


小径の溝入れをはじめとした内径加工は、バイトの制作や新たなバイトの購入が必要な、比較的難易度が高い加工です。
ですが、最適な工具を選んで加工を行うことで、手研ぎバイトでびびりながら苦労して時間をかけて行っていた加工も一発でびびりなく美しく仕上げることができます。
本記事では、小径の溝入れや中ぐり加工、そしてねじ切りや端面溝まで、小径内径加工全般を速くきれいに行うために選ぶべき工具を、複数のメーカーを比較しながら解説しました!
小径の内径溝入れ・中ぐりバイトのメーカー比較
まずは、どの工具メーカーを選ぶべきかを考えていきます。
「解説より具体的なおすすめ工具が知りたい!」という方はこちらから下部にジャンプしてください。
小径の溝入れや、中ぐり(ボーリング)バイトを選ぶに当たって重要なことは「国内メーカーと海外メーカーの良いとこ取りをする」ことです。
国内メーカーは、標準品であれば工具購入から届くまでが比較的速い点や、標準的なバイトであれば比較的安価なのがメリットです。
一方でバイトやインサートのラインナップはそれほど多くなく、一つのホルダで一つの加工しか行えない場合が多いため、様々な寸法の加工の分だけホルダを用意すると最終的にトータルコストは高くなってしまいがちです。また、標準的な寸法にしか対応していなかったりと、汎用性は低いです。
その点、記事内でご紹介するような海外メーカーの工具は、ラインナップの充実度や、一本のホルダで様々なインサートを使える汎用性の高さにメリットがあり、小径内径加工ではその強みを最大限に発揮します。
そのため、小径の加工の場合、φ10以上のボーリングであれば国内メーカーや、価格にこだわるならインプラスのものを揃え、内径溝入れ・小径端面溝・内径ねじ切り・φ10以下のボーリングであれば以下にご紹介する海外メーカー(HORN)の工具がおすすめです。

HORNの工具が小径内径加工に最適
本記事の「小径の内径加工」というテーマで一番ご紹介したいのがHORNの工具です。
HORN社はドイツの工具メーカーです。
世界70ヶ国以上に展開する海外では大変有名なメーカーで、日本での知名度も急速に高まってきています。

HORN社は大企業であるにも関わらず溝入れに特化した工具を製造しています。
そのため溝入れ工具のラインナップが大変豊富で、私の経験から言うと、他のどの工具メーカーよりも多様な溝入れ工具が揃っています。
そして、特筆すべきなのが今回のテーマである小径内径加工のラインナップと性能です。
溝だけでなくボーリングやねじ切り、端面溝も豊富に揃っているのが特徴で、ボーリングに関してはなんと最小加工径φ0.2mmから対応しています。
超硬を自社製造しており工具の剛性がとにかく高く、一本のホルダで多くのインサートが扱える汎用性の高さも魅力です。
その多くのラインナップの中で特におすすめなのが、以下にご紹介する工具シリーズです。
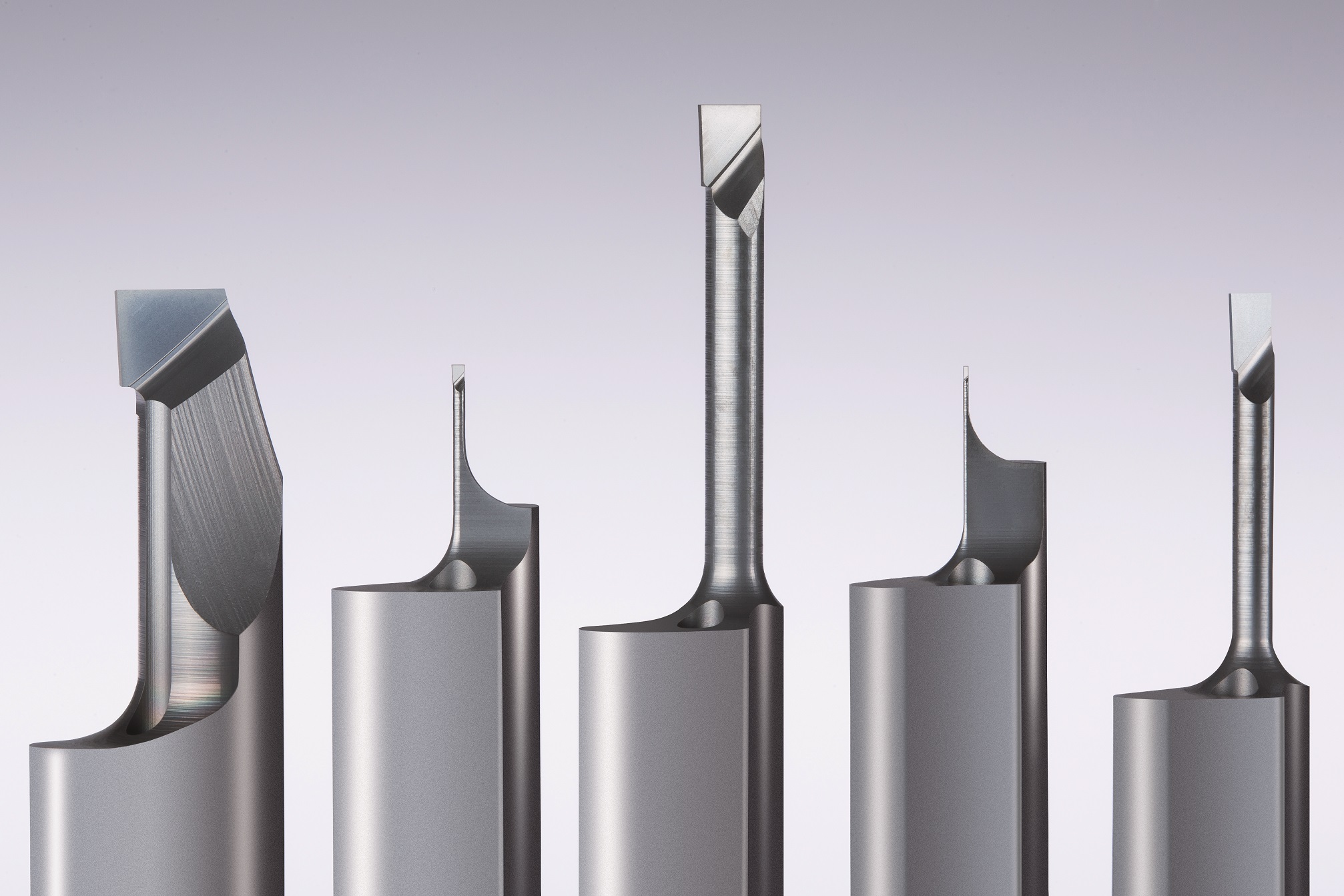
HORN スーパーミニ
HORNのスーパーミニは、耳かきのようなステッキ形状の工具です。
小径の内径加工では、溝入れやねじ切りも含めてこの工具が最適解といっても良いほどの性能、ラインナップ、そして汎用性を兼ね備えています。
少々長くなりますが、この「スーパーミニ」の他メーカーと違うところ、特徴を解説しておきます。


