

おすすめ工具を知りたい方は→こちらからジャンプ
「穴仕上げの加工時間を短縮したい、けれど仕上がり精度も絶対に妥協できない」。そんな現場の課題を解決する手段として、今最も注目すべきなのが「ヘッド交換式リーマ」です。
長年現場を支えてきたハイスリーマは、単品加工やテーパー加工において今なお現役ですが、量産性やさらなる高精度を求める場面では、超硬ヘッドの圧倒的なパフォーマンスが不可欠になります。しかし、いざ導入しようとすると「振れ管理が難しい」「コストに見合うのか」といった不安を感じる方も多いのではないでしょうか。
本記事では、現役の加工技術者である私が、ヘッド交換式リーマの真価を最大限に引き出すためのノウハウを徹底解説します。
ハイス比「20倍」の超速加工を可能にする使い方から、工具のご紹介、公差を外さない径選定、さらには熱トラブル対策まで、カタログを見るだけではわからない一次情報を凝縮しました。
ヘッド交換式リーマの種類とハイス・超硬一体型との違い
穴加工の最終仕上げを担うリーマですが、現場では「使い慣れたハイス(HSS)」、「超硬ソリッド」、そして今回紹介する「ヘッド交換式」の3択で迷うことが多いのではないでしょうか。
結論から言えば、ヘッド交換式は少々クセはありますが「超硬の圧倒的な加工スピード」と「スローアウェイ工具の使い勝手の良さ」を両立しており、現代の量産穴加工における最適解といえます。ここでは、その種類やハイスとの決定的な違いを解説します!

ハイスの20倍速!?加工スピードの衝撃的な差
私が普段現場で加工していて、最もその差を実感するのが「切削条件(回転数・送り)」の圧倒的な違いです。
例えば、φ10の穴を仕上げる場合、ハイスリーマとヘッド交換式(超硬)ではこれほどの差が出ます。
| 工具種類 | 回転数(rpm) | 送り速度(mm/min) | 倍率 |
| ハイスリーマ | 200 | F40 | 基準 |
| ヘッド交換式リーマ | 5,000 | F800 | 20倍 |
こちらは、ハイスで私がいつも使っている条件と、以下の加工動画(0:30~)の条件を比較したもの。ハイスでは「ゆっくり回してじわじわ削る」のが鉄則ですが、ヘッド交換式は超硬・コーティングの硬度を活かし、ハイスの実に20倍のスピードで加工できます。
単品加工ならハイスの安さも魅力ですが、動画を見ていただくと分かる通り超硬ソリッドリーマより条件を上げられるため、量産品や多数個の穴加工において、この時間短縮効果は「利益」に直結する大きなメリットになりえます。
種類:多様化するヘッド交換式のラインナップ
一口に「ヘッド交換式リーマ」と言っても、メーカーによってその固定方式や刃先のバリエーションは多岐にわたります。
- 小径用(スモール): 一体型に近い剛性を持ちつつ、刃先のみを交換可能。
- 中・大径用: 超硬ソリッドリーマでは到底不可能なサイズも、ヘッドのみを交換するリーマなら可能。
- 多刃タイプ: 刃数を増やすことで、さらなる高送り加工を実現。
最近では、記事後半でご紹介するURMA(ウルマ)のように「リーマ加工とホーニング加工を同時に行う」といった、特殊な機能を持ったヘッドも登場しています。メーカーによっては、加工径だけでなく、被削材(ステンレス、アルミ、鋳鉄など)や加工形状に合わせて最適な刃先形状やコーティングを選ぶことができます。
導入前に知っておくべき「弱点」とデメリット
ヘッド交換式リーマは非常に強力な工具ですが、万能ではありません。現場の状況によっては、ハイスリーマの方が適している、あるいは導入に注意が必要なケースもあります。

高精度な振れ調整ホルダが必須
ハイスリーマは素材自体の靭性(しなり)があるため、多少の振れを「逃げ」でカバーしてくれる側面があります。しかし、剛性の高いホルダや超硬ヘッドはそのしなりが期待できません。性能を100%引き出すには、振れ調整機能付きの専用ホルダの導入がセットとなり、初期コストと芯出しの手間が発生します。
古い機械での芯振れリスク
機械精度による芯振れにも要注意です。私が過去に使っていたマシニングセンタは35年ほど前の古い機械で、主軸に0.02弱の傾きがある状態でした。そのような機械ではATCの繰り返し精度が不安定な可能性があり、せっかく刃先で芯出しをしても、工具交換のたびに振れの状態が変わってしまうリスクがあります。
ハイスであれば上記のしなりによって問題ありませんが、ヘッド交換式では機械自体のコンディションが、加工精度にダイレクトに影響してしまいます。
少量加工品への対応力は低い
ヘッド交換式は量産・標準サイズに特化しており、ヘッド交換を短時間で行える分、工具費が高くなりがちです。単品・少量品などでは工具費が落とせる分、ハイスのほうが断然有利になります。
テーパー加工もハイスリーマがおすすめ
同様に、「テーパーリーマ」もハイスの領域です。現在、市販されているヘッド交換式リーマのほとんどはストレート穴用であり、テーパー形状に対応した交換式ヘッドは一般的ではありません。
「何でもかんでもヘッド交換式に変える」のではなく、「テーパーや単品ものはハイス、標準的な高精度穴はヘッド交換式」と使い分ける判断が大切です。

穴径の「拡大・縮小」を防ぐ!現場のトラブル対策
リーマ加工において最も神経を使うのが「狙った公差に収まるか」という点です。特にヘッド交換式は、ハイスに比べて剛性が高いため、トラブルの原因がダイレクトに数値に現れます。
現場でよく起こる「径が大きくなる(穴径拡大)」「小さくなる(穴径縮小)」という問題への具体的な対処法を解説します。

径が大きくなる主因は?|振れと切粉、切削条件に注意!
