

金属加工の現場では、さまざまな種類のカッターが使用されています。その中でも「サイドカッター」は、溝入れや切り込み加工に欠かせない工具の一つです。特にチップの式サイドカッターは、効率的な加工と高い精度を実現できるため、近年普及が進んでいます。
本記事では、従来のハイスサイドカッターと比較しながら、チップ式サイドカッターの基本的な特徴やメリット・デメリット、加工のコツについて解説しています。
おすすめのメーカーと工具も解説していますので、工具選びに悩む方や、加工効率を向上させたい方はぜひご活用ください。
チップ式サイドカッターのメリット・デメリット
サイドカッターと聞いて、まず想像するのはハイスサイドカッターですよね。
チップ式サイドカッターは、メリット・デメリットがあるのか、ハイスのものと比較しながらその特徴を解説します。


チップ式サイドカッターのメリット
切削速度を上げやすい
チップ式サイドカッターのチップは超硬でできています。
超硬はハイスと比べて硬度が高く切削速度を上げることができるため、より速い速度で加工を行うことができ、加工時間を短縮できます。
例えばSS400のような炭素鋼であれば、ハイスだとV=約20m/minでの加工になるのに対し、チップ式であれば約150m/minと、実に7倍以上の切削速度で加工することができます。

摩耗による寸法変化が小さい
超硬のインサートは、ハイスよりも摩耗が少ないです。そのため、連続した加工による寸法変化も小さく抑えることができ、安定した精度で加工を行えます。
被削材に合ったチップの材種を選べる
サイドカッターに限らず、チップ交換式の工具は様々な材種・コーティングのインサートを選ぶことができます。
また、それだけでなくコーナRも多様にラインアップされており、工具メーカーによっては一つのホルダで多様な材種や加工内容に対応することができます。
面粗度を安定させやすい
チップ式のサイドカッターは、摩耗による面粗度の変化を受けにくいです。傷んできた刃先から交換する事ができますし、ハイスより摩耗自体も少ないため、仕上げ面の外観や仕上がり寸法も安定します。
剛性が高い
チップ式サイドカッターのホルダは、各メーカーが最も効率的な形状を設計した上で製品化されています。
ハイスサイドカッターのように再研磨を前提とした作りにする必要がなく、自由度の高い設計が可能になります。