ホルダ一本で多くの加工種類に対応。ねじ切りやキー溝も。
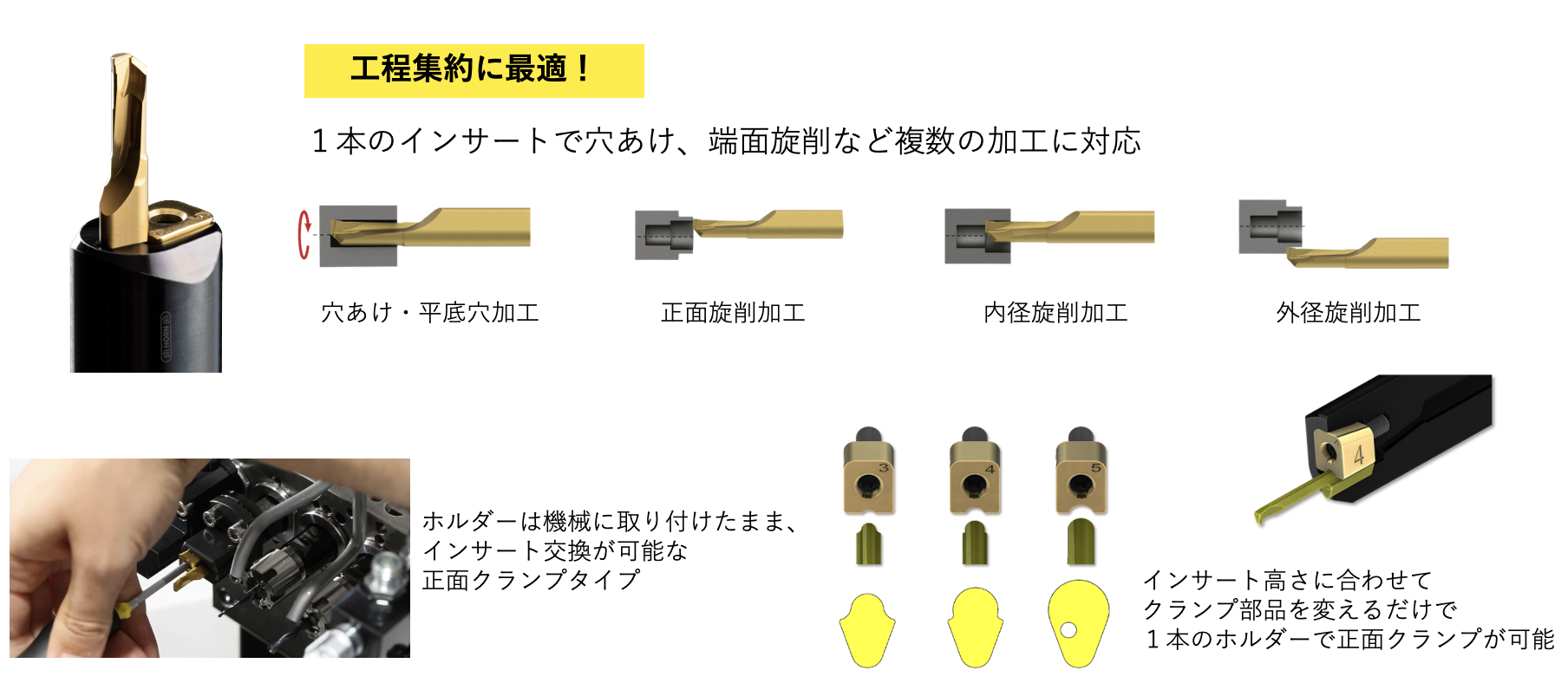
一番の特徴は、ホルダ一本で多くの種類の加工に対応できる点です。
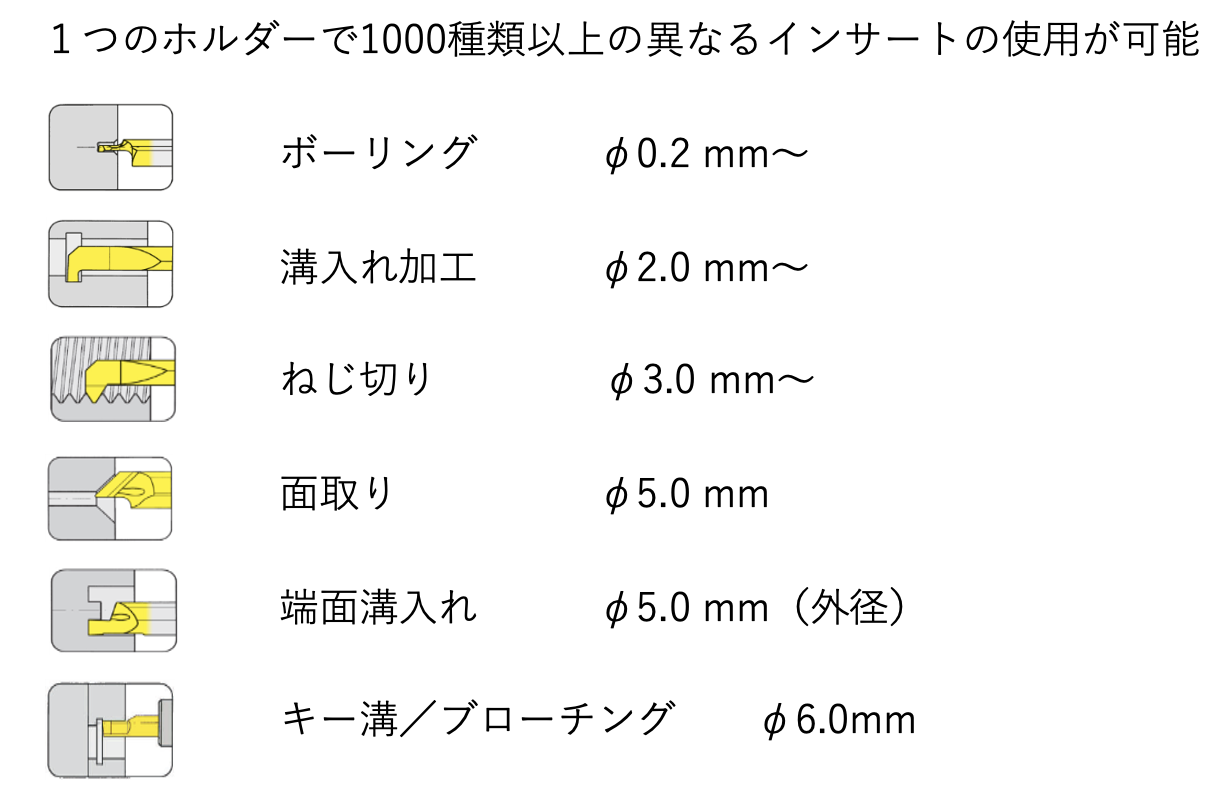