ハイスリーマを使っていると、「多少振れていても穴になじんで、それなりの精度で仕上がってくれる」という経験をすることがあります。これはハイス特有の靭性(粘り)があるためです。
しかし、ヘッド交換式リーマ(超硬)に「なじみ」は期待できません。 工具が振れていれば、その振れ分だけダイレクトに穴径に影響します。
- 振れ管理の徹底: ハイスでは「0.1mm以内程度の振れ」であれば意外と問題なく仕上がってしまうことも多いですが、ヘッド交換式ではNGです。振れ調整機能付きのホルダを使用し、可能な限りゼロ(理想は0.005mm以内)に追い込むのが鉄則です。
- 切粉の噛み込み: 止まり穴などで切粉が排出されず、刃先とワークの間に噛み込むと、穴壁を傷つけながら径を押し広げてしまいます。こうなると仕上げ面もボロボロになりますし、最悪です。
ステンレス加工で径が小さくなる?熱膨張の落とし穴
リーマ加工時に「栓ゲージが入らない」「奥に行くほど径が小さくなる」という現象に悩まされたことはありませんか?その原因の多くは「加工熱による膨張と収縮」です。
リーマには「バニシング作用(穴壁を押し潰して整える)」があるため、切削熱が発生しやすい工具です。
- 切削中: 摩擦熱でワークが膨張し、穴が広がった状態でリーマが通過する。
- 加工後: リーマが抜け、クーラントで急冷されるとワークが収縮する。
- 結果: 狙った寸法よりも穴が小さく仕上がってしまう。
特にステンレスの加工で顕著に現れる現象です。
これを防ぐには、内部給油対応の機械と、ヘッド交換式のような内部給油対応リーマを使い、切削点に直接クーラントを当てて熱を逃がし続けることが不可欠です。
例えば、穴径縮小だけでなく刃持ちの面でも厄介なステンレスでも、ヘッド交換式リーマの商品によっては以下動画のように難なく加工することが可能です。
アルミの「むしれ」と拡大対策|送り速度を調整するテクニック
アルミ加工で径が大きくなる原因の多くは、振れ以外に「切粉の溶着」や「むしれ」によるものです。アルミは柔らかく粘いため、切れ味が悪いと綺麗に切れず、切粉が溶着したり、切粉が通常通り排出されず、穴壁をむしり取って拡大させてしまいます。
また、振れによる穴径拡大の影響も最も受けやすいため、ハイスを使っていても振れをできるだけ抑えて加工するのが望ましいです。
ここで、現場で使える簡単な技を一つ紹介します。
「穴が大きくなってしまう時は、あえて送り速度(F)を上げてみる」という手法です。
ハイスリーマでの経験則ですが、送りを上げることでリーマの求心力が高くなり、余計な摩擦やむしれを抑え、結果として穴径が小さく適正に落ち着く傾向があります。その分カッターマークが荒くなり、見栄えや表面粗さは悪化しますので、やり過ぎに注意です。
ヘッド交換式でも、切削条件の調整は非常に有効な手段ですので、ぜひ試してみてください。
こちらの動画のように、アルミでも問題なくきれいに仕上げることができます。
精度を出す「使い方」とメンテナンス
ヘッド交換式リーマの最大のメリットは「高精度な加工を誰でも再現できること」にありますが、それは正しい使い方が前提です。現役の技術者として、現場でカタログスペック以上の精度を出すためのノウハウを共有します。

