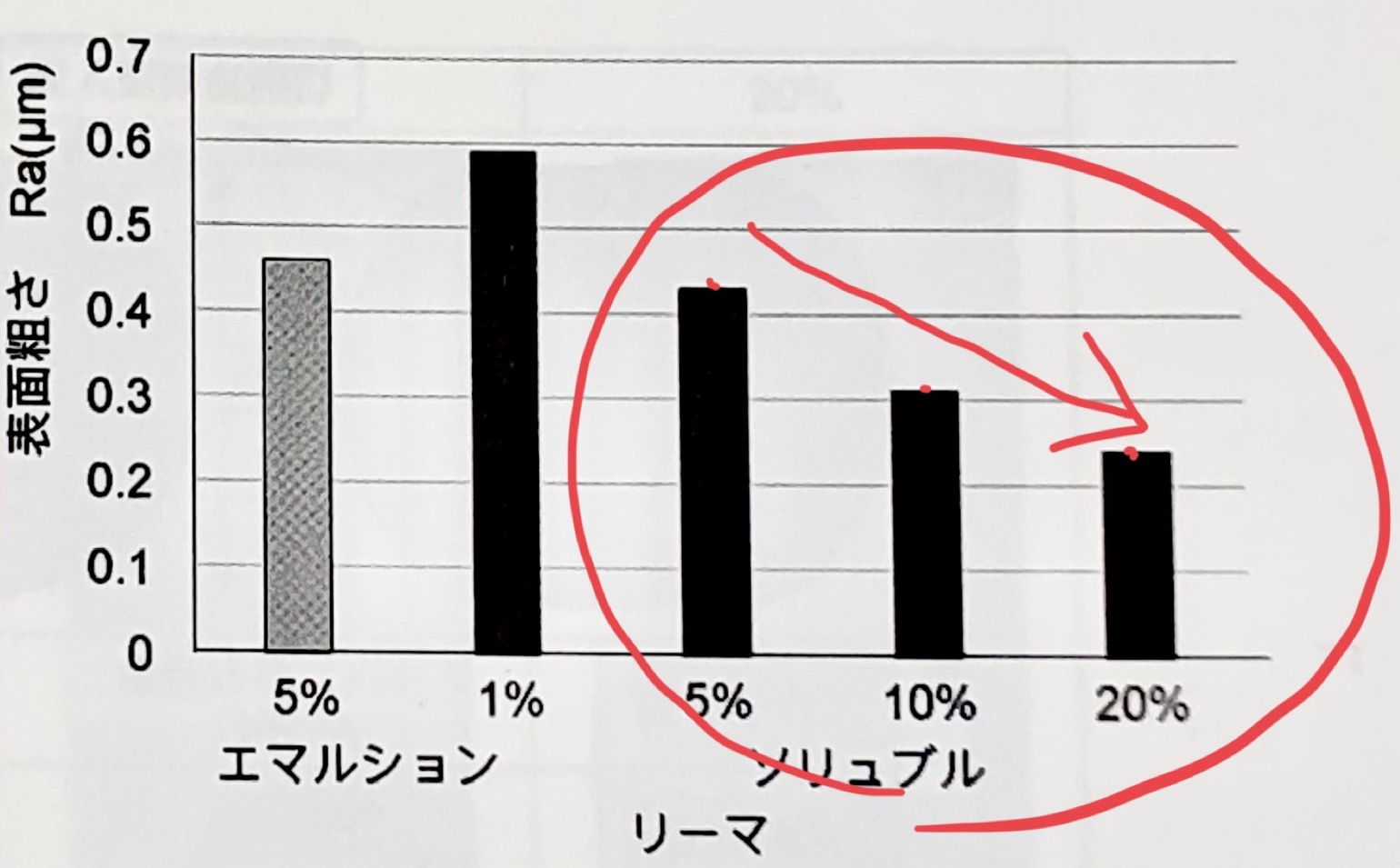
また、切削速度は径が小さくても最低180m/minはあったほうが良いです。切削速度が足りない場合もザラザラになってしまいます。
この条件で加工すれば断続でも寸法はH7で安定し、表面もかなりきれいに光ります。
サーメットのチップと比べた際の注意点
このチップで仕上げる際の注意点として、先述のように0.2以内の低切込みで削ると表面がザラザラになってしまうということです。
なので、サーメットであれば可能な「あと0.02mm大きくしたいからその分だけ削ろう」といった寸法の微修正ができません。
一発勝負の仕上げということを念頭に置いて加工するようにしましょう。
加工の方法は人それぞれ
いかがでしたでしょうか。
今回は私の加工方法を紹介しましたが、人ごとの考え方や持っている工具によって加工方法は様々です。
本記事の方法はあくまで一例であり、まだまだ加工方法はあると思いますので、自分なりの方法を見つけてみるのも面白いですね。

コメント