

製造現場の生産性を劇的に変えるキーワードとして、近年大きな注目を集めているのが「ギヤスカイビング(Gear Skiving)」です。
これまで、歯車加工といえば「ホブ盤」や「ギヤシェーパー」といった専用機で行うのが当たり前でした。しかし、近年の5軸加工機や複合加工機の飛躍的な進化により、「従来の加工法よりかなり高速」で「旋削から歯切りまでを1台で完結させる(ワンチャッキング)」高効率な加工法として現場に浸透しつつあります。
現場の方は実感があるかと思いますが、最も時間を取られている感覚があるのはサイクルタイムそのものよりも「工程間の移動に伴うロス」ではないでしょうか。
- NC旋盤からギヤシェーパー等への載せ替え
- その都度発生する芯出しの手間や、原点等がズレるリスク
- クレーン作業やフォークリフト運搬等、時間のかかる作業の発生
こうした、図面上のサイクルタイムには現れない膨大なロスを、ギヤスカイビングは根本から解決する可能性を秘めています。
本記事では、ギヤスカイビングの導入を検討・進めている現場の方や管理者の方へ向け、基礎知識や切削原理といった技術的な側面はもちろん、工程集約も含めた現場目線のメリット、そしておすすめ工具や選定のポイントまで徹底解説します。
これまでの歯車加工を見直し、工場の生産体制を一歩先へ進めるための一助として、ぜひ本記事をお役立てください!
ギヤスカイビングとは?最新の歯車加工技術の原理と基礎知識
ギヤスカイビング加工の定義と注目される理由
ギヤスカイビング加工とは、「ホブ切り」や「シェーパー加工」等に次ぐ、新たな加工手法として急速に普及している方法です。
この加工法、実は原理自体は100年以上前の20世紀初頭には提案されていました。しかし、当時は工作機械の同期精度が低く、工具もハイス鋼が主流だったため、実用化には高い壁がありました。
現代になり、CNC(数値制御)の飛躍的な進化と、超硬工具が主流になったことで、ようやく現場の主力として使えるようになったという背景があります。
今、この技術が急激に普及しているのは、高い同期精度を持つ5軸加工機や複合加工機が一般的になったからです。専用機を使わずにワンチャッキングで歯車を完成させられる環境が整ったことで、段取り時間の短縮や、工程をまたぐ際の位置決め誤差の解消などの非常に大きいメリットが得られますので、現場での導入が爆発的に進んでいます。