振れ調整ホルダがマストな理由|取付時の芯出し作業!
前章でも触れましたが、ヘッド交換式はハイスほど下穴に馴染んでくれません。そのため、「工具を取り付けた時点での振れ」が仕上がり精度に非常に大きく影響します。
ハイスのようにミーリングチャックにそのまま挿して「はい、終わり」では、超硬ヘッドの真価は発揮できません・・・。
- 調整式ホルダの活用: 振れ調整機能付きのホルダを使用し、ダイヤルゲージで刃先を確認しながら0.005mm以内を目標に追い込みましょう。このひと手間が、寸法や真円度の安定性を向上させます。
- 古い機械での注意点: 先述のとおりですが、古いマシニングセンタでは、主軸自体の傾き(例えば0.02mm程度の倒れ)があるケースも珍しくありません。この場合、ATCを回すたびに振れの状態が変わってしまうリスクがあるため、重要な加工の前には、寸法が安定するまでは工具交換後に必ず芯出しを確認する習慣をつけましょう。ダミーワークで試し削りを行って確認するのも有効です。
- NC旋盤ではフローティングチャックを:NC旋盤でのリーミングにおいて、マシニングセンタのような芯出しは大変難しく現実的ではありません。その代わりに、芯ズレを自動的に補正してくれる機構を備えた「フローティングチャック」を使用してリーマを取り付けることで、正確に穴を仕上げることができます。
公差に入れるためには狙い値の「-0.005mm」を選定しておくのがベスト
図面指示が「H7」などの公差の場合
私が現場で推奨しているのは、「狙いたい公差に対して、-0.005mm程度の径のリーマをベースに考える」という手法です。
例えば10H7(0~+0.015)を狙う際、栓ゲージが通るのは大体+0.008以上になるため、私の現場では+0.008~+0.015を狙う形になります。
理想としては、新品の工具・ヘッドを取り付けて、はじめは+0.013程度の上限寄りを狙い、それから摩耗で徐々に0に近づいていくという形になります。
そこでジャストφ10.000のリーマを使うと、機械の僅かな振れ精度の狂いや環境温度、切削抵抗等によって、大体φ10.005くらいに仕上がるのですが、これでは栓ゲージが入りませんね。
そのため、ヘッドの公差はわずかにプラス目、10H7でしたらφ10.010くらいに仕上がっているヘッドを使用できるメーカーの物を使いましょう。
とはいえ、ほとんどのメーカーはそういった公差で作っていると思いますので、購入前に確認する程度で大丈夫です。
また、機械のクセもありますので、実際に加工してみて、寸法を確認してから切削条件等調整してみてください。
あらかじめヘッドを確認しておくことで、栓ゲージがスムーズに通りつつ、余裕を持って公差内に収めることが可能になります。特にステンレス加工など、熱で穴が縮みやすいワークでは、この「わずかなプラス設定」が後の微調整(再度のリーマ通しなど)を容易にしてくれます。
繰り返し精度0.004mmを維持するクランプ管理
ヘッド交換式リーマは複数のメーカーが販売していますが、例えばHORN(ホーン)のDRシリーズをはじめとした高性能なヘッド交換式システムは、繰り返し精度0.004~0.005mm以内という驚異的な数値を誇ります。つまり、一度芯出しを終えれば、ヘッドを交換してもほとんど精度が狂わないということです。
