 NC・汎用旋盤技術
NC・汎用旋盤技術 【汎用旋盤】ねじ切りダイヤルを使ったねじ切り方法を解説!
ねじ切りダイヤルを使ってネジを切るメリットは?ねじ切り動作は、何回か繰り返して削っていくものなのですが、複数回行う際に、ねじ切り位置を同調させなければなりません。その同調させる方法は2種類あります。逆転を使う方法1つ目は、自動送りを入れっぱ...
 NC・汎用旋盤技術
NC・汎用旋盤技術 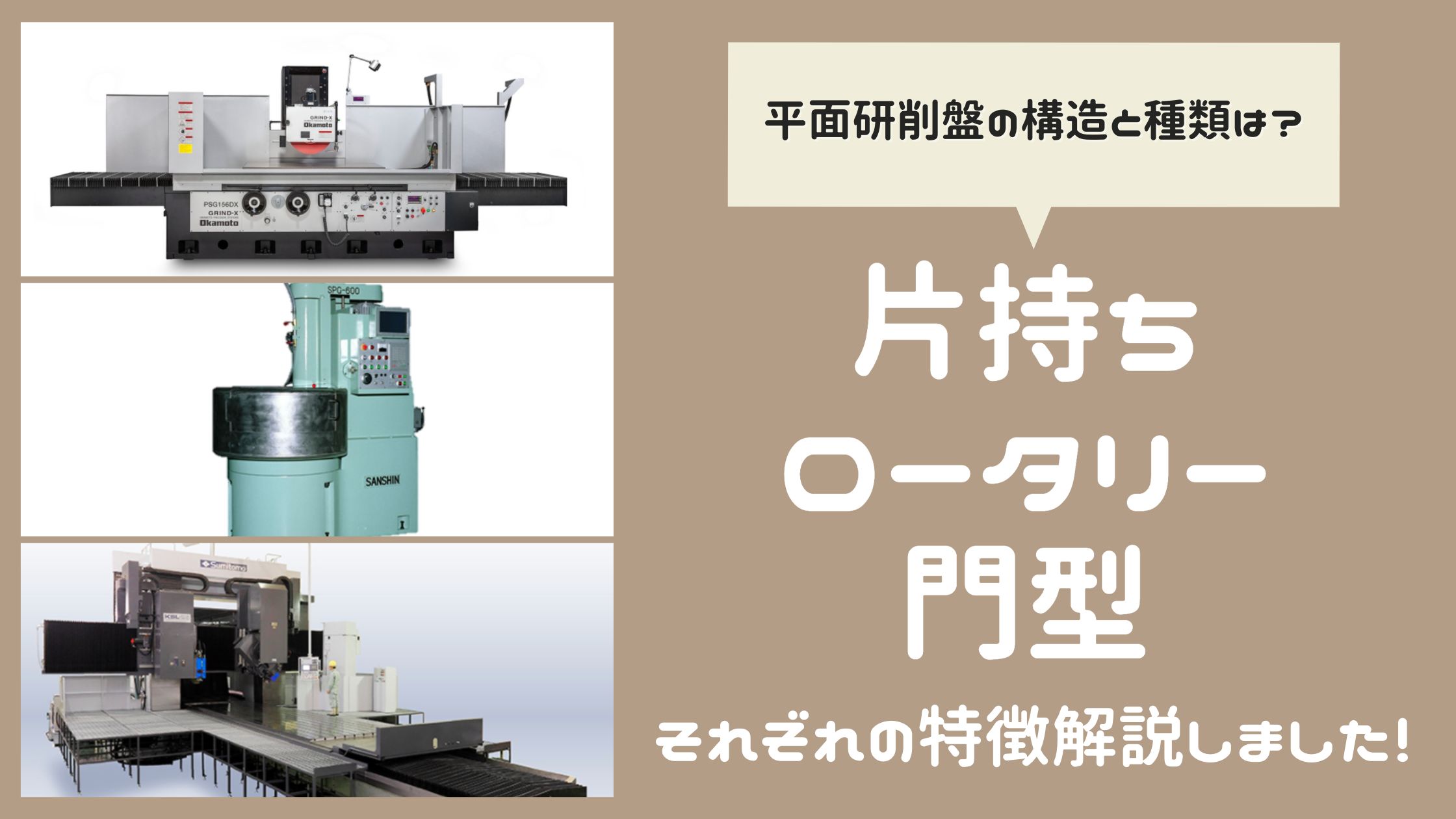 研削
研削  就職活動
就職活動  マシニングセンタ・フライス盤技術
マシニングセンタ・フライス盤技術  技術情報
技術情報  NC・汎用旋盤技術
NC・汎用旋盤技術  NC・汎用旋盤技術
NC・汎用旋盤技術  マシニングセンタ・フライス盤技術
マシニングセンタ・フライス盤技術  マシニングセンタ・フライス盤技術
マシニングセンタ・フライス盤技術  就職活動
就職活動