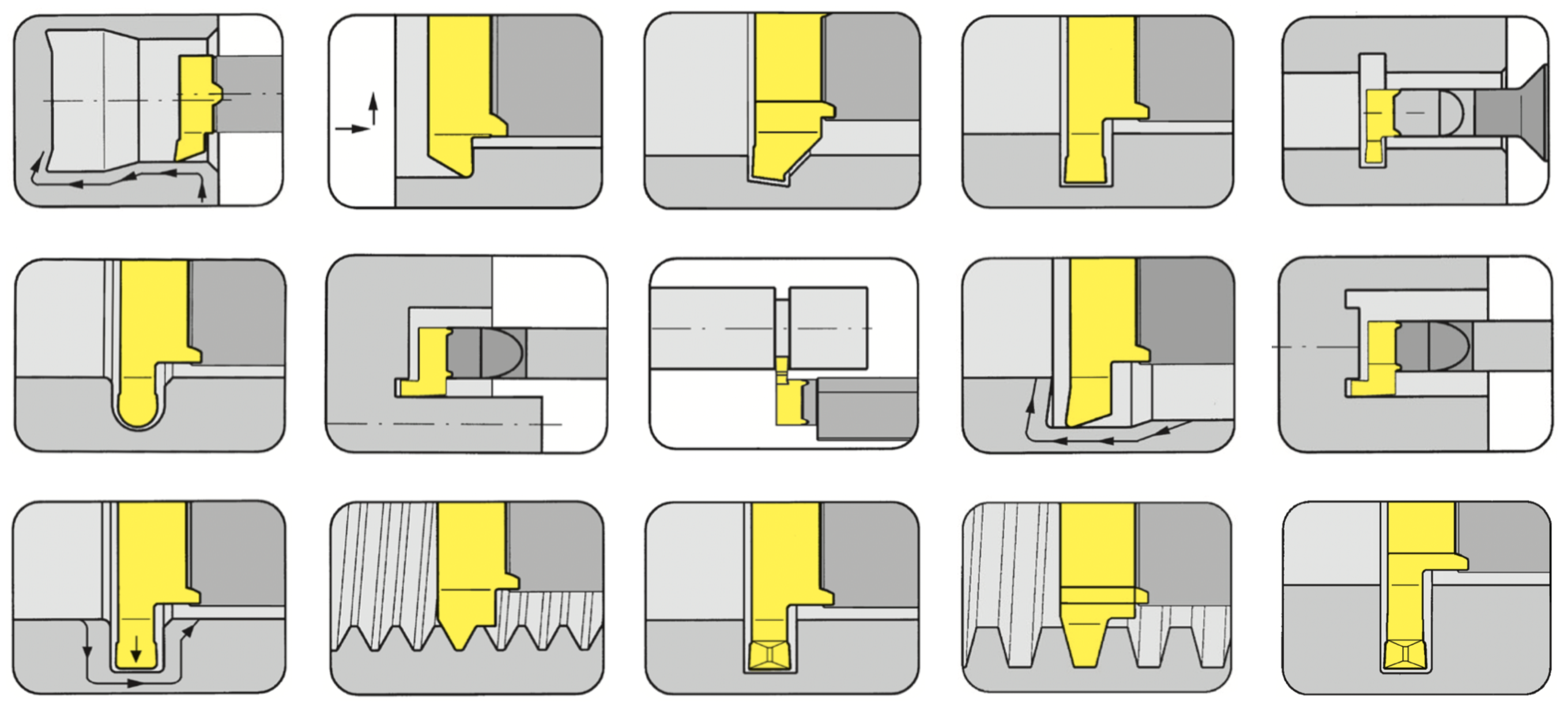
スーパーミニのホルダ一本を買っておけば、溝入れや中ぐり(ボーリング)だけでなく、ねじ切りやキー溝、端面溝入れなど様々な加工に対応できます。
インサートの種類はなんと1000以上。
少量多品種で様々な形状に対応する必要があっても、購入するホルダは1本ですむためコスト的にも有利です。