しかし当然、この数値を維持するには徹底した「クランプ部の管理」が不可欠です。
- 徹底した清掃: ヘッドとシャンクの接合面に、目に見えないほど微細な切粉や古い油が残っているだけで、0.004mmの精度は出なくなってしまいます。交換時は必ずエアーブローだけでなく、ウエスや後述する粘土も使用して、脱脂を含めて入念に清掃を行いましょう。
- トルク管理: 締め付けが緩すぎれば剛性が不足し、強すぎればクランプ部を傷めます。メーカー指定のトルクで確実に固定することが、長寿命と高精度を両立させるポイントです。

粘土による清掃
普段機械加工を行っている方もなじみのない清掃方法かもしれませんが、清掃用の「粘土」をつかった清掃方法があります。
粘土を使うことで、通常のウエスでは取りきれないクランプ面の微細な鉄粉まで吸着できるため、安心感が違います。
商品購入時に清掃用粘土をつけてくれるメーカーもありますので、そういったものを選ぶか、ご自身で専用の粘土を用意するようにしましょう。
失敗しない下穴設定と切削条件の計算
リーマ加工の仕上がりの半分は、前工程である「下穴」の品質で決まると言っても過言ではありません。特に剛性の高いヘッド交換式リーマを使用する場合、下穴が曲がっていたり、取り代が不適切だったりすると、工具の性能を活かしきる前にトラブルに直面します。
ここでは、現場で失敗しないための下穴設計と、計算の考え方を解説します。
下穴は超硬ドリルを推奨|曲がりと拡大の抑制
「リーマで仕上げるから、下穴はハイスドリルで適当にあければいい」という考えは、ヘッド交換式リーマにおいては非常に危険です。(量産加工ですのでハイスドリルを使うことはよほどないとは思いますが・・・。)
- 曲がりの抑制: 超硬ヘッドは直進性が高いため、下穴が曲がっているとそのまま無理に直進しようとして、刃先のチッピングや穴径の異常拡大を引き起こします。ハイスドリルはしなりやすいため、深穴や硬い被削材では穴が曲がりやすくなります。さらにエンドミルを通せば問題ありませんが、段取り面・サイクルタイム面ともにかなりの無駄が発生してしまいます。
- 穴径の安定性: ハイスドリルは穴径が拡大しやすく、リーマの取り代がバラつく原因になるため、エンドミルを通す必要が出てきます。常に一定の精度で速く仕上げるなら、下穴には超硬ドリルの使用を強く推奨します。
メーカーカタログ等の下穴表を参考にしつつ、リーマの取り代(径で0.2mm程度)が均一になるよう、直進性の高いドリルを選定しましょう。
止まり穴の下穴深さは「リーマ深さ+1mm」を推奨
止まり穴のリーマ加工において、私が現場で徹底しているのが「図面指示のリーマ有効長よりも、ドリル下穴を1mm程度深くあけておく」という工夫です。
これには2つの明確な理由があります。
- 切粉の逃げ場を確保する: リーマ加工中に発生する微細な切粉が穴底に溜まると、リーマが最深部に到達した際に切粉を圧縮し、刃先を傷めたり穴壁を傷つけたりします。最悪の場合、仕上げ面がボロボロになって不良になってしまいます。
- 接触事故と振動の防止: 初品加工時に誤ってリーマの先端が下穴の底に当たってしまうと、激しい振動が発生し、一瞬で穴径が拡大します。当然超硬ヘッドやホルダも使えなくなり、製品も不良になります・・・。