加工時間を激変させる「原理」と「交差角」の仕組み
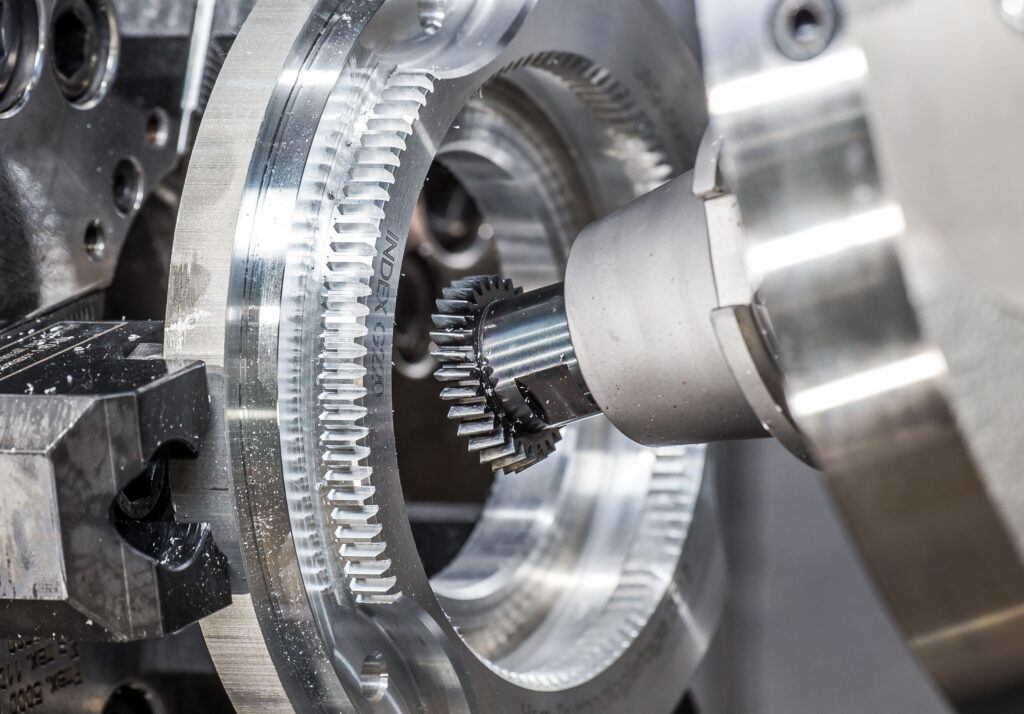
ギヤスカイビングがなぜこれほど速いのか、その理由は独自の切削原理にあります。
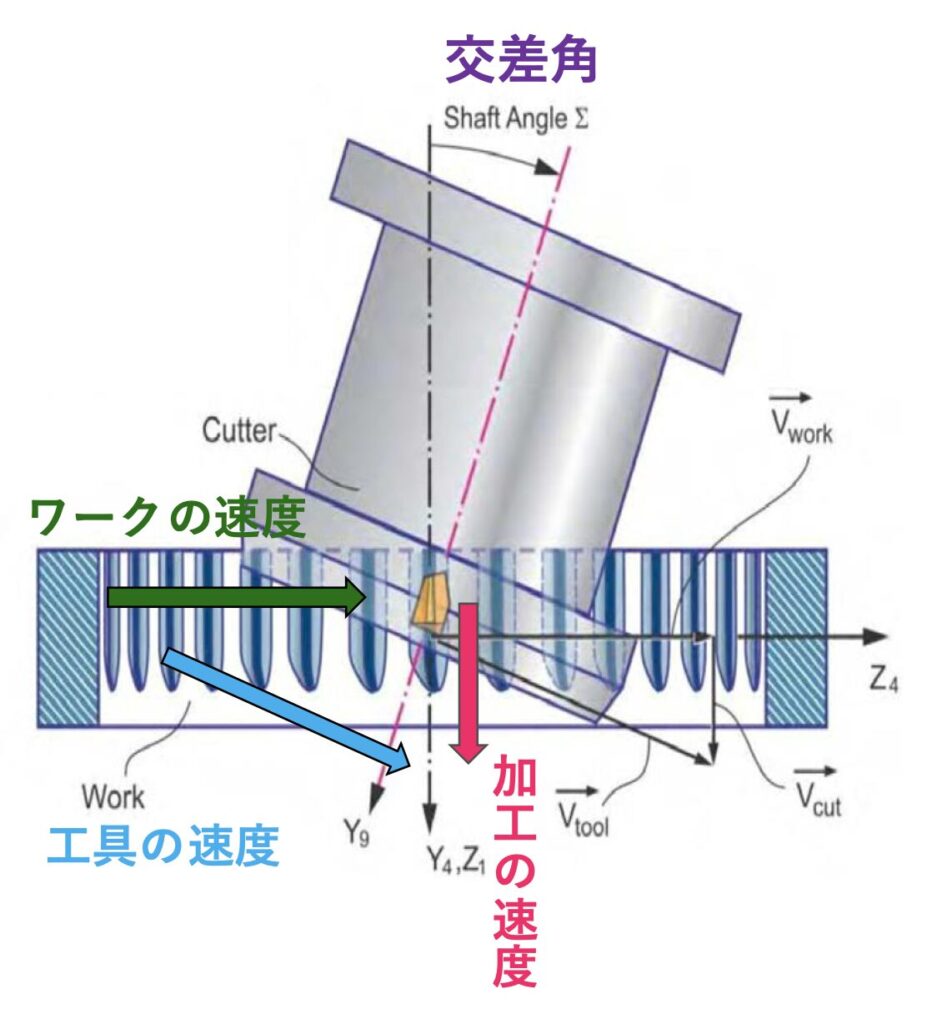
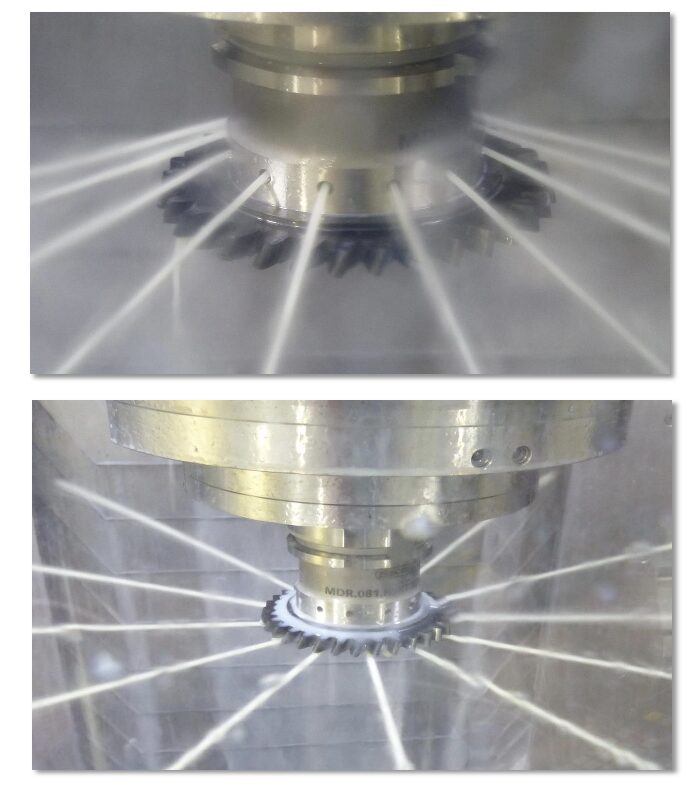
最大の特徴は、ワーク(被削材)の回転軸と、ギヤスカイビング工具の回転軸を平行にせず、意図的に斜めに交差させて配置する点です。この斜めの角度を「交差角」と呼びます。
- 同期回転と滑り: ワークと工具を一定の比率で同期回転させます。この同期回転が技術的に難しかったというのが、実用化が遅れた理由です。
軸が斜めに交差している状態で回すと、接触点において工具の切れ刃に強力な「滑り」が発生します。この力を利用して、下図のようにワークをそぎ落とすように削るのがスカイビングの仕組みです。 - 非切削時間がゼロ: ピニオンカッターによるシェーパー加工と外見は似ていますが、中身は別物です。シェーパー加工は工具を上下に往復させますが、引き上げる際は切削していない「空打ち」の時間が発生します。一方、スカイビングは全周の刃が順次、絶え間なくワークを削り続けるため、非切削時間がなく、加工時間が劇的に短縮されます。
たとえば、φ100のカッター径で交差角を15度に設定し、1500回転で同期させた場合、切削スピードは121m/minになります。工具が高速回転しながら、ワークをなぞるように連続して削り取っていく。この無駄のない動きで、効率の高い加工が実現する仕組みになっています。
ギヤスカイビング加工を導入する3つのメリット
ギヤスカイビングの導入効果は、単に「サイクルタイムが速くなる」だけではありません。加工工程全体を見直すことで、工場の生産体制を根本から効率化できる大きなメリットがあります。ここでは、現場目線で外せない3つのポイントを解説します。
圧倒的な生産性向上|加工時間を「1/4」に短縮した事例も
ギヤスカイビングの最大の武器である加工速度について、どのくらいの短縮効果があるのか事例を見てみましょう。
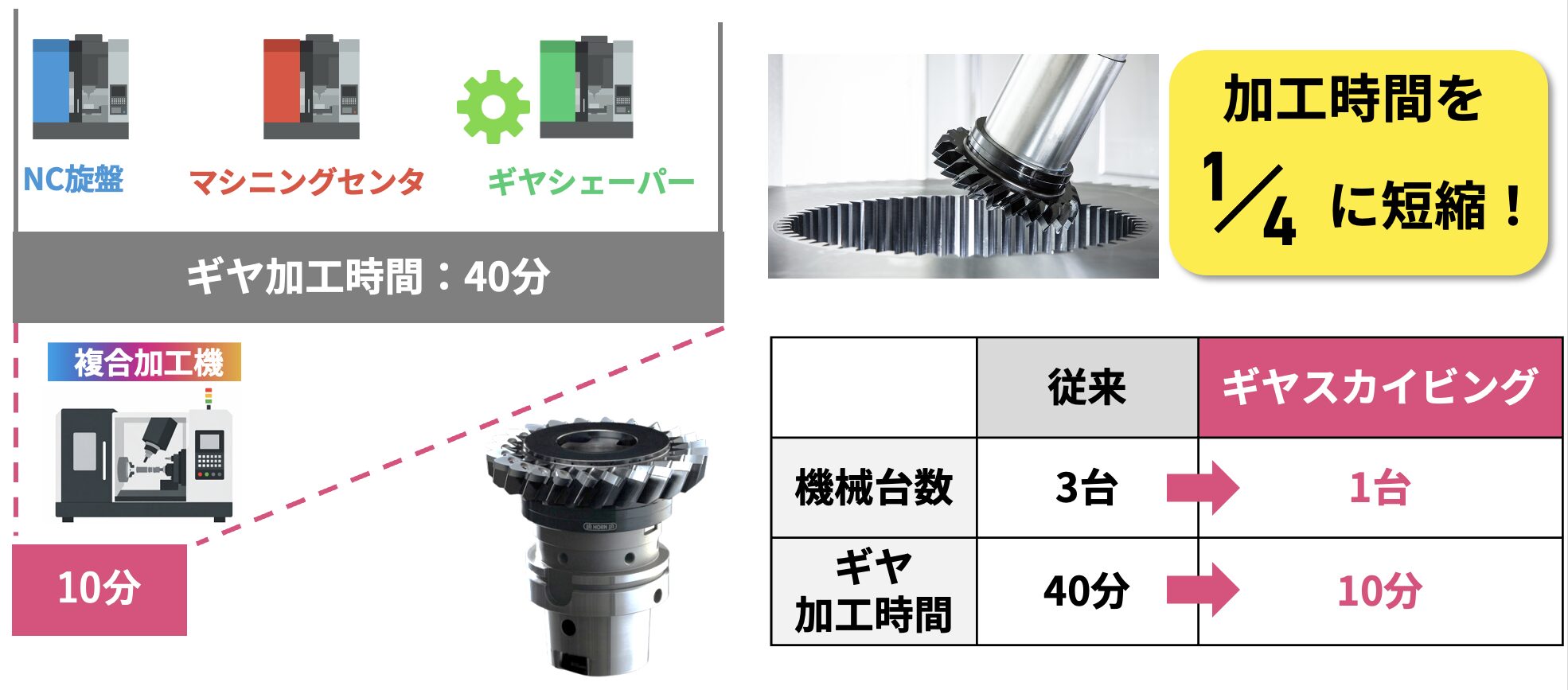