サイズ・材種のラインナップが大変充実している
多くの加工種に対応できるだけでなく、サイズラインナップも大変豊富です。
大変細い形状の内径加工にも対応しており、驚くべきことに溝入れであればなんと最小下穴径φ2、穴ぐり(ボーリング)であれば最小加工径φ0.2から対応できます。
そのどちらもあのSANDVIKよりも小径に対応しています。
さらに刃先材種も多様なものがラインナップされており、人工ダイヤモンドを焼結・密着させたPCD工具や、硬い焼入れ鋼に最適なCBN工具まで取り揃えています。


HORNならではの剛性の高さ
スーパーミニのもう一つの特徴は、インサートがティアドロップ形状(しずく形)になっている点です。
この形状によってインサートを保持する際の接触面積が大きくなり剛性が高まる上、一本のクランプねじで確実に芯高精度を合わせることができます。
良くも悪くも他社にはない形状ですので他社のホルダを使えないデメリットはありますが、膨大なラインナップを揃えるHORNのインサートのみで十分ですので問題にはなりません。


正面クランプにも対応
スーパーミニは小型自動旋盤にも最適な工具です。インサート交換のやりやすさも考えられており、正面クランプによってくし型刃物台でもホルダを外さずにインサート交換が可能です。
最小加工径φ6以上であればHORN ミニシリーズもおすすめ!
下穴径がφ6を越えるのであれば、ミニシリーズもおすすめです。
ミニシリーズはこちらの画像のように、刃先のみのインサートを交換するタイプの工具です。

スーパーミニシリーズと同様に、インサートを変えることで一本のホルダで多くの種類の加工に対応できます。
その種類は以下の通りです!
ミニシリーズについてはこちらの記事でもご紹介していますので、興味がある方は合わせてご覧ください!
また、下に掲載している加工動画で剛性の高さや汎用性の高さがわかりますので、ぜひご覧ください。

工具選定の電話相談も可能
海外メーカーというと、サポート面が不安な印象もありますが、HORNはその点も充実しています。
下記の電話窓口より、国内の工具メーカーと同様に電話で技術相談を受け付けています!
こちらの電話番号(IZUSHI 刈谷テクニカルセンター)で電話相談が可能です。
→HORN工具に関する技術相談窓口(IZUSHI 刈谷テクニカルセンター)TEL:0566-62-8075


ここまでの解説で、当サイトがHORN工具を推す理由がおわかりいただけたかと思います。
インサートの交換によって様々な加工にホルダ一本で対応できるHORN製工具を主軸にして、φ10未満の小径加工用のバイトを選定していくことをおすすめします。
国内メーカーの工具

国内工具メーカーでは、タンガロイや京セラ、三菱マテリアルなどが候補としてあがりますね。
本記事のテーマ「小径の内径溝・中ぐり」において、国内メーカーのものでおすすめできるのはφ10以上のボーリングバー(内径バイト、中ぐりバイト)です。
国内メーカーであれば、性能や価格は似たりよったりではありますが、私の勤務先にあるのは三菱マテリアルのものが多いですので、その中からご紹介します。

https://www.mmc-carbide.com/jp/products/turning_tools/boring/dimplebar
こちらは三菱マテリアルのディンプルバー。φ10以上の、特に耐びびり性能が重要な仕上げ加工に重宝する内径バイトです。ボーリングのおすすめ工具の項で後ほどご紹介しますが、φ5から加工できるスティックバーも重宝しています。
コストパフォーマンスを重視するなら、インプラスの超硬ボーリングバーが、安価な上に耐びびり性能も高く、大変おすすめです。
おすすめの小径内径ホルダ・インサート【加工別】
本項では、加工種別ごとにおすすめの工具を具体的にご紹介します!
小径の内径溝入れ加工
内径溝入れ加工全般にいえることですが、刃幅が大きくなるにしたがって切削抵抗が大きくなり、びびりが発生しやすい加工です。
それが小径となるとさらに工具剛性を確保するのが難しくなるため、工具剛性に強みを持つHORNの工具を選ぶのがおすすめです。
また、溝の位置や径、幅によって様々なサイズの工具が必要になるのも内径溝の特徴ですので、インサートラインナップの多いHORNの工具を選ぶことでメリットが出やすいです。
下穴径φ6以上の内径溝入れおすすめ工具:HORN ミニ「106」「107」
下穴径がφ6以上を確保できるのであれば、HORN ミニ「106」、φ7以上であればミニ「107」がおすすめです!
特にミニ「107」は溝入れ用インサートが豊富な上、ねじ切り用インサートもラインナップされており、汎用性が高いです。
また剛性面もたいへん頼もしく、ミニ「107」は首下径はφ6でありながら有効長は6L/Dとなる36mmまで対応可能です。ミニ「106」はさらに細く、首下径φ5.2、最大有効長は5L/Dの26mmとなっています。普通鋼程度の材質であれば、この長さでもびびりが起こることはありません。
ミニ「106」が最適なのはφ6〜φ7と限定的ではありますが、次項でご紹介するスーパーミニ「105」と比較してインサート単価が安価なため、数を加工する場合や、この径の溝入れをよく行う場合は選択肢に入ってきます。
さらに深い溝深さが必要であれば、ミニ「10P」がおすすめです。φ10以上の下穴径を確保できれば、溝幅1mmの細さで3mmの溝深さに対応できます。
これより径が太くなる溝入れでも、ミニ・シリーズは首下径φ11までラインナップされているため、大抵の溝形状で適するホルダ・インサートが見つかります。首下径φ11のモデルでは、溝幅2mm、溝深さ8mmもの深溝加工も可能です。カタログからインサートの図を下に掲載しました。図で見ると視覚的にその深さがわかりやすいかと思います。