たかが「1mm」ですが、この余裕が夜間の自動運転や量産加工における「安心感」と「不良率ゼロ」に繋がります。
多くの設計では下穴がわずかに深くなっても問題ありませんが、下穴指示によっては図面寸法から外れてしまう場合があります。OKか否かは納め先によるところになってきますので、勝手に判断せず、加工前に客先へ確認を取るようにしましょう。
カタログ値を現場用に最適化する条件計算
ヘッド交換式リーマの性能を引き出すためには、適切な切削条件の設定が欠かせません。基本的な計算式は以下の通りですが、大切なのはここから「現場に合わせて微調整」することです。
HORN社のDRスモールリーマはφ10(V=160m/min、f=0.16mm/rev)を例に計算すると、以下の通りです。念の為計算式を掲載しておきます。
切削速度Vと刃あたり送りfzはカタログを参照すればOKですが、とりあえず削ってみたいという場合は、鋼材であればV=100m/min,fz=0.05mm/t、ステンレスであればV=30m/min,fz=0.05mm/tを基準に調整してみましょう。
回転数の計算式
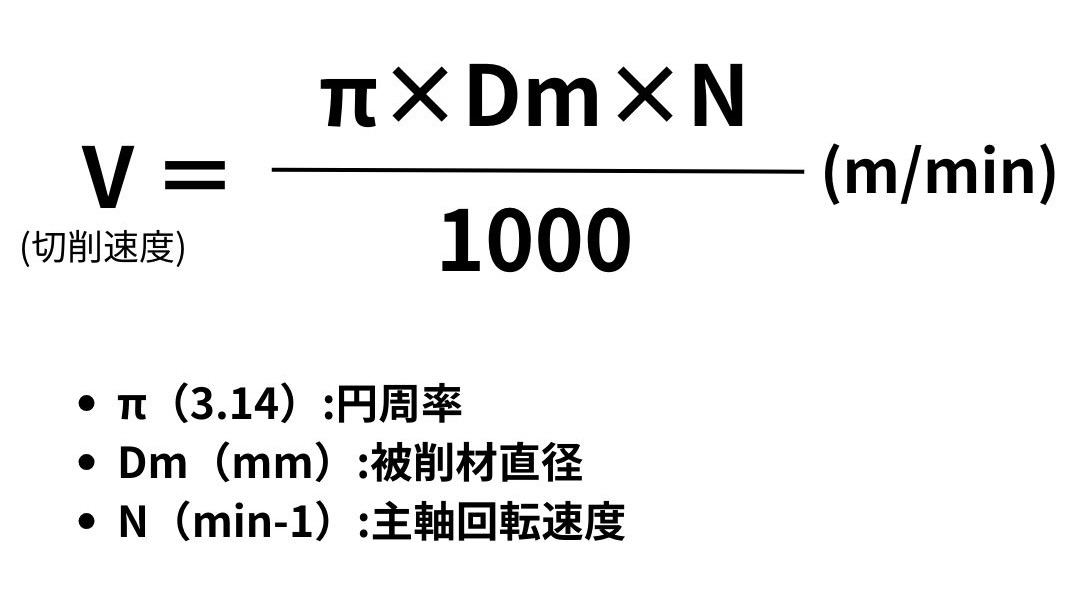
N = 1000×160/3.14/10≒5095(回転)
(リーマ径φ10、V=160m/min、f=0.16mm/rev)
送り速度(f)の計算式
F(mm/min)=f(mm/回転)×N(回転)
F(mm/min)=0.16×5095=815.2
ヘッド交換式リーマの場合、周速をハイスの10倍以上に設定できるのが強みです。しかし、機械の剛性やクランプの状態によっては、カタログ値の通りではビビリが発生することもあります。
- ビビリが出た場合: まずは送りを維持したまま、回転数を10〜20%下げて様子を見ます。送りを上げてみるのも効果があります。
- 表面粗さ(面粗度)を上げたい場合: 回転数を上げ、逆に1回転あたりの送り量を抑えることで、バニシング作用を強めるのが有効です。
計算上の数値はあくまでスタート地点。加工の音を聞き、仕上がりの状態を見ながら最適化してみましょう。
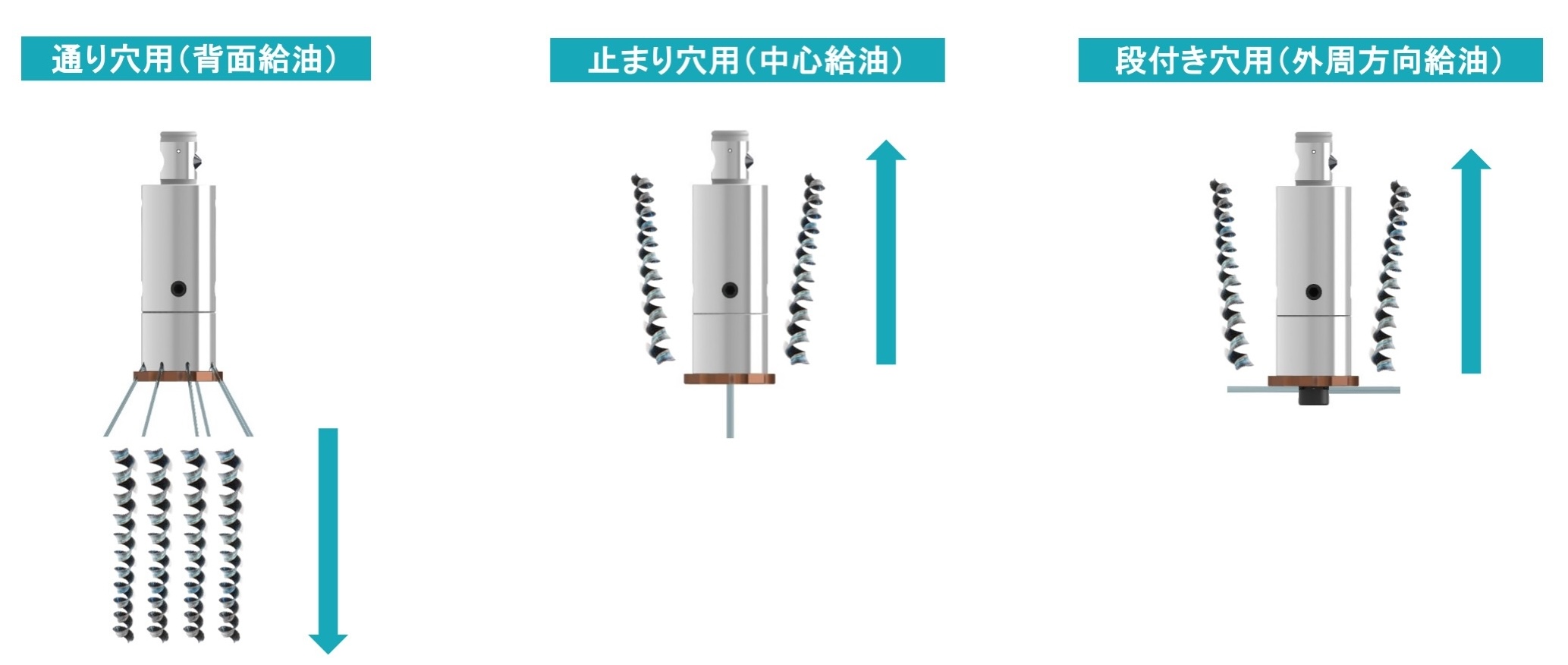
加工面を美しく仕上げる「ねじれ」の選択と「内部給油」
リーマ加工の最終目的は、寸法公差を守ることはもちろん、表面粗さの向上にもあります。そのクオリティを左右するのが、刃先の「ねじれ」と、切削点への「給油方式」の組み合わせです。
ヘッド交換式リーマでは、加工する穴の種類(止まり穴・貫通穴)に応じて、ヘッドを替えるだけで簡単に最適なものを使用できるメリットがあります。
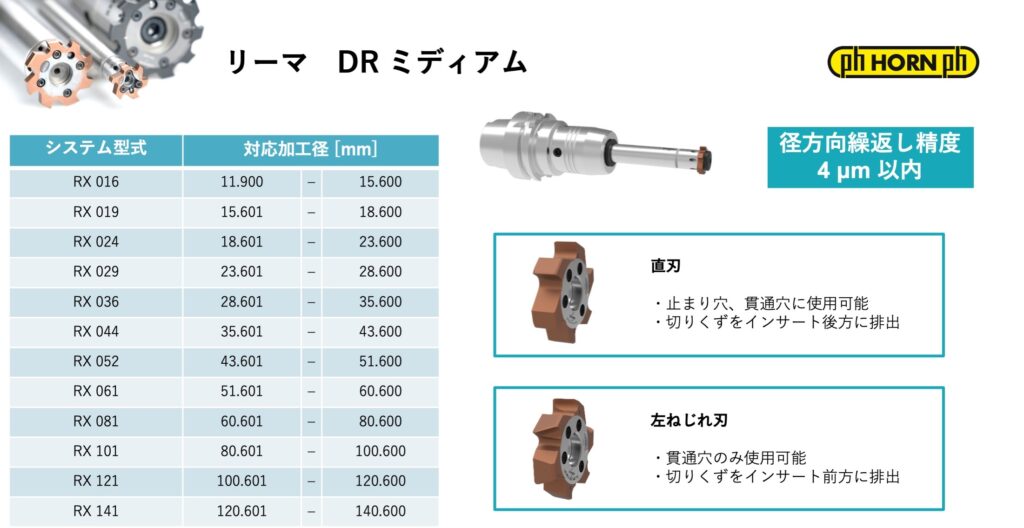
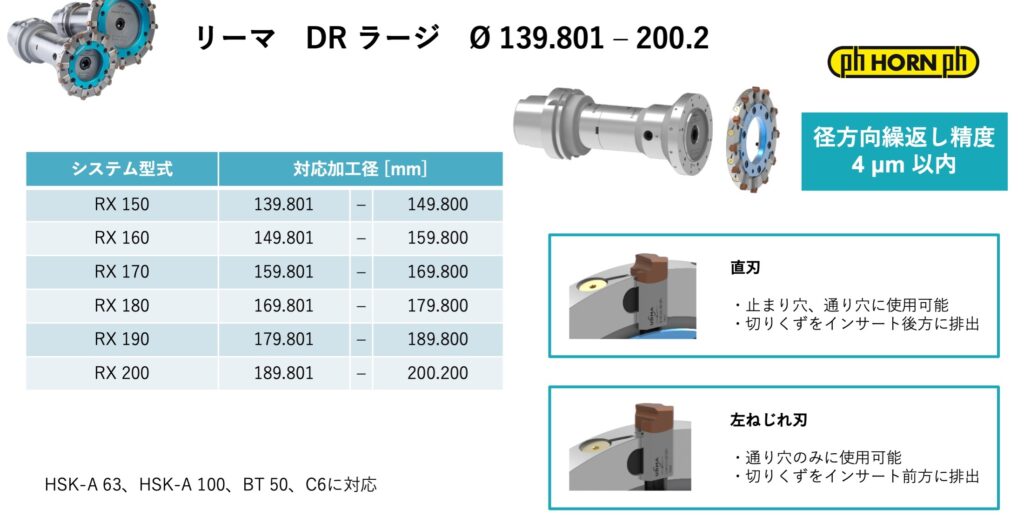
直刃と左ねじれの使い分け|止まり穴と貫通穴の最適解
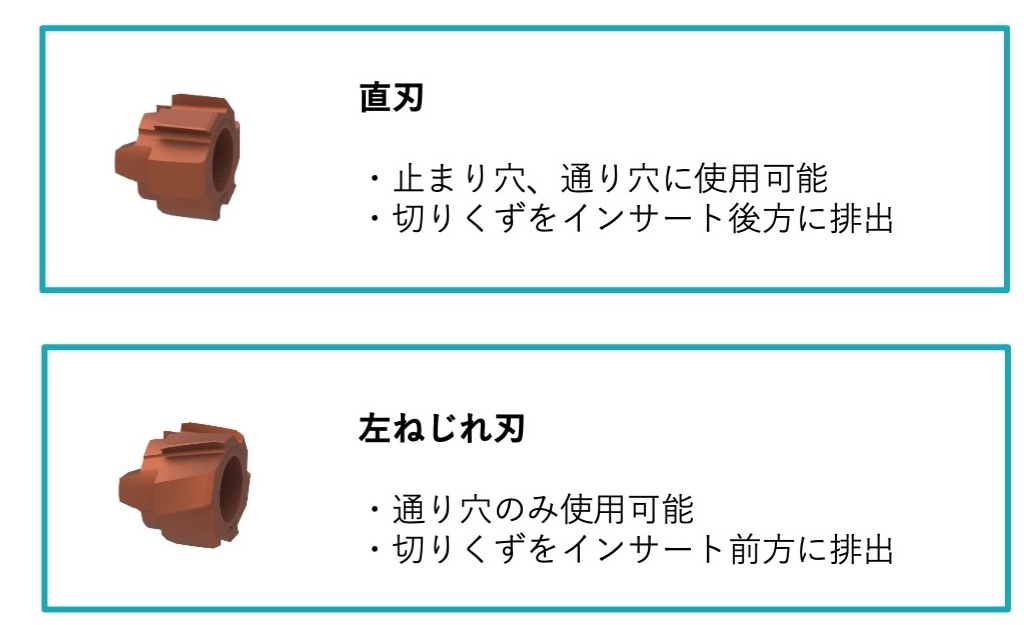
リーマの刃形には大きく分けて「直刃」と「左ねじれ刃」がありますが、それぞれの特性を理解して使い分けることが、トラブル回避の鉄則です。