そのためチップポケットの大きさの調整によって剛性を高めたものや、クーラントホールを搭載した製品もラインアップされています。
使用頻度が高い場合、コストを抑えられる
数多くの製品をなるべく短い時間で加工したい場合、チップ式のサイドカッターはチップのみの交換で半永久的に使用できるため、ハイスサイドカッターよりもコストを抑えることができます。
再研磨の必要がない
ハイスサイドカッターの再研磨は、刃幅と刃長の減少を伴うため、再研磨後のカッターを使用すると加工の仕上がり寸法の管理に計算が必要になります。また、再研磨に出している間は工具を使用できないため、その間加工を諦めるか、予備のカッターを用意する必要があります。
その点チップ式であればチップを交換するだけですので非常に手軽です。

デメリット
チップ式サイドカッターにも当然デメリットはあります。目的に応じてハイスと使い分けるのがおすすめです。
工具単価が高いため、頻度の低い加工には向かない
工具一式の価格を比較すると、チップ式よりハイスの方が安いです。
数ものでなく、少量生産で一時的に使用するのみの場合は、チップ式よりハイスのカッターを選択するべきでしょう。
低切削速度での加工には向かない
チップ式は、超硬の刃先で加工するため、低切削速度の加工では刃先を傷めてしまいます。
ワーク剛性が低い場合やクランプが不安定でびびりやすい場合など、低切削速度での加工が必要な場合は、より靭性が高く切れ味の良いハイスの方が適しています。

チップ式サイドカッターの使い方と加工のコツ
使用方法
チップ式サイドカッターの使用方法について解説します。
取付
サイドカッターは、基本的にアーバーへの取り付けが必要になります。
カッターの種類は3種類に分かれており、それぞれで取り付け方法は少しずつ異なります。
・ボルト締めでアーバーへ取付する「アーバー取付型カッター」
・カッター本体に切られているねじでシャンクに締結する「スクリューインカッター」
・キー溝を使って拘束する「ディスク型カッター」
取付自体はどのパターンでもボルトやネジ止めが基本ですので、説明書どおりに作業を行えば苦労することはないでしょう。

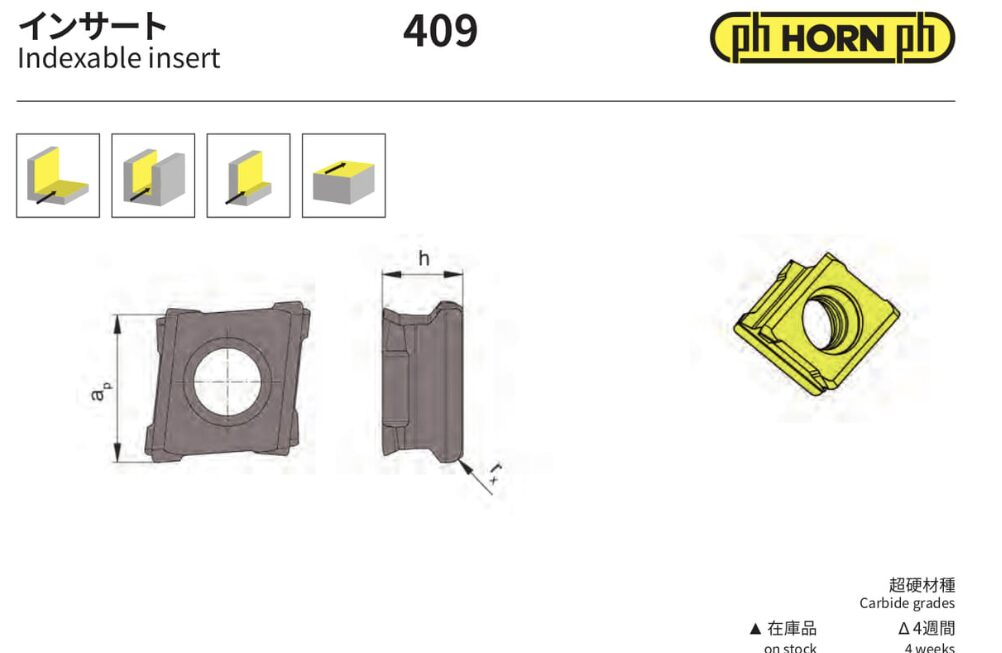
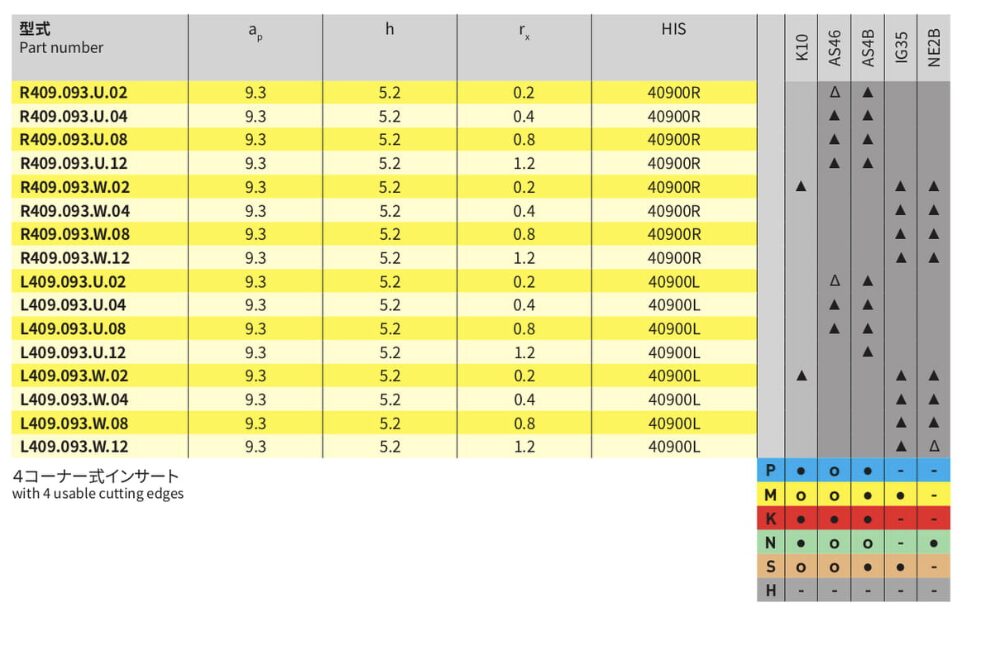
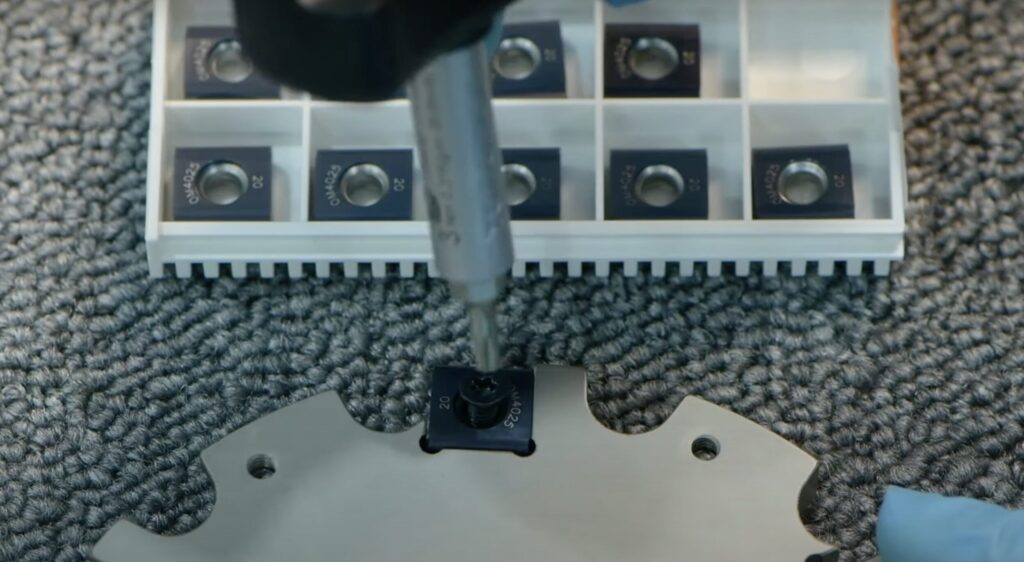