欧州のあるユーザーの事例では、これまで旋盤・マシニング・ギヤシェーパーの3台を使って加工時間だけで40分かかっていた歯車加工を、HORN社のカッターを使ったギヤスカイビングを活用して複合機に集約したところ、サイクルタイムがわずか10分にまで短縮されました。「サイクルタイムだけ」で4分の1という驚異的な結果です。
なぜこれほどの差が出るのか。それは、前述の通りスカイビングが「非切削時間ゼロ」の加工であるためです。シェーパー加工と比較して、往復運動による空打ち時間がなくなることで、機械の動作をフルに切削へ振り向けることができます。特に歯数が多いワークや、これまで時間がかかっていた内歯車加工において、その差はさらに大きくなります。
工程集約による高精度化とコスト削減
ギヤスカイビングが現代の製造現場でこれほどまでに注目される最大の理由は、単なる切削スピードの向上だけではなく、「工程集約」がもたらす経済的・技術的メリットにあります。
現場で実感する載せ替えの手間
私自身、日々の旋盤加工に携わる中で、工程集約の恩恵がいかに大きいかを身をもって実感しています。
一般的な丸ものの部品加工において、旋削後にマシニングセンタへ移動して穴あけやミーリングを行うという「2台の機械をまたぐ加工」は、非常に高い頻度で発生します。
実際、私の勤務先でも丸もの製品の半数以上がこのように製作されており、旋削だけで完結できる製品の方がむしろ少ないというのが、多くの加工現場に共通する実感ではないでしょうか。
ここで、M軸・Y軸付きのNC旋盤や複合加工機を活用し、旋盤一台でミーリングまで完結させるメリットを考えてみます。たとえ機械の剛性などの都合で、マシニングセンタとの2台体制より加工単体のサイクルタイムが長くなったとしても、トータルの時間で見れば非常に大きな短縮に繋がります。このことは、現場経験のある方ほど強く感じるところではないでしょうか。
「見えないロス」を排除する
機械をまたぐ加工には、図面やプログラム上の数字には現れない「膨大なロス」が潜んでいます。
- 芯出し・原点設定の手間: 機械が変わるたびに、改めて正確なオフセットの設定や芯出しを行う必要があります。
- 段取り替えの工数: マシニング側にバイスが載っている場合にチャックへ載せ替える作業や、クランプに工夫が必要なワークの場合、クランプや治具製作など多大な時間がかかります。