下穴径φ6未満の内径溝入れおすすめ工具:HORN スーパーミニ「105」
下穴径φ6未満の内径溝入れを加工する際は、HORNのスーパーミニ「105」がおすすめです。
スーパーミニ「105」は下穴径φ6以下の様々な径に最適化されており、1つのホルダで使用できるインサートサイズの選択肢が広いです。また、ねじ切りや端面溝など多くの種別に対応しており、大変汎用性が高い工具です。
この工具を活用すれば、下穴径φ2の内径に溝入れを行うという驚きの加工も実現できます。
φ6〜φ7では先程のご紹介したミニ「106」と迷うかと思いますが、ミニ「106」の方が剛性が高くインサート単価が安いため、溝幅1.5mm以上で深さ0.8以下かつびびりを抑える必要がある場合や、使用頻度が高い場合はミニ「106」、それ以外は汎用性の高いスーパーミニ「105」を選ぶと良いでしょう。
φ7〜φ10で2mm未満の溝幅を加工したい場合は、もちろんスーパーミニ「105」でも対応可能ですし、より剛性が必要な場合はスーパーミニ「109」や「110」を選ぶとより安定して深い位置の溝入れを行うことができます。

小径のボーリング・中ぐり加工
ボーリング・中ぐり加工は、HORN ミニシリーズのボーリング用インサートでも可能ですが、インサートのコストパフォーマンスの観点から、φ5以上であれば以下の工具をおすすめします!
φ5未満であればHORN スーパーミニがおすすめです。
最小加工径φ10以上のボーリングおすすめ工具:インプラスのボーリングバー
びびり防止には超硬シャンクのボーリングバーが最適なのは周知の事実ですよね。
その中で、インプラスのボーリングバーは国内メーカーと比較しても価格が安く、同等の性能を持つため大変おすすめです。
最小加工径φ10以上のものしかラインナップされていないため、φ10未満でしたら他のメーカーのものを選択する必要があります。

最小加工径φ5~φ8のボーリングおすすめ工具:国内メーカーのボーリングバー
最小加工径がφ10未満であれば、国内メーカーの超硬ボーリングバーがおすすめです。
国内メーカーであればどこでも大きな差はありませんので、京セラや三菱マテリアル、タンガロイをはじめとしたお好みのメーカーを選ぶと良いです。
私が使用しているのは三菱マテリアルのスティックバー、SCLCシリーズですので、どれを選べばよいかわからない方はこちらを使用すると良いでしょう。