チップ交換
チップ交換は、他のチップ式工具と同様にボルト締結で行います。
千鳥刃のサイドカッターの場合は右勝手インサートと左勝手インサートが分かれている場合も多いため注意が必要です。
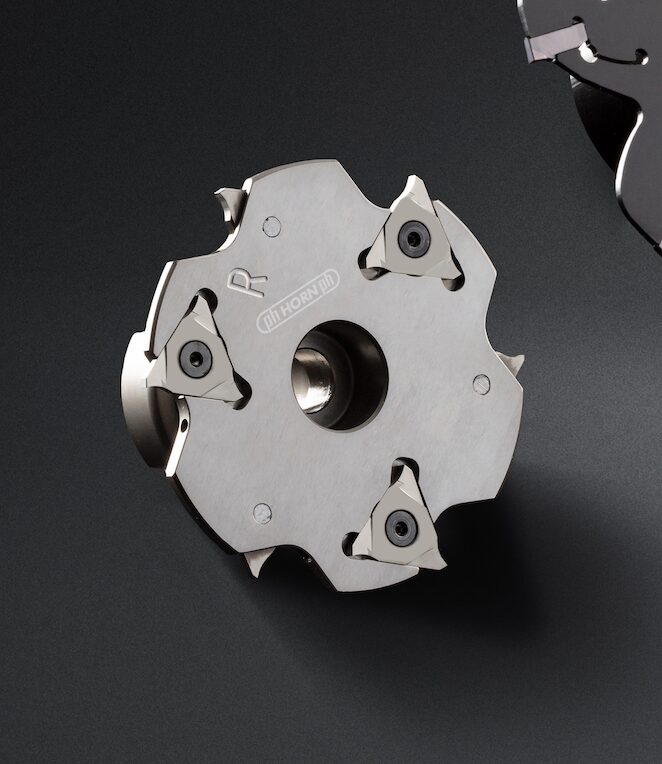
HORN社のサイドカッター システムM475のように、右勝手と左勝手に共通のインサートを使用できるものもあるため、そういったものを選べばチップの管理が楽になります。(システムM475については記事後半でご紹介しています)
セルフクランプのカッター
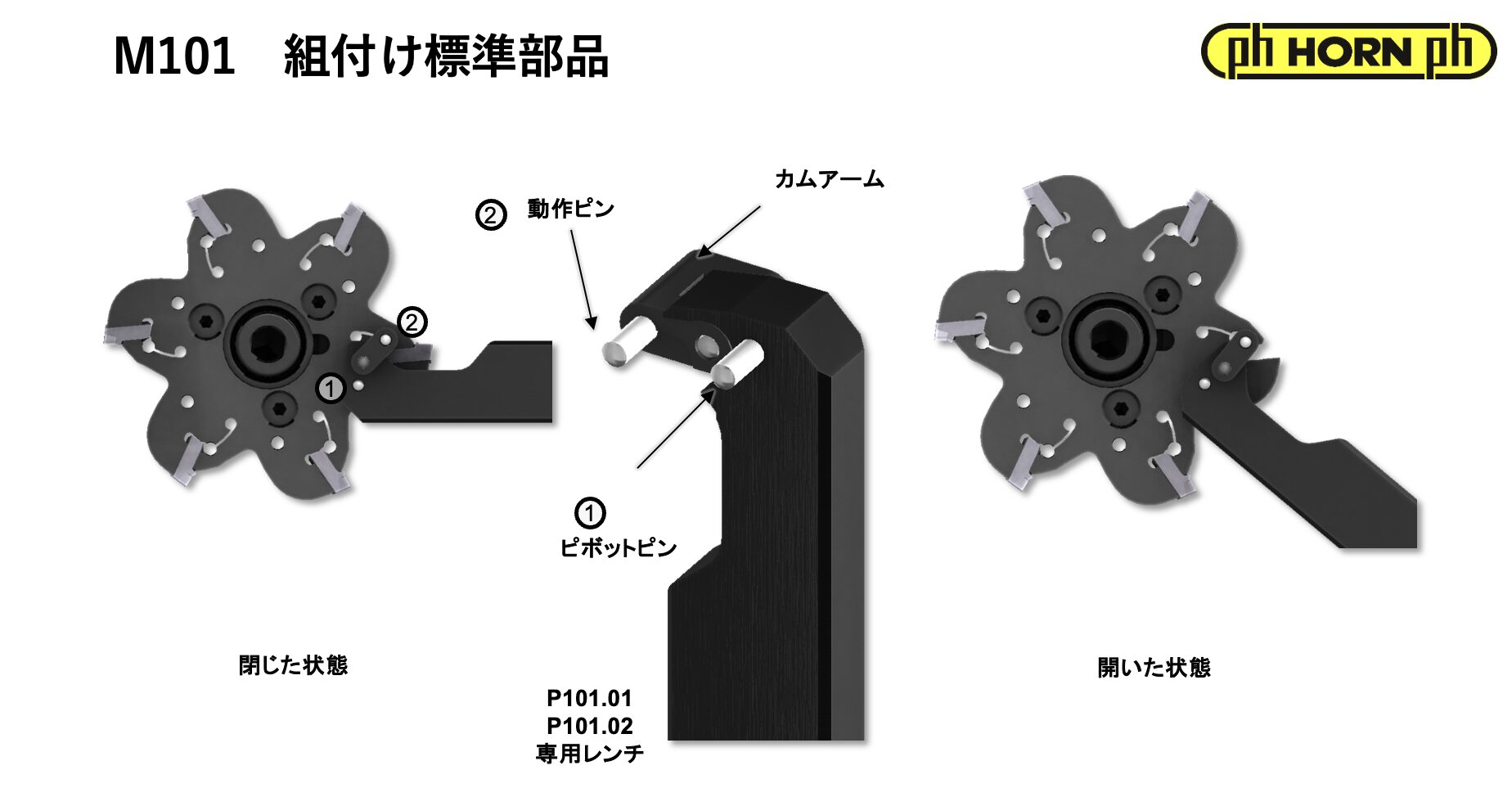
薄型のカッターでは、セルフクランプのモデルもあります。
セルフクランプでは、専用レンチで開けた隙間にチップを挟み込むことで固定を行います。
ボルトで止めないので見た目には不安に感じるかもしれませんが、加工方向への負荷に対する剛性は十分にあるため、通常使用での破損の心配はありません。
使用のコツ
チップ式サイドカッターを使用するにあたってのポイントや、切削条件を解説します。
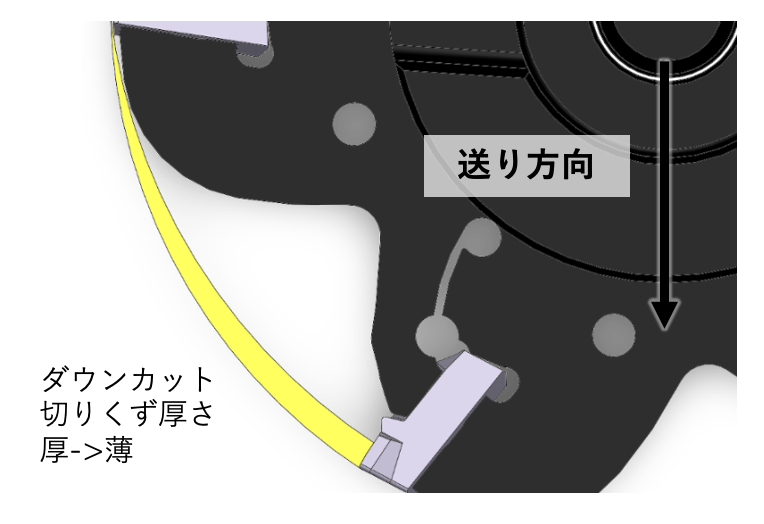
基本的にはダウンカット
サイドカッターにおいては、ダウンカットとアップカットをどう使い分ければ良いのでしょうか?
HORN社のスリッターカッターを例に、どちらが適するかを解説します。
ダウンカットの特徴
- 切りくず排出が問題にならない限り、スリッターカッターではダウンカットが推奨されます
- 切削抵抗は入口で高く、終わり際でゼロに近くなります
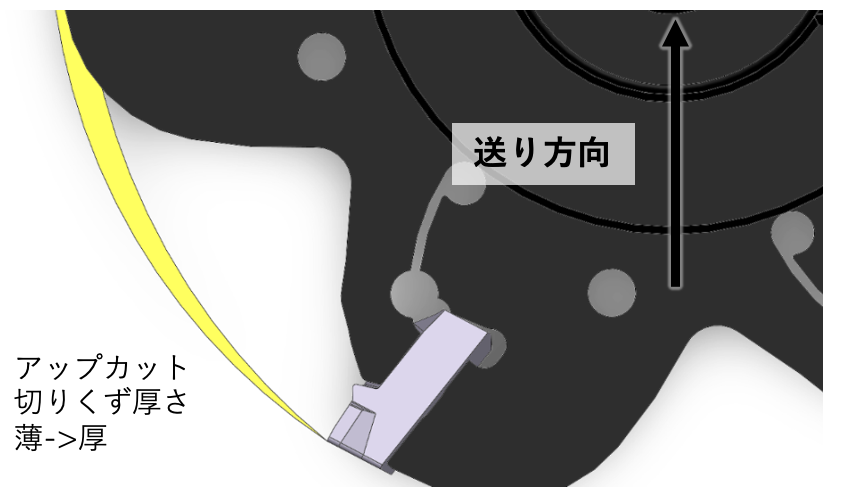
アップカットの特徴
- 切りくず処理が問題となる場合、アップカットはより深い溝で使用されます
- 切削抵抗は進入時にほぼゼロで、切り込むにつれ増加します
- アップカットでは送りは50%落とす必要があります
以上の通り、工具寿命や加工効率のために基本的にはダウンカットを使用し、切粉の噛み込みが問題になるほどの深い溝の場合は、送りを50%以下に落としたうえでアップカットを使用したほうが切粉のはけが良くなります。
特にスリッターカッターのような幅の小さい溝においては切りくず詰まりが怖いですので、浅めの溝でない限りはアップカットを使用しましょう。
適正な切削条件は?