- 重量物の移動: クレーン作業が必要なワークであれば、その段取りだけで大きな時間を消費します。
こうした作業を繰り返していると、少し癖のあるワークになるだけで2時間程度のロスは平気で発生してしまいます。一個の段取りだけでも大きいロスですが、これが多数個生産ともなれば、載せ替えのたびに発生する累積ロスは無視できない規模になります。
機械2台を1台に集約するだけでこれほどの効果があるのですから、3台、4台と工程が分かれている場合はなおさらです。
5台の機能を1台に集約する「スカイビング」の衝撃
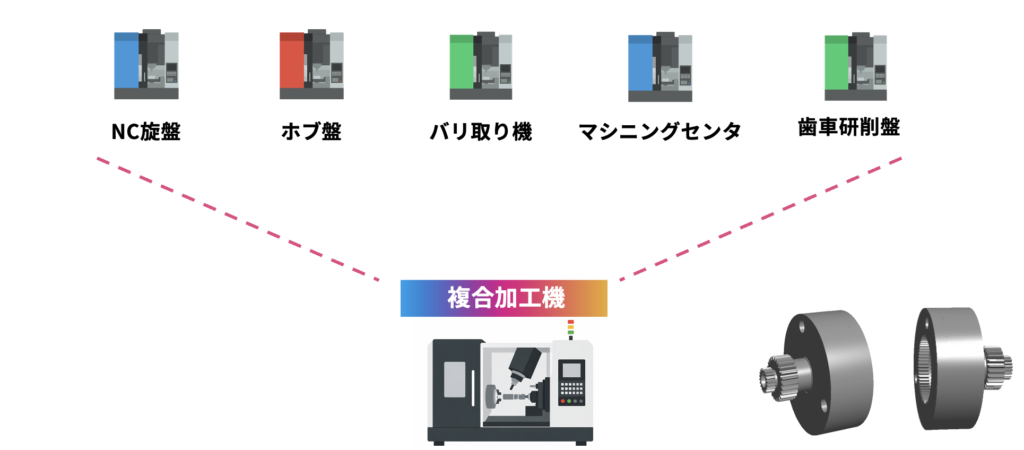
さらに、5軸加工機や複合機を用いたギヤスカイビングは、この工程集約を極限まで押し進めます。 従来、複雑な歯車部品の製造には、以下の5台もの機械を渡り歩くケースも珍しくありませんでした。
- 旋盤(外径・内径の旋削)
- ホブ盤(歯切り)
- 面取り盤(面取り)
- マシニングセンタ(その他の穴あけ・ミーリング)
- 歯車研削盤(仕上げ)
5軸や複合機を使ったスカイビングなら、これら5台分の工程をわずか1台の機械、1回の段取り(ワンチャッキング)で完結させることが可能です。
この場合の短縮効果は、単にトータル時間が半分になるというレベルではなく、文字通り計り知れないものです。
さらに、ワークの着脱を繰り返す必要がないため、芯ズレや位相の狂いといった精度のバラつきが物理的に排除されます。結果として、より高品質な製品を安定して提供できるという、品質管理の面でも極めて大きなメリットがでてきます。
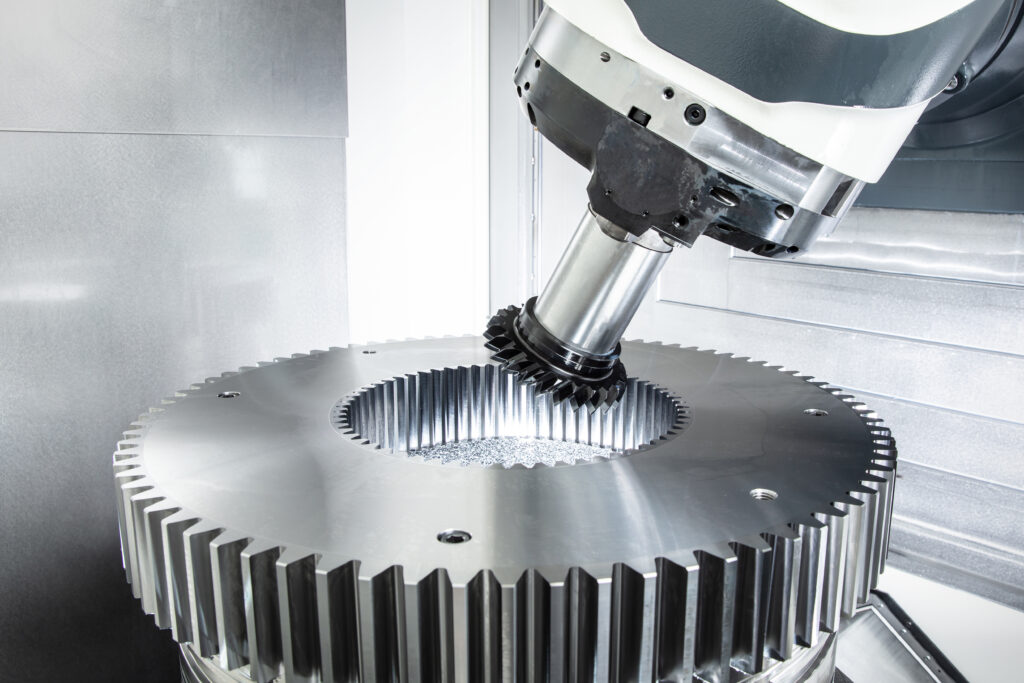
内歯車・スプライン加工における高い自由度
ギヤスカイビングは、ホブ切りでは加工が困難だった形状に対しても強みを持つ加工法です。
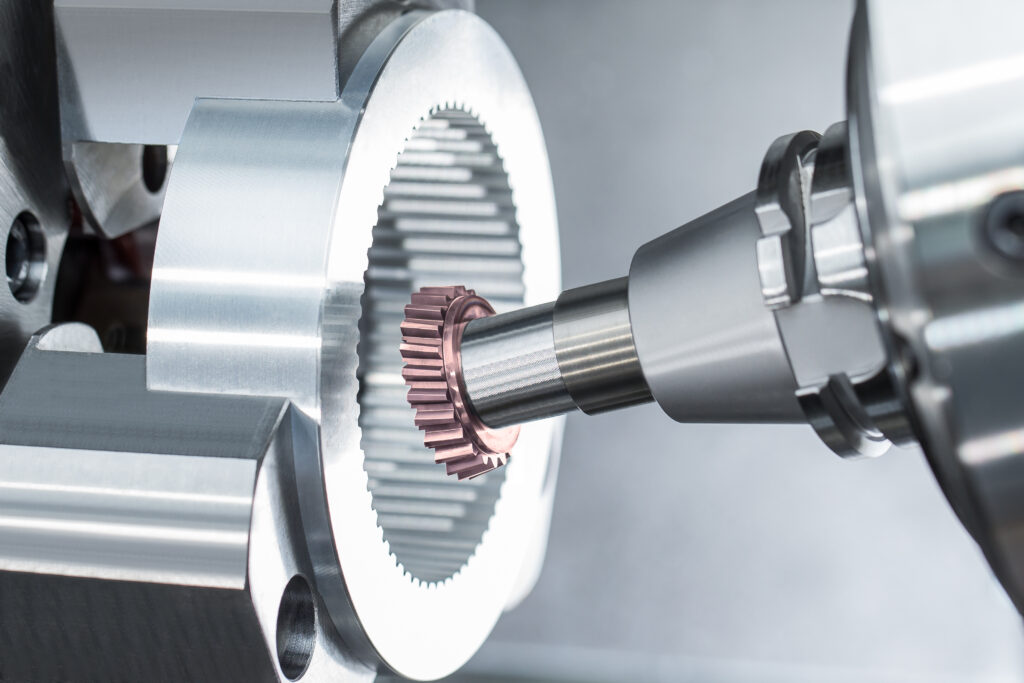
代表的なのが、減速機などで多用される「内歯車(インターナルギヤ)」や「段付きのギヤ」です。ホブ切りでは工具やアーバの干渉によって加工できないケースでも、ギヤスカイビング工具であれば、コンパクトなヘッドと交差角を活かして、狭い箇所へのアプローチが可能です。