最小加工径φ5未満のボーリングおすすめ工具:HORN スーパーミニ「105」
最小加工径φ5未満のボーリングとなると、通常のスティックバーでは厳しくなります。
リーマでの加工も視野に入りますが、旋盤で加工したい場合や、寸法調整の必要性、外観の点からボーリングで加工したい場合もあるかと思います。
そういったときにこそスーパーミニが活躍します。
おすすめするのは、溝入れでもご紹介したスーパーミニ「105」です。
なんと、インサートを付け替えることで最小下穴径φ0.2から対応できてしまいます。φ6まで1本のホルダで対応できるため、様々な径を加工する場合でも問題ありません。
小径の端面溝入れ加工
小径の端面溝入れは、通常の工具だとホルダやインサート下部が干渉してしまうため、小径用の工具を用意する必要があります。
国内メーカーでも小径の端面溝入れ工具はラインナップされていますが、そのサイズの幅広さと、一本のホルダで様々な加工に対応する汎用性の高さから、HORNのミニ、スーパーミニから選ぶのがおすすめです。
どちらも内径奥端面の加工に対応しているのも魅力的です。
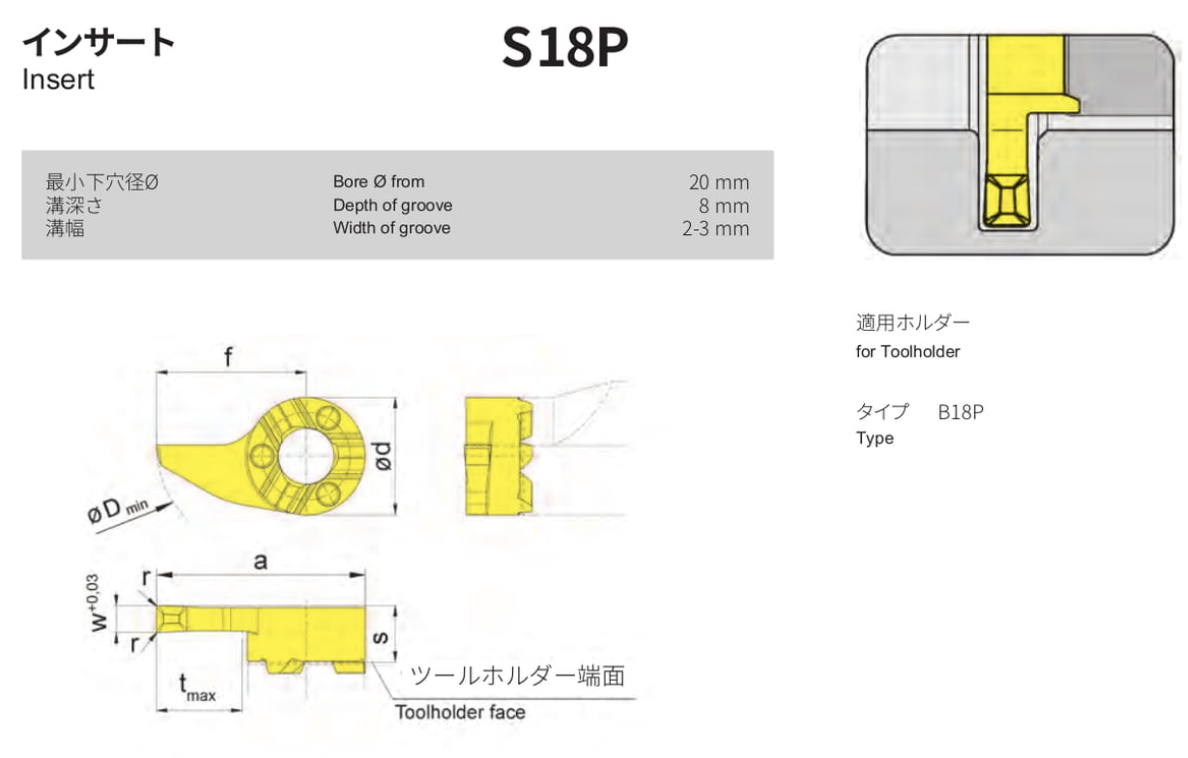
小径の端面溝入れおすすめ工具:HORN スーパーミニ「105」「110」
汎用性が高すぎて、各加工ごとに毎回紹介しているスーパーミニ。3回目の登場です。
まず、スーパーミニ「105」では最小加工径(外径値)φ5という、大変小径の端面溝入れに対応しています。