チップ式サイドカッターでは、通常のミーリングより工具剛性が確保しづらいため、適正な切削条件で加工することがより重要になります。
基準となる切削条件は以下のとおりです。
SS400
切削速度V=150m/min、一刃あたりの送りfz=0.02mm/tooth
SUS304
切削速度V=100m/min、一刃あたりの送りfz=0.02mm/tooth
アルミ
切削速度V=200m/min、一刃あたりの送りfz=0.03mm/tooth
さらに攻めた条件も可能ですので、それぞれの材質でこのあたりから試してカタログ値を見ながら調整すると良いでしょう。
また、一回目の加工では、はじめの切り込み時のみゆっくり送って様子をみてから加工を行うようにしましょう。チップの取付不良などによるトラブルを防ぐことができます。
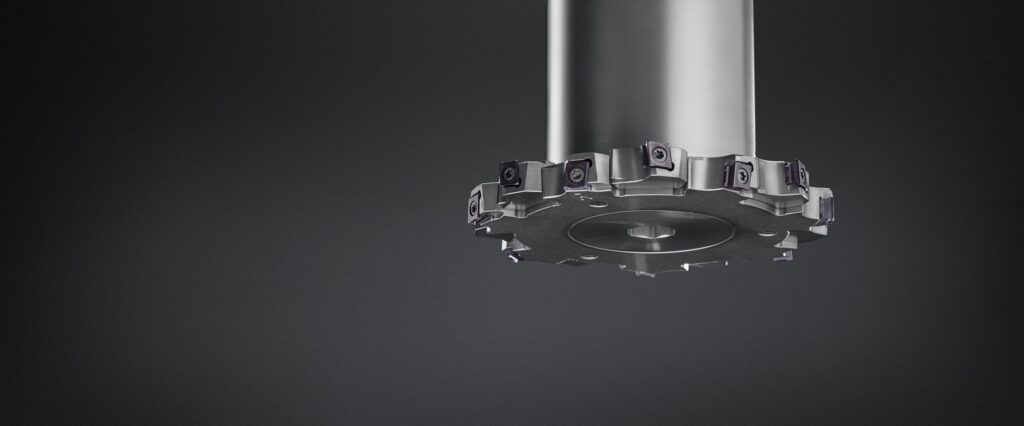
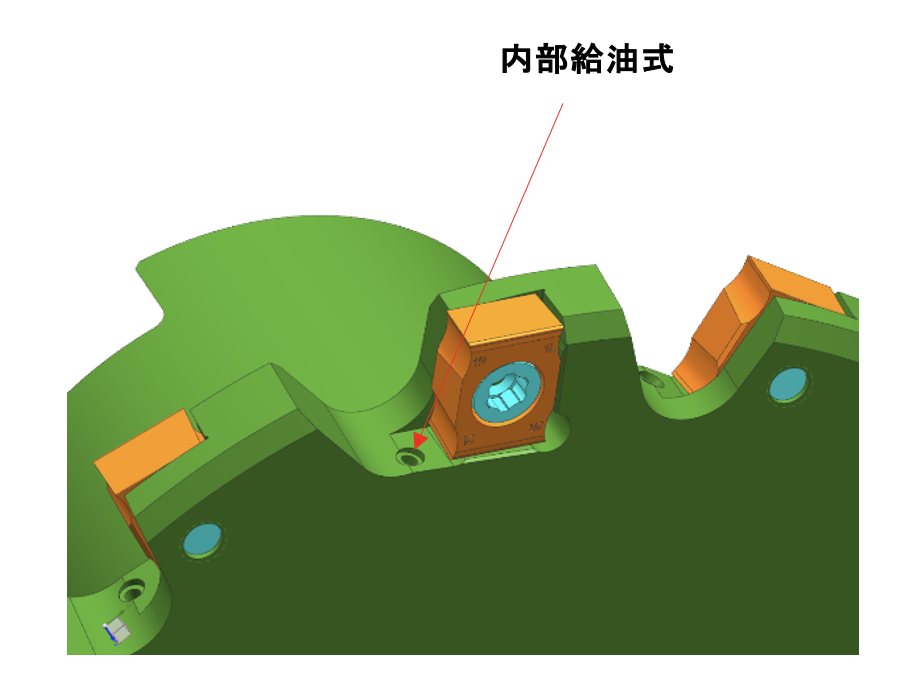
クーラント
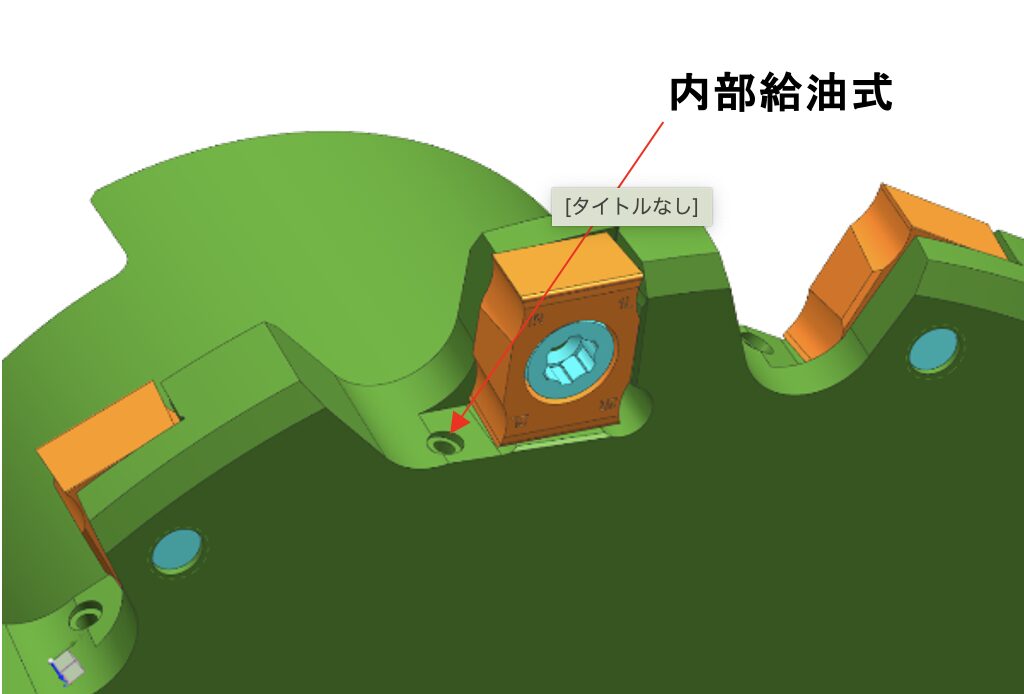