HORN社のようなモジュールのラインナップが幅広いメーカーの工具を活用すれば、より自由度の高い加工が可能です。
また、スプライン加工においても高い能率を発揮します。これまでシェーパー等で時間をかけていた形状も、スカイビングなら短時間で、同じ機械上で仕上げることができます。
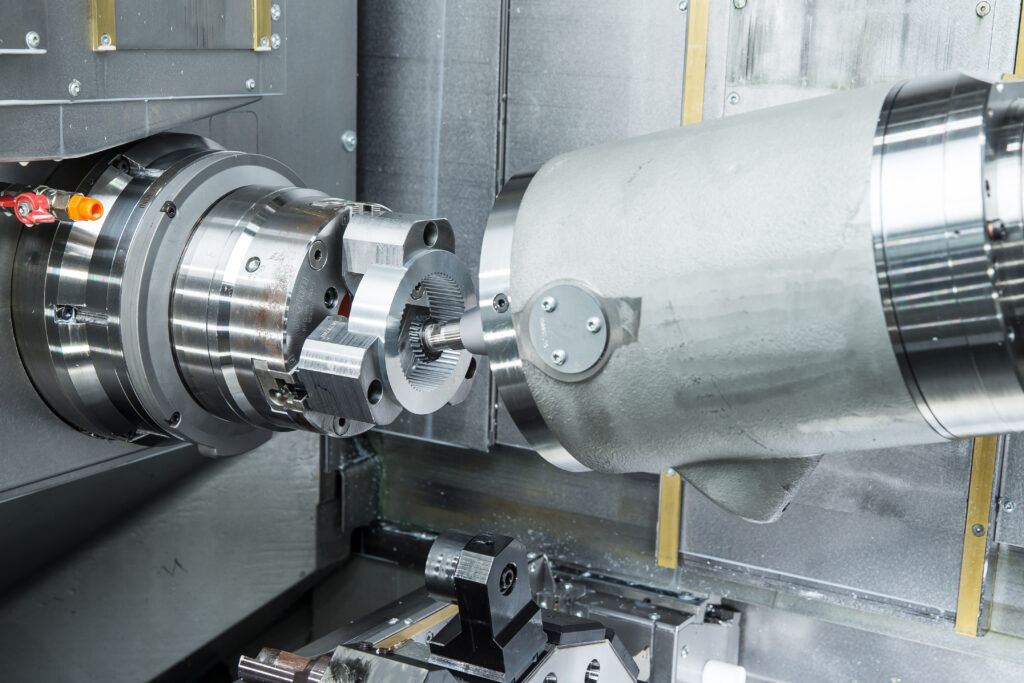
導入に不可欠な「ギヤスカイビングセンタ」等加工機と、工具の選定条件
ギヤスカイビングを自社の工場で実現するためには、機械と工具の双方が高い水準にあることが求められます。特にこの加工は、ワークと工具を極めて高い精度で同期させる必要があるため、設備選びも非常に重要なポイントです。
5軸加工機・複合加工機を活用したワンチャッキング加工
ギヤスカイビングを行うための機械には、大きく分けて「歯車加工に特化した専用機」と「汎用的な5軸加工機(または複合加工機)」の2種類があります。
まず、ギヤ加工の性能と効率だけを純粋に追求するのであれば、ギヤスカイビングセンタに軍配が上がります。
これらは歯車加工に特化して設計されているため、同期性能が非常に高く、プログラムも作りやすいのが特徴です。また、多様な5軸加工に必要な大量のツールマガジンといった機能を削ぎ落としている分、歯車加工に限定すればコストパフォーマンスも高いと言えます。
一方で、現場の実務者としてアドバイスさせていただくなら、「少しでも歯車以外の加工を行う可能性がある」のであれば、汎用性の高い5軸加工機やターニングセンタ(旋盤ベースの複合加工機)をおすすめします。 ギヤスカイビングセンタも広い意味では5軸機の一種ですが、他の部品加工もこなせる汎用機を導入するほうが、設備全体の稼働率や、経営の柔軟性を高められるからです。
かつては難易度が高いとされていたスカイビングのプログラミングについても、現在は心配いりません。
少なくともDMG森精機、オークマ、ヤマザキマザックといった主要メーカーでは、対話型プログラミング機能によって、専門的な計算をしなくても簡単にプログラムを作成できるようになっています。
スカイビング工具に求められる「剛性」と「振れ精度」
次にギヤスカイビング工具の選定ですが、経験上、最も重視すべきは「刃物の靭性」と「振れ精度」、そして「クーラントでの切粉排出力」です。