- 直刃(止まり穴・貫通穴 両用):切粉を後方に排出する形状です。止まり穴では、切粉を奥に押し込んでしまう左ねじれは厳禁なため、基本的にはこちらの直刃を選択します。
- 左ねじれ刃(貫通穴用):切粉を前方へ押し出す力が働きます。そのため、貫通穴(通し穴)に最適です。切粉が穴壁を傷つけるリスクが低く、安定した表面粗さが得られます。
現場では、汎用性の高い直刃が選ばれがちですが、貫通穴の量産加工であれば、切粉排出性に優れた左ねじれ刃を選ぶことで、加工が安定します。
表面粗さをハイス以上に。超硬リーマのバニシング作用
「超硬はハイスに比べて面粗度が出にくい」というのは、低速域の話です。ヘッド交換式で使うような高速域条件では、ヘッド交換式のほうがハイスより表面粗さが良好になりやすいです。
その鍵となるのが、リーマ特有の「バニシング作用」です。
リーマは刃先で切削すると同時に、続くマージン部分で穴壁を適度に「押し潰して」整える作用を持っています。ヘッド交換式リーマは、ハイスに比べて高い回転数と送り条件下でこの作用が強く働くため、緻密で光沢のある加工面が得られます。
動画を再掲しますが、例えばこちらの加工事例でもRa0.29の表面粗さに仕上がっています。
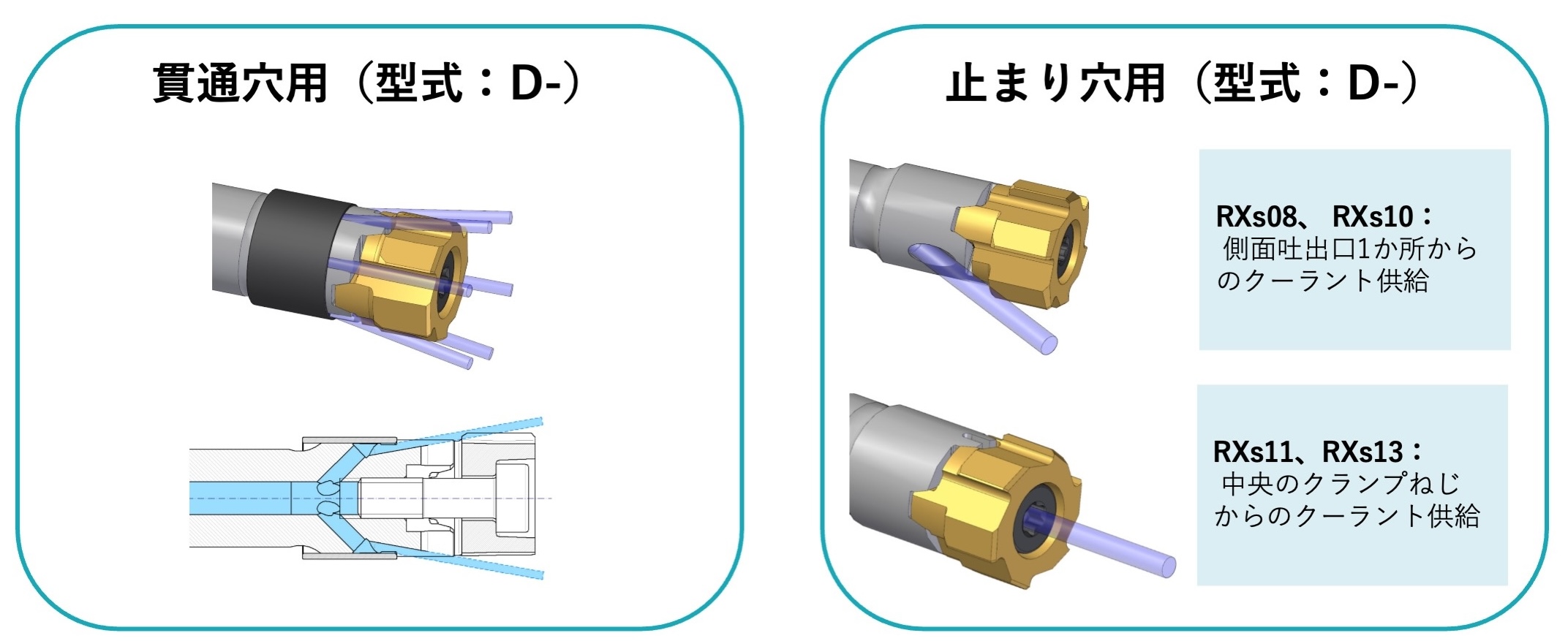
切粉トラブルを防ぐ「内部給油」の重要性
ヘッド交換式のリーマを使うのであれば必須級の装備が内部給油です。これがあるのとないのとでは、安定性が段違いになります。
- ハイスの弱点: 一般的なハイスリーマは内部給油に対応しておらず、外部からの「かけ流し」が基本です。特に止まり穴では、穴の奥に切粉が溜まり、それが刃先に絡んで穴径が異常に拡大したり、ワークを傷つけたりする原因になります。
- ヘッド交換式の強み: 多くのヘッド交換式システムでは、ホルダから直接刃先へクーラントを吐出できます。
内部給油によって、止まり穴の底に溜まった切粉を圧力で強制的に押し流すことができるため、切粉詰まりによる不良をほぼゼロに抑えることが可能です。また、ステンレス加工など加工熱が大きくなりやすい素材では、穴径縮小を抑えるために、この内部給油が非常に重要になります。
超硬ソリッドと比較しても、多様な給油方式を選択できるヘッド交換式は、給油面で大きく優位性があります。
おすすめのヘッド交換式リーマは?
「結局、どのメーカーのヘッド交換式リーマが一番いいのか」という問いに対し、当サイトとして自信を持っておすすめするのが、HORN(ホーン)のリーマです。
HORN社は、ドイツを拠点に、溝入れ工具を中心とした精密切削工具の開発・製造を行うメーカーです。その製品は、高剛性・高精度を強みとし、航空宇宙、自動車、医療機器などのさまざまな分野で採用されています。
なぜHORNが選ばれるのか、資料に基づいて、そのスペックの一部をご紹介します。
HORNの「繰り返し精度」と「4,000種以上の特殊対応」
ヘッド交換式リーマで最も重要なのは、「刃先を替えた時にどれだけ精度が維持されるか」です。ここでばらつきが出て調整が必要になるようならソリッド超硬リーマで良いとなってしまいますからね。
HORNの「DRシリーズ」は、この点の信頼性が非常に高いです。