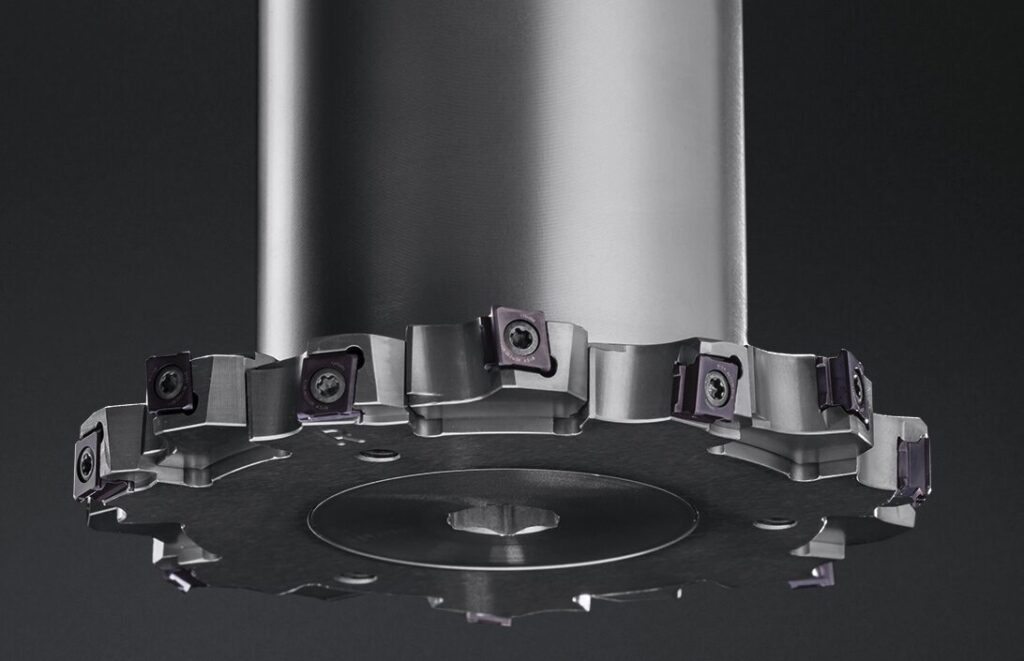
サイドカッターでの加工は薄く深い溝を加工する場合もあるため、切粉の詰まりが起こりやすい加工です。そのため、切粉をしっかり排出するためにしっかりとクーラントをかけながら加工するようにしましょう。
画像のような、クーラントホールつきの内部給油式工具を使用するのがベストです。
おすすめのチップ式サイドカッター
当サイトでおすすめするのは、ここまでの記事画像でも取り上げてきたHORN社のサイドカッターです。
HORN社はドイツの工具メーカーです。
世界70ヶ国に展開している海外では有名なメーカーで、日本でも知名度が高まってきているためご存じの方も多いかと思います。
溝入れ加工に特化した「HORN」
HORN社は大企業であるにも関わらず溝入れに特化した工具を製造しています。
そのため溝入れ工具のラインアップが大変豊富で、私の経験から言うと、他のどの工具メーカーよりも多様な溝入れ工具が揃っています。
溝入れフライスの一種であるサイドカッターも例外ではなく、大変充実したラインアップが展開されています。

HORN社製サイドカッターのラインアップ