ギヤスカイビングではもちろん、よく似た仕組みの切削ローレットでも起こりがちなのが、刃先のチッピングです。切粉が噛み込むとみるみる刃先がボロボロになっていきます。
ギヤスカイビングでも、前提として決して切粉を噛み込ませないクーラントでの切粉排出が非常に重要です。その上で靭性の高い刃物であれば、少々の力がかかってもチッピングすることはありません。
また、ギヤスカイビングはワークと工具の同期回転を活用した加工法のため、工具の振れが大きくなると、特定の刃だけに負荷が集中してしまいます。これが刃具寿命を短くする原因となります。
そのため、優れたスカイビングを実現するには、刃先そのもののクオリティはもちろん、精度や剛性を保ちながら切粉を排出するためのホルダー設計が非常に重要になります。工具単体で考えるのではなく、機械の主軸から刃先までのトータルの性能が重要な工具ということです。
・・・とはいったものの、実際は材質との相性もあります。ギヤスカイビングは比較的新しい加工で、一般的な材質以外ではまだ現場での経験情報が不足している面があります。これからご紹介するおすすめのメーカーをまずは試してみて、上手くいかなければ他メーカーの工具も試してみるといった、リスクを受け入れながら試行錯誤する覚悟が必要な加工ともいえます。その分、成功した際のリターンは大きいです。
続いて、本記事の核心となる工具選定について、当サイトのおすすめ工具メーカーについて、PRも含めて掘り下げて解説します。
おすすめはHORN(ホーン)社のギヤスカイビング工具
当サイトからおすすめするのは、高剛性で品質の高いメーカーとして定評がある、ドイツの工具メーカー、HORN(ホーン)社の工具です。特に溝入れ工具が得意なメーカーで、非常に多彩なラインナップと高剛性でびびりにくく、安心感のあるメーカーです。
同社は原料の選定から最終的な刃先形状の仕上げまでを徹底して管理しており、刃先への負担が大きいスカイビング加工においても溝入れ工具と同様に、欠損しにくく長寿命な工具を実現しています。


高精度とコストパフォーマンスを両立する交換式ディスク「WSR」
HORNのラインナップの中で、現在日本の市場でも主力となっているのが交換式ディスクシステムの「WSR」です。
この工具の最大の特徴は、切れ刃の部分だけを超硬ディスクとして独立させ、ホルダーに締結して使用する点にあります。