0.004mm以内の繰り返し精度
HORNのリーマ、DRミディアム・ラージシリーズの径方向繰り返し精度は0.004mm以内、そしてDRスモールでも0.005mm以内を保証しています。一度ホルダで芯出しをしてしまえば、ヘッドを交換しても調整なしで即座に高精度な加工を再開できます。
4,000種以上の特殊対応
加工経験者であれば当然のことではありますが、リーマ加工は横穴が開いていたり等、特殊形状では割と簡単に曲がってしまいます。HORNのリーマは、標準的な45°リード角だけでなく、食いつき角を大きくして曲がり対策を行ったり、逆に小さくして拡大しろを抑えたり等、加工の状況ごとに特化した特殊形状に対応してもらえます。
同様に「通常のメーカーでは取り扱っていない半端な寸法のヘッドが必要」という場面でも対応している場合が多いです。リーマ加工は、0.01mm台で半端な寸法の工具が必要になることが多いため、この柔軟さはありがたいですね。

スモール・ミディアム・ラージからなる多様なサイズラインアップ
HORNのDRシリーズは、サイズに合わせて主に以下の3種類で構成されています。
- DR スモール:φ7.6 ~ 13.1 mm
- DR ミディアム:φ11.9 ~ 140.6 mm
- DR ラージ:φ139.8 ~ 200.2 mm
特筆すべきは、そのカバー範囲です。一般的な超硬一体型(ソリッド)リーマの場合、工具費が上がりすぎてしまうため、コストパフォーマンスを考えるとせいぜいφ20程度までが実用的な限界ではないでしょうか。
しかし、ヘッド交換式であればφ20を超えるサイズも全く問題なく、かつ経済的に対応可能です。
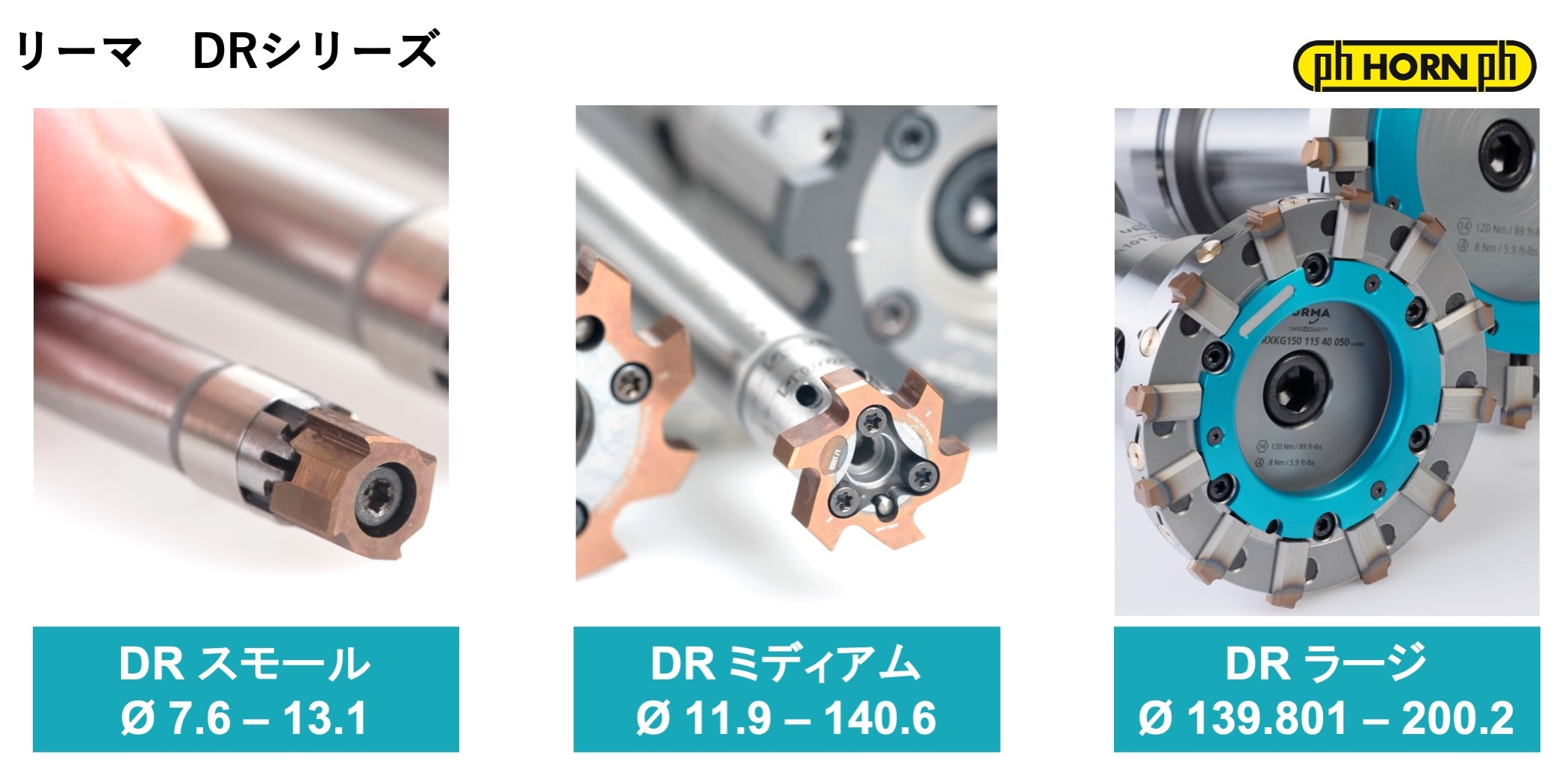
φ100超え、さらにはφ200.2まで対応する汎用性
さらに驚くべきは、ミディアムからラージにかけてのラインナップです。通常ならボーリングしか選択肢に入ってこないようなφ100を超える大径穴であっても、ヘッド交換式リーマを使って一発で高精度な仕上げが可能です。
最大でφ200.2まで対応しているため、小径の精密穴から、超大径のベアリングハウジングのような加工まで、全てこのDRシリーズで完結させることができます。

工具長の調節で、ボーリングではビビる加工も。
大径では、深穴の仕上げにおいて、ボーリングを選択するケースが多いですが、深くなればなるほど常に「ビビリ」と「寸法不安定」との戦いになります。
私自身の経験上、ボーリングで突き出し長さが径の5倍(5D)を超えると、たとえ超硬シャンクを使っていても急激にビビリやすくなります。 ボーリングは「一点」のみで刃物が当たるため、突き出しが長くなるにつれ、切削負荷による刃物のたわみも出やすくなります。例えば、追い込みでゼロカットを行っても、逃げによって寸法が0.03mmほど簡単に変わってしまうことがあり、これが公差外れ(不良)の大きな要因になります。
対してリーミングでは、複数の刃先が同時にワークに接触するため、工具が穴の中でガイドされ、一点集中の負荷がかかりません。これにより、ボーリングでは難易度の高い、長い工具長になってもビビらず、真円度の高い加工が可能です。