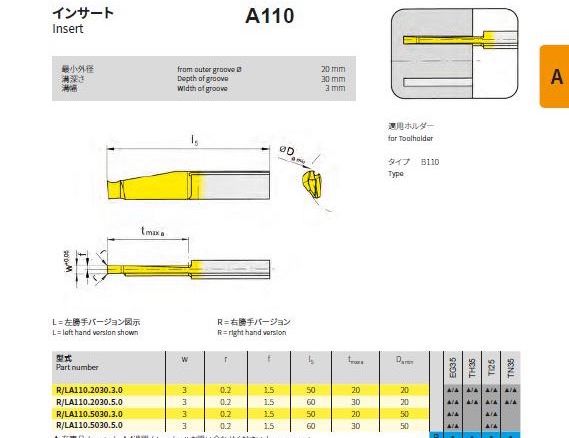
さらに特徴的なのは、その溝深さです。なんと驚くべきことに、スーパーミニ「110」では最小加工径φ20、溝幅3mmで、30mmもの溝深さに対応しています。
動画をご覧いただくと、30mmという深さがいかに深いものかおわかりいただけるかと思います。
これができるのは、私が知る限り他のメーカーにはありません。
そこまでの深さが必要ない場合でも、小径端面溝用インサートは多数ラインナップされていますので、カタログを探せば丁度よいものが見つかるはずです。
HORN スーパーミニを選んでおけば、もし深溝や特殊な溝を加工したくなった際にホルダの購入が必要なくなるため、とりあえずこのシリーズを選んでおくことをおすすめします。
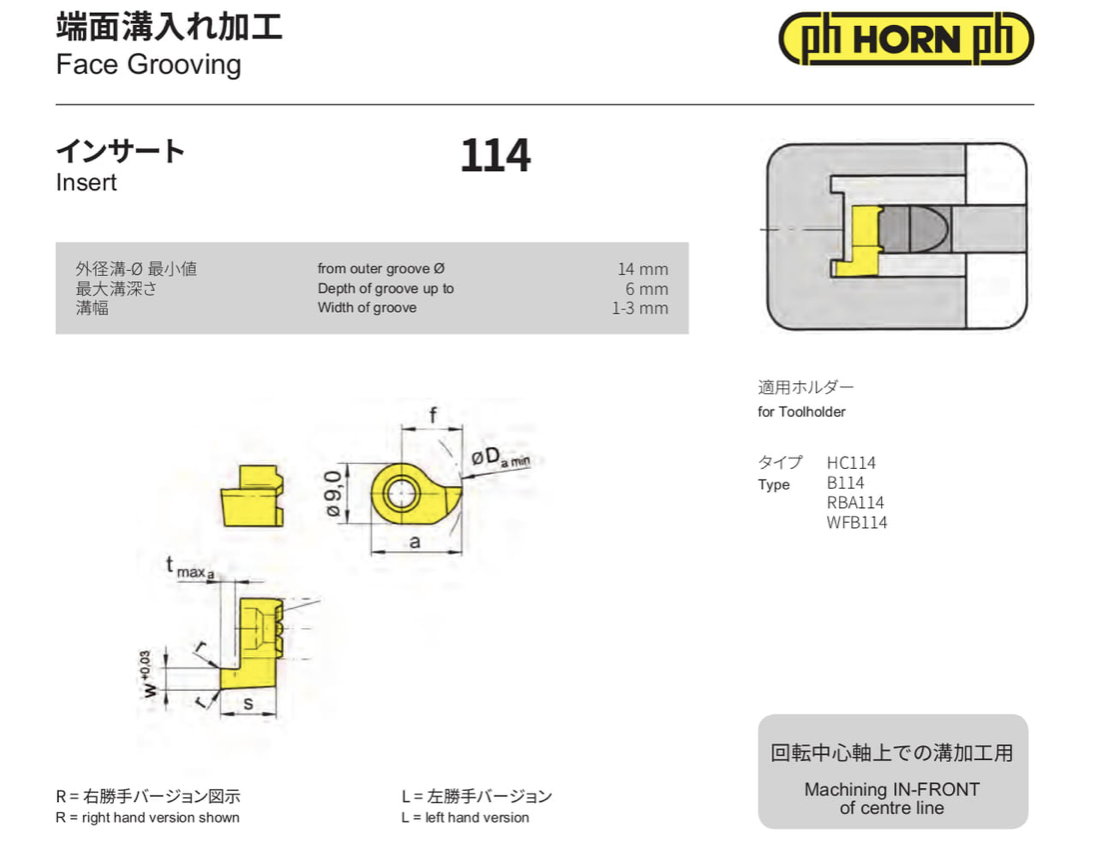
小径の端面溝入れおすすめ工具②:HORN ミニ「114」
ミニシリーズでも、小径の端面溝が加工可能です。こちらは溝深さ6mmまで対応しています。
すでにホルダを持っている場合でしたら、剛性も高く深い位置の奥端面が加工できるためおすすめの工具になります!
先程ご紹介したスーパーミニシリーズのほうが端面溝のラインナップは多いですので、深い位置の奥端面加工が必要なく、すでにスーパーミニのホルダを持っている場合はそちらを選ぶと良いです。