- ソリッド並みの高精度: ディスク交換式でありながら一体型の超硬工具に引けを取らない高い位置決め精度を実現しています。
- 優れたコスト効率: 刃先が摩耗した際はディスクのみを交換すればよいため、ホルダーを買い替える必要がなく、ランニングコストを大幅に抑えられます。
- 高度な再研磨: ディスクはドイツ本国での高度な再研磨に対応しています。再研磨して繰り返し使えるため、1個あたりの加工単価を極限まで下げることが可能です。
外歯車、内歯車、スプラインなど、用途に合わせた多様なディスクが揃っているため、非常に汎用性が高いのも特徴です。

高剛性の専用ホルダーと、刃先に届くクーラント供給
ギヤスカイビングで刃具寿命を縮める大きな原因は、「刃先への負荷」と「切りくずの噛み込み」の2点です。
HORNでは、加工レイアウトに合わせてホルダーを最適に設計し、圧倒的な剛性とともに、靭性のある刃先を確保しています。これにより、スカイビング特有の強い切削負荷の中でも、刃先の欠損(チッピング)を未然に防いでいます。
さらに、切りくず対策として独自のクーラント供給システムを採用しています。
特徴的なのが、クーラントの出口を選択可能な点です。加工状況に合わせて、ディスクの先側、あるいは主軸側のどちらからクーラントを出すかを選択できます。
小径ソリッドからインサート式まで選べる多彩なラインナップ
HORNのスカイビング工具は、モジュールや工具径に合わせて大きく3つのシリーズに分かれており、m0.2の極小からm8.0まで幅広く対応しています。
- WSA(超硬ソリッド一体型): 工具径7mm〜の極小径加工に適したシリーズ。
- WSR(超硬ディスク交換式): 精度とコストのバランスに優れた主力シリーズ。対応径は25mm〜120mmと幅広い。
- M117(インサート交換式): 径80mm以上の大きいワークに対応。

自社の設備や削りたいワークのサイズ、生産数に合わせて、これらのラインナップから最適なものを選ぶことができます。
さらに、海外メーカーでありながら、正規代理店IZUSHIの技術者により国内メーカーと同様に専用ホルダーの提案まで含めて、トータルでサポートできるのがHORNの強みです。
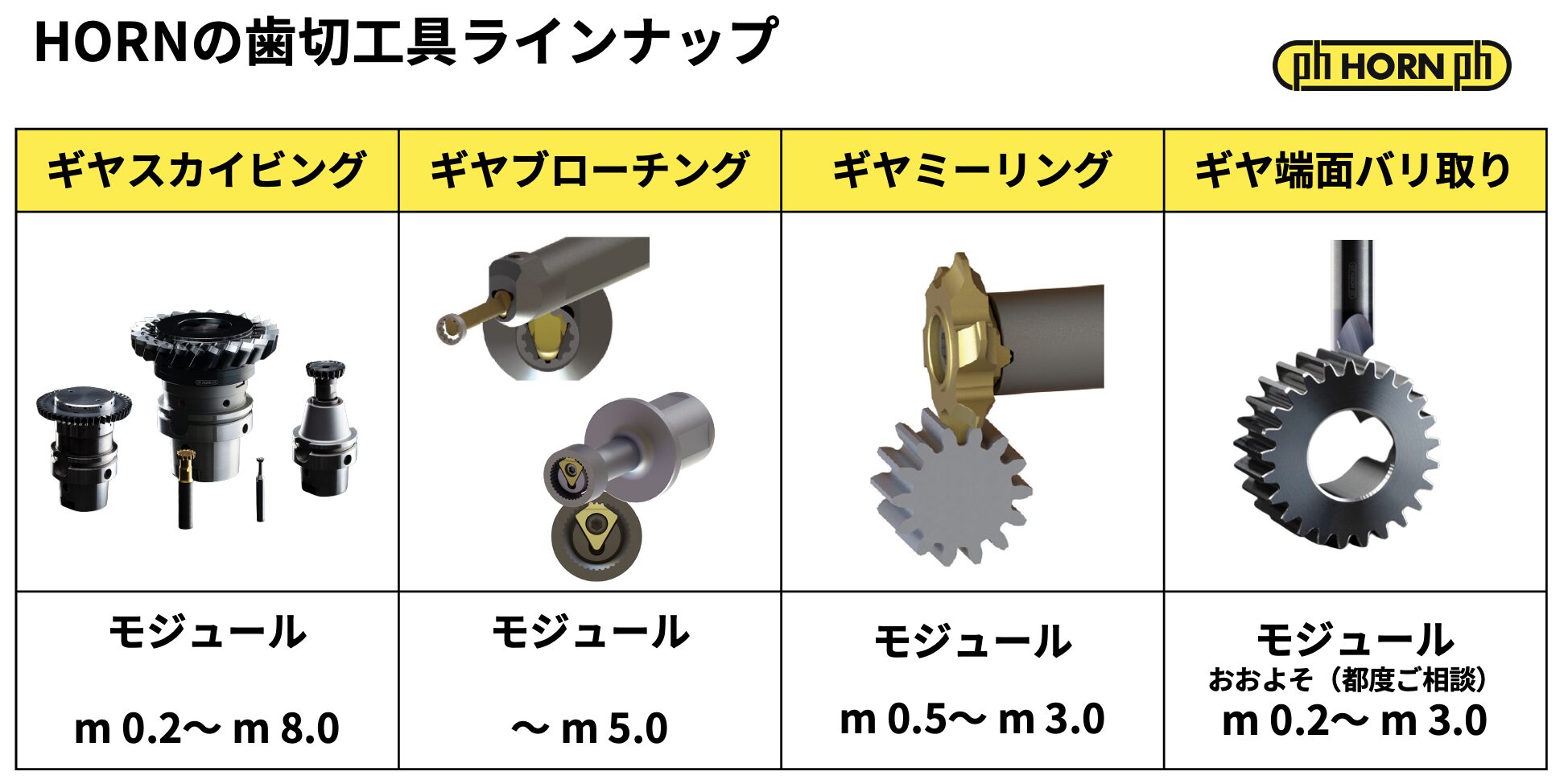
スカイビング工具以外の歯切工具も幅広くラインナップ