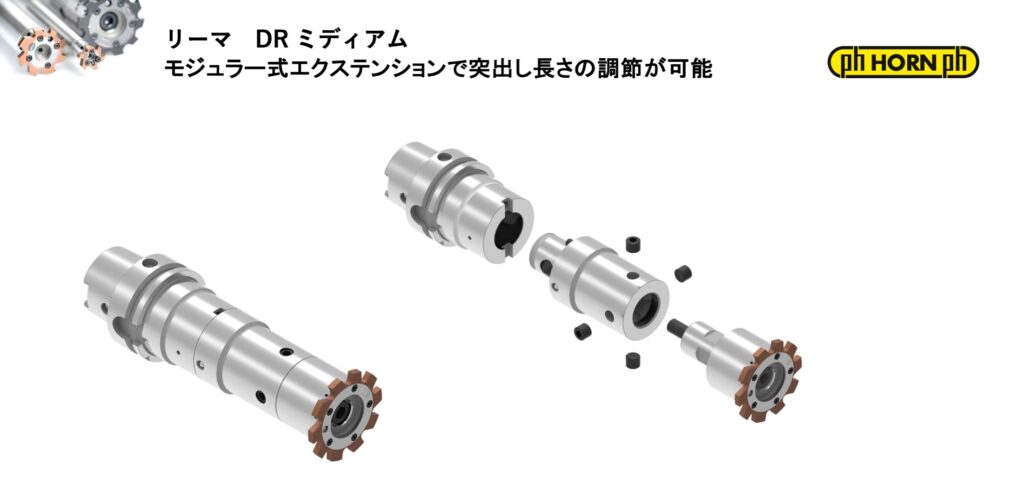
ソリッドリーマだと突き出し長さの調節はほぼできませんが、DRミディアム・ラージシリーズでは、エクステンションを使用することで、加工深さに合わせた突き出し長さの調節が可能です。
「5D以上の深穴でボーリングが精度が安定しない」という量産現場であれば、おすすめの選択肢です。

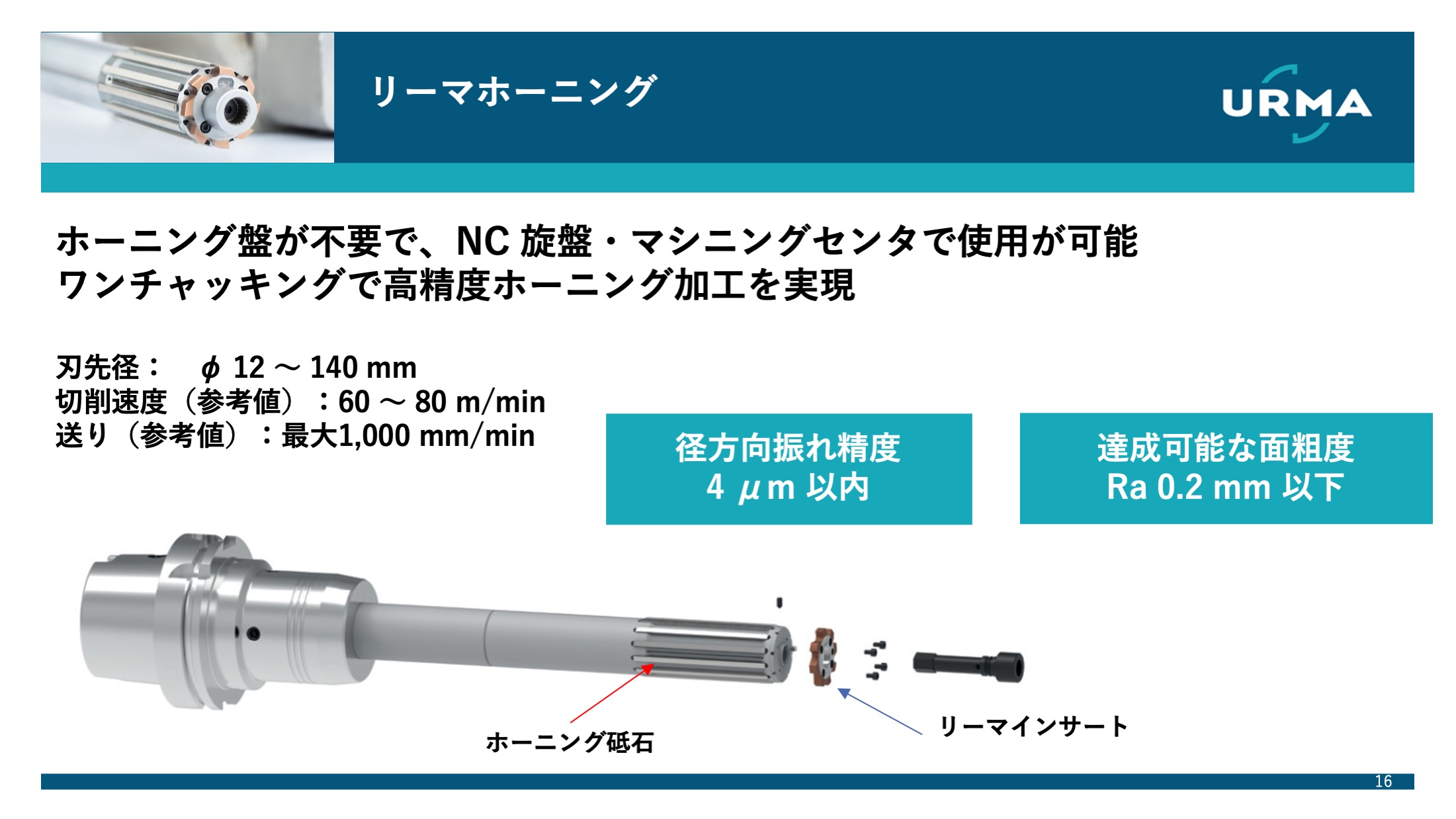
マシニングでホーニングまで完結するURMA(ウルマ)「リーマホーニング」

HORN製品とあわせて、刺さる現場には刺さる商品としてご紹介しておきたいのがURMA(ウルマ)「RH リーマホーニング」です。これは、リーマとホーニングツールの機能を一つに統合した画期的な工具です。
通常、リーマよりさらに良好な表面粗さや厳しい真円度を求めてホーニング加工を行う場合、マシニングセンタでの加工後に「ホーニング盤」へワークを載せ替える工程が必要でした。しかし、このRHツールを使えば、マシニングセンタや旋盤の主軸上でホーニング加工までを完結させることができます。
「ホーニング盤を導入するほどではないが、同等の品質が欲しい」といった場合や、「ホーニング工程をマシニングに集約したい」といった現場にとって、工程集約によるコスト削減とリードタイム短縮の効果は計り知れません。
URMA(ウルマ)社は、HORNと技術提携しているスイスの会社で、HORNと同様に株式会社IZUSHIより工具が販売されていますので、→同様の問い合わせ窓口から問い合わせ可能です。カタログについても、HORNのカタログページより閲覧可能になっています。
まとめ:現場の技術力 × 高性能工具で「穴仕上げのストレス」をゼロにする
これまで解説してきた通り、ヘッド交換式リーマは、インサート交換による「扱いやすさ」と超硬ソリッドの「高精度・高能率」を高い次元で融合させた工具です。
現場の技術者にとって、穴加工における工具交換ごとの芯出しや、再研磨品質による仕上がりのバラツキは、精神的にも大きなストレスとなります。しかし、正しい知識を持って最適な工具を選定すれば、そのストレスは大きく軽減できます。
本記事のポイント
- 圧倒的な生産性: ハイスリーマの約20倍のスピードで加工を完結できる。
- 安定した精度: 繰り返し精度0.004mm以内を誇るHORN DRリーマのような工具なら、一度の芯出しで長期的な安定加工が可能。
- 現場の知恵: 「-0.005mmの径選定」や「下穴深さの+1mmの余裕」といった細かな配慮が、最終的な良品率を左右する。
「ハイスや超硬ソリッドで十分」と思える加工でも、一度ヘッド交換式を導入してみると、その工具交換の加工能率と扱いやすさに驚くはずです。もちろん、テーパー加工や単品ものなど、ハイスが活躍する場面は依然として残ります。大切なのは、それぞれの特性を理解し、適材適所で使い分けられる選択肢を持っておくことです。
今回ご紹介したHORNのリーマについて、さらに詳しく知りたい方は、以下の公式リンクからカタログ情報やサンプル申し込みが可能です。あなたの現場に合った1本を、ぜひ見つけてください。
この記事が、あなたの穴仕上げ加工の悩み解決と、生産性向上のきっかけになれば幸いです!