小径の内径ねじ切り加工
ねじ切りのおすすめも、溝入れと同様に断トツでHORNになります。
内径のねじ切り、とくに小径のものは、切削抵抗が大きい割に工具剛性を確保しにくいためびびりやすい加工です。
スーパーミニ、ミニシリーズは共に本当にびびりにくく作られています。ねじ切りでこそHORNの高剛性な工具性能が力を発揮するため、大変おすすめです。
ホルダを他の加工にも活用できる点もおすすめできるポイントになります。
最小下穴径φ7以上の小径内径ねじ切りおすすめ工具:ミニ「107」
最小下穴径φ7以上を確保できるなら、ミニ・シリーズがおすすめです。最も細いバイトはミニ「107」になります。
ホルダは首下径φ6でありながら、36mmの深さまで加工できるものがラインナップされています。
とはいえさすがに6L/Dのねじ切りではピッチや条件、材質によってはびびりが発生する場合がありますので、必要な場合を除いては、それより一つ短い首下26mmのホルダを選んでおくと間違いありません。

最小下穴径φ7未満の小径内径ねじ切りおすすめ工具:スーパーミニ「105」
スーパーミニ「105」は、ねじ切りでも活躍します。
ほとんどタップを使う径にはなりますが、小径の特殊なピッチのねじを少量多品種で何種類も切らなければならないような場合や、あまりに特殊なねじでタップが販売されていない場合などはバイトでのねじ切りを選択することもありえます。
なんと、スーパーミニでは最小下穴径φ3からねじを切ることが可能です。
M4相当から切ることができるということですね。
小径の内径溝などの工具はメーカーを統一するのがおすすめ
本記事では、小径の内径溝、ボーリング、端面溝、内径ねじの加工におすすめの工具をご紹介しました。
ほとんどHORNの工具をご紹介したことからもおわかりかと思いますが、この手のバイトは工具メーカーを統一させたほうがホルダを共通化できるため、コストや工具交換時間の面でメリットが出やすいです。
汎用性の高さや剛性面、ラインナップの多様さからHORNを主にご紹介していますが、他メーカーを選ぶにしてもなるべくメーカーを統一し、無駄な出費がないようにするのがおすすめです。
本記事が皆様の加工や工具選定のお役に立てば幸いです。