HORN社が扱っているのは、スカイビング工具だけではありません。
歯切りの工程集約を進めるにおいて、非常に使い勝手のいい道具が揃っています。
- ギヤブローチング工具
• スロッター加工のように何度も「突いて」形を作る方法です。専用のギヤシェーパー等がなくても、NC旋盤やマシニングセンタで、内径の歯切りやスプライン加工がこなせます。 - ギヤミーリング工具
• 回転するカッターを使い、Tスロのようなフライスカッターの要領で歯を1枚ずつ切っていく方法です。 - ギヤ端面バリ取り工具
• ワークと工具を同期回転させ、ものすごい速さで無駄なくギヤ端面の面取りを行います。
特にギヤ端面バリ取り工具については、ワークと同期させて一瞬で面取りが終わる様子が、動画で見ると本当に爽快です。手作業や通常の面取り工具でチマチマと取っていたのが馬鹿らしくなるほどのスピード感ですので、ぜひ一度動画をご覧になってみてください。
まとめ:ギヤスカイビングという新たな選択肢を現場に
これまで解説してきた通り、ギヤスカイビング加工は単に「歯を切るスピードが速い」だけの技術ではありません。5軸や複合機での加工により、旋盤加工から歯切り、さらにはバリ取りまでを1台の機械で完結させる「工程集約」を実現し、工場全体のモノづくりの流れを根本から効率化するものです。
改めて、今回のポイントを現場目線で整理します。
- 圧倒的な加工能率: 連続切削により、従来のギヤシェーパーと比較して加工時間を1/4に短縮した事例も。さらに工程集約によってワーク取り替えのダウンタイムをゼロにできます。
- 品質の安定と高精度: 5軸加工機や複合加工機によるワンチャッキング加工で、工程間の載せ替えによる位置決め誤差を排除。
- 経営資源の最適化: 機械台数を集約することで、設備投資の効率を高め、人件費の抑制や技術者の適切な配置を可能にします。
製造現場に求められるのは、単なるスピードアップではなく、「いかに無駄を省き、確実な品質を安定して生み出すか」です。
ギヤスカイビングという選択肢を持つことは、短納期化が進み、さらなる効率化を求められる現代のモノづくりにおいて、競合他社にはない圧倒的な強みになります。まずは、今ある「工程間のロス」を一つひとつ見直すきっかけとして、スカイビングという可能性を検討してみてはいかがでしょうか。