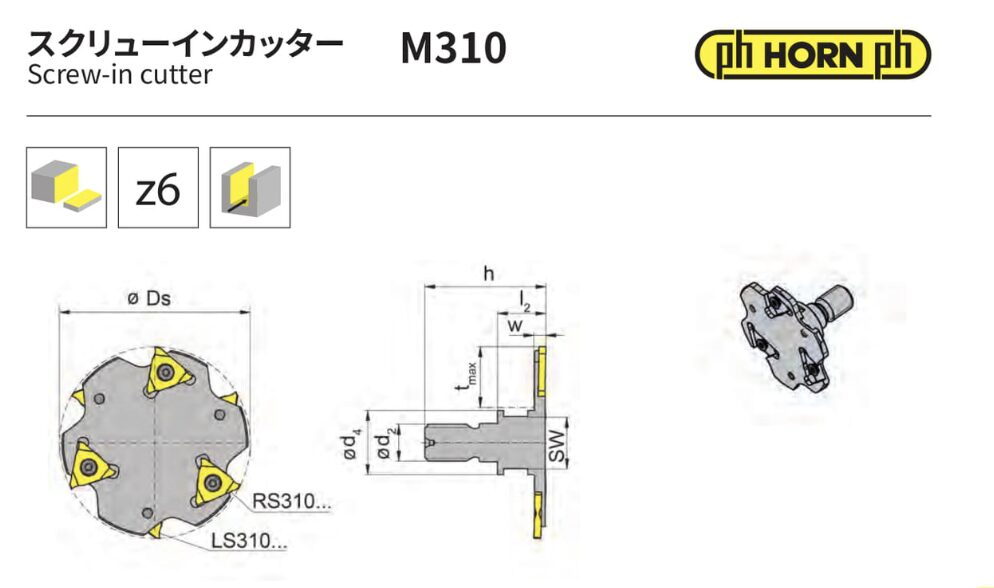
HORN社製のサイドカッターには、主に以下の7種類がラインアップされています。
システムM101、382、383、M310、M475、M406、M409
それぞれの特徴は下図の通りです。記載の通り、インサート幅は1.2mm〜、溝深さは〜63.5mmと、ラインアップが大変充実していることがわかります。
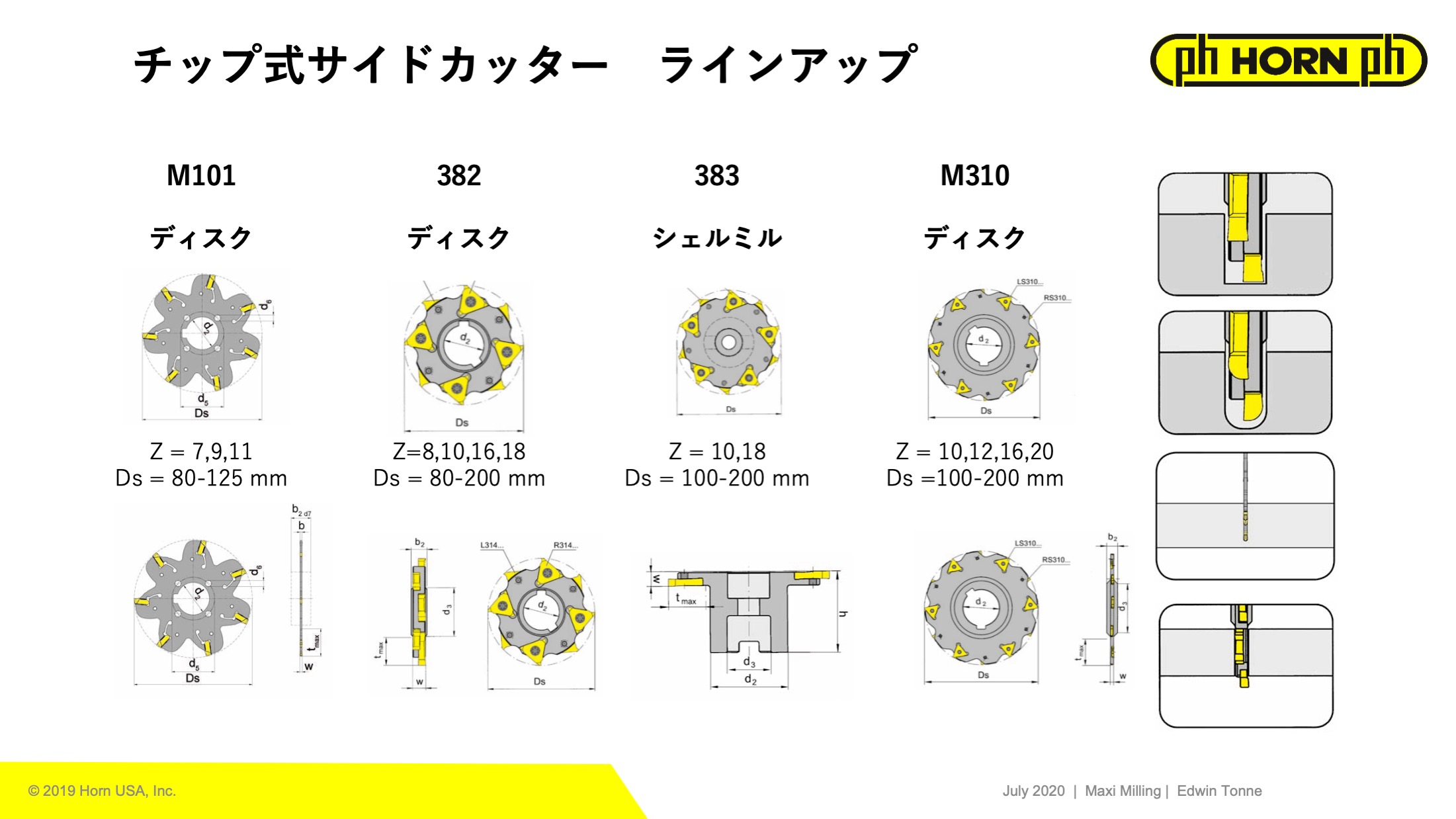
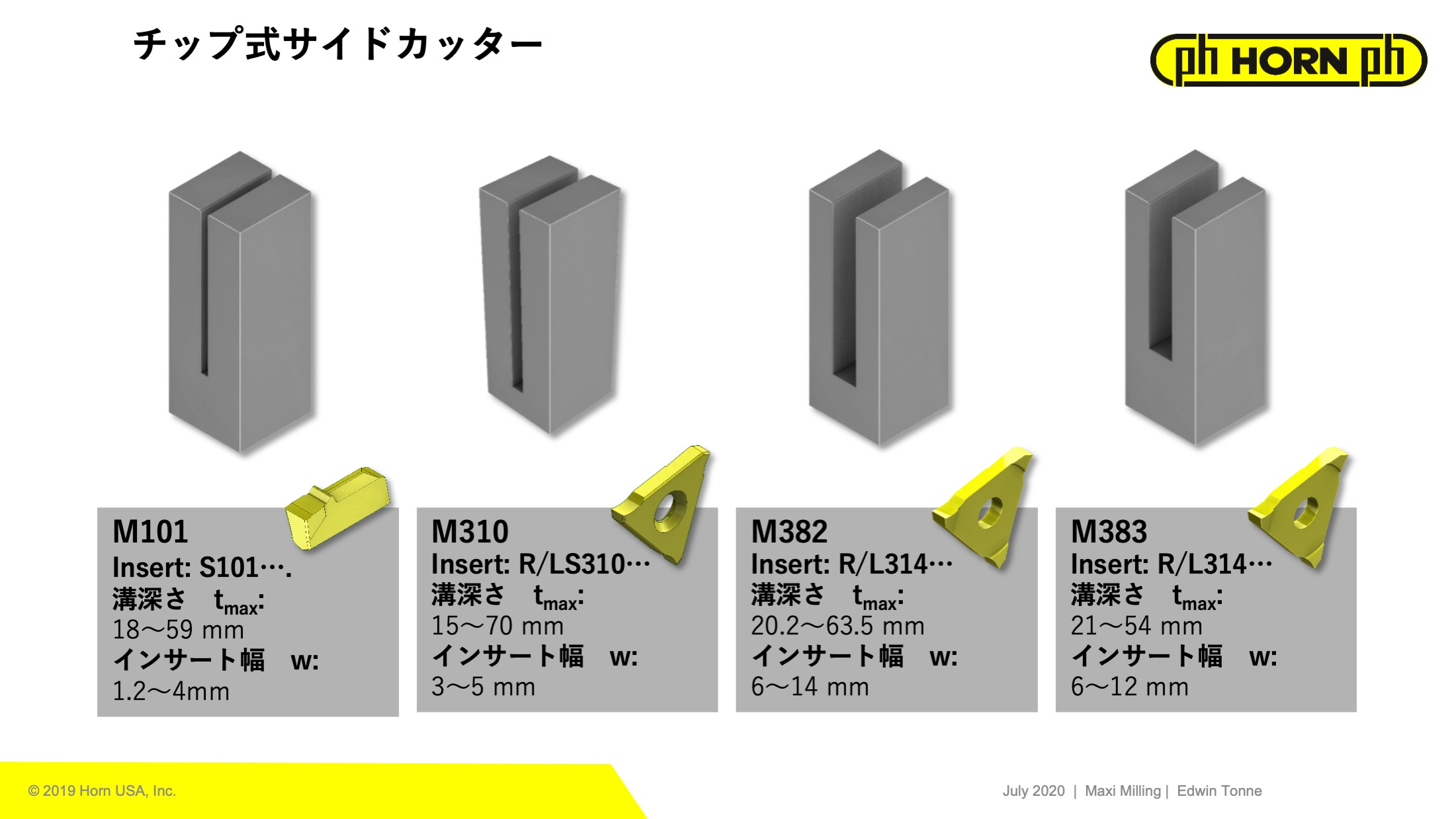
これらの中でも特徴的な、最も薄い溝に対応したシステムであるM101、チップとクーラントホールに特徴があるM475、溝幅調節機能を搭載したM406・M409を掘り下げてご紹介します。

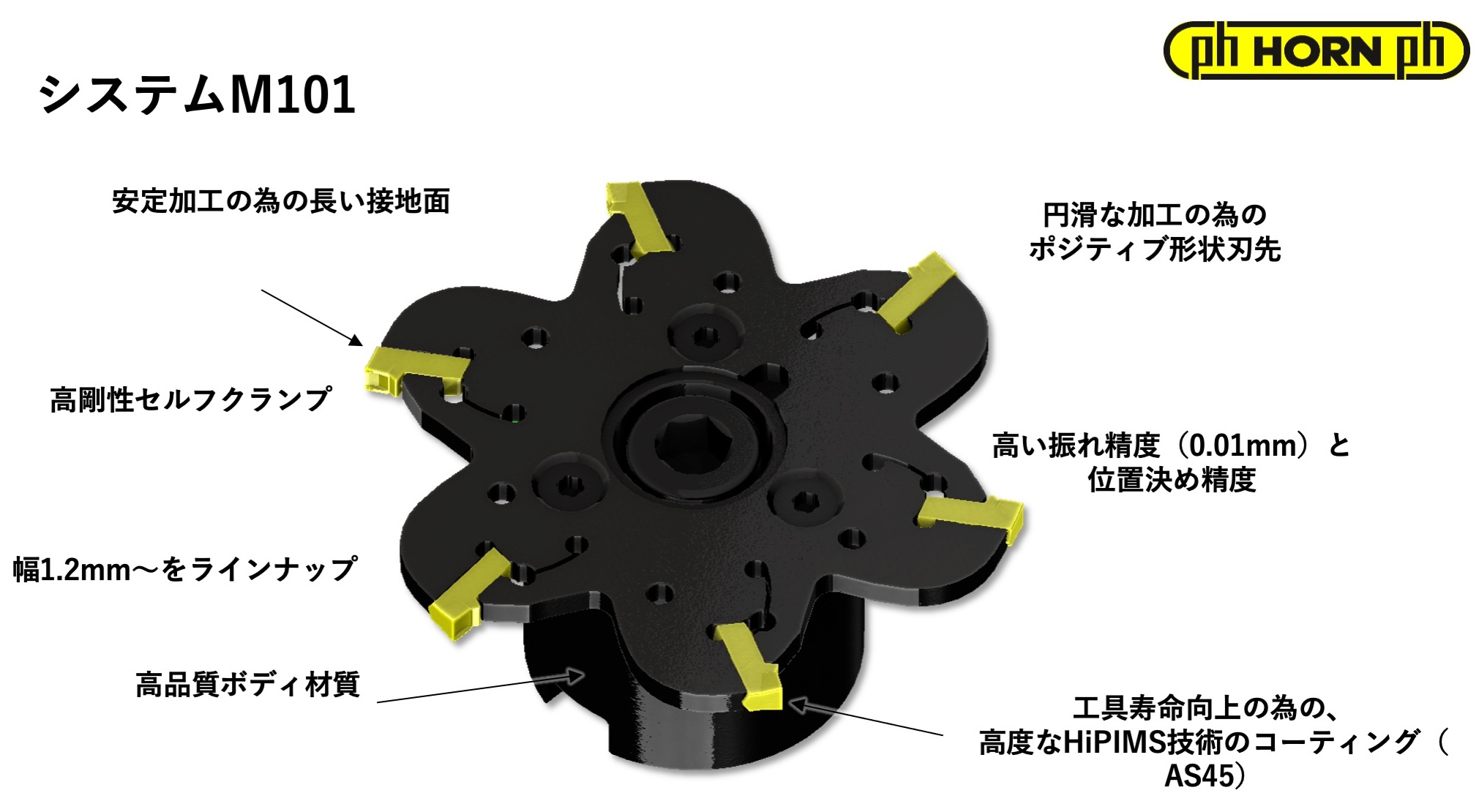
システムM101
システムM101は、溝幅1.2mm〜と、チップ交換式としては極薄の溝にも対応しています。
この薄さでありながら溝深さ20mmと、溝幅の15倍以上の深さに対応しています。
この薄さはボルトを使わないセルフクランプならではのものといえますね。
もちろん対応する溝幅も幅広く、1.2~4mmから選ぶことができ、溝幅が大きくなればその分加工可能深さも大きくなります。
以下の動画をご覧いただければ、その薄さについてイメージがつきやすいかと思います。
システムM101の特徴
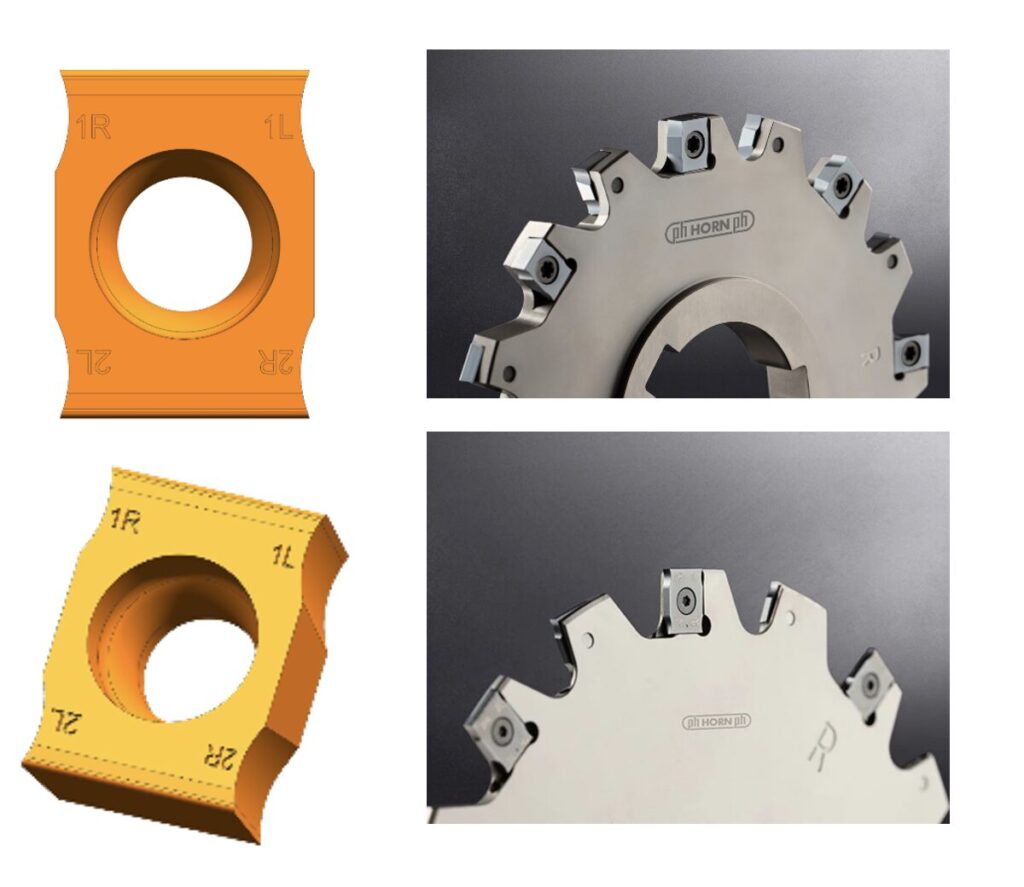
システムM475
千鳥のサイドカッターでは通常、左勝手と右勝手、それぞれのチップを1種類ずつ計2種類用意する必要がある場合がほとんどです。一方でシステムM475は、一つのチップに右勝手と左勝手両方の機能を備えているため、用意するチップが1種類でよくなります。
ひとつで4コーナー使えて経済的なのも嬉しいポイントです。
また、他モデルも含め、クーラントホールを備えているカッターも多数ラインアップされています。

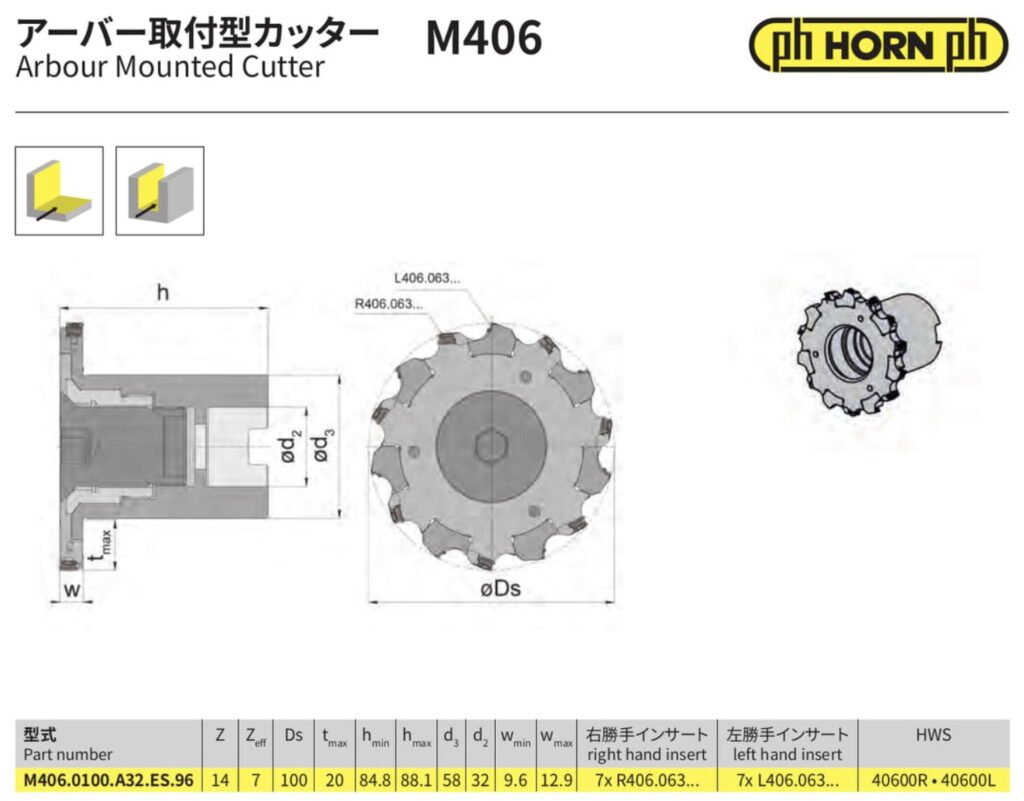
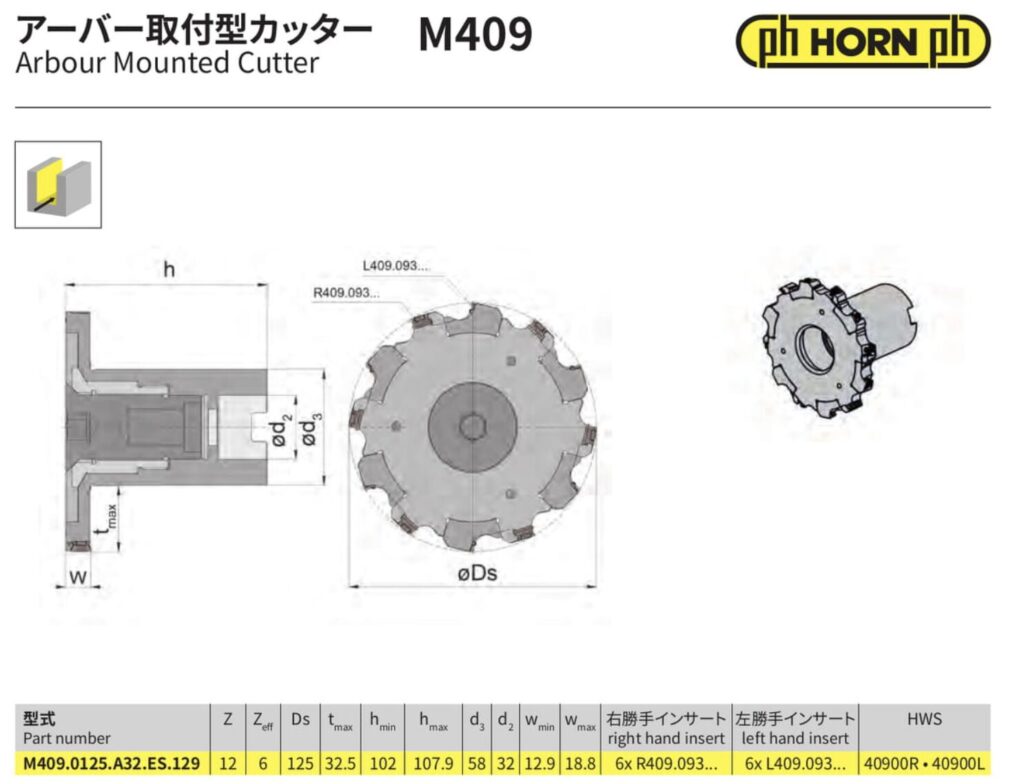
システムM406、M409
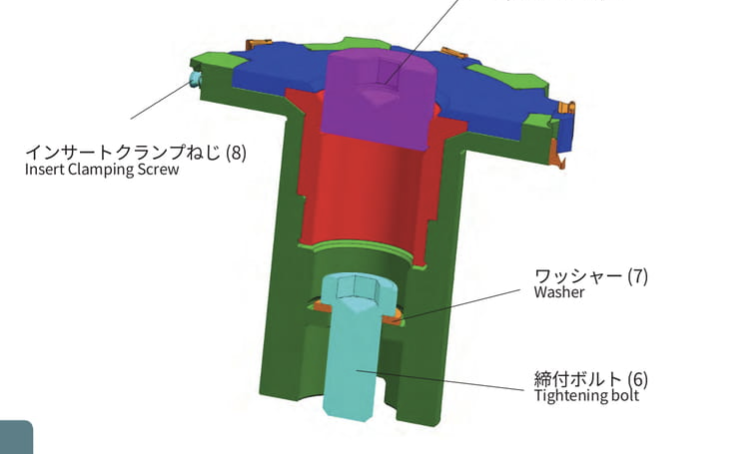
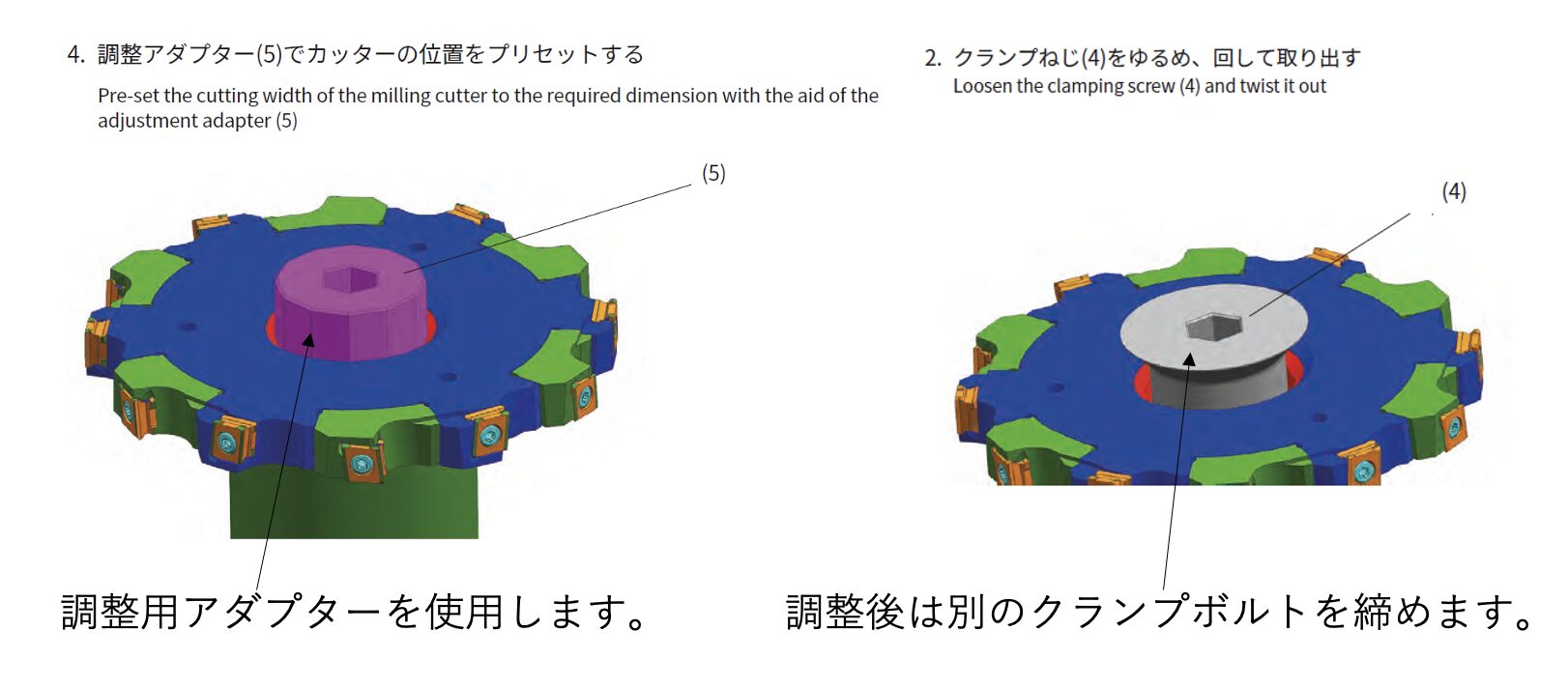
次に特徴的なのが、システムM406とM409です。これらのモデルにはなんと溝幅調節機構が備わっています。
M406でしたら溝幅9.6〜12.9mm、M409で12.9〜18.8mmの間で調節できますので、2種類揃っていれば9.6〜18.8mmの間でならどんな溝幅にも一発加工で対応できるメリットがあります。
下図のように、調整用アダプターを差し込んでレンチで回すことで調節することが可能です。下掲載のYouTube動画(0:40〜)で調整の様子を見ることができますので、ぜひご覧ください。
HORNは工具選定の電話相談も可能
海外メーカーというとサポート面が不安なイメージもありますが、HORN社は下記の電話窓口より、国内の工具メーカーと同様に電話で技術相談を受け付けている点もおすすめできるポイントの一つです。
電話番号も以下に掲載しておきますので、ぜひご活用ください!
→HORN工具に関する技術相談窓口(IZUSHI 刈谷テクニカルセンター)TEL:0566-62-